Известны переносные станки для обточки поршневой и кривошипной шеек паровозов, включающие в себе охватываюш,ий шейку хомут, помещенный на направляющих рамы станка, с расположенными на шестерне хомута несколькими поперечными супортами для закрепления резцов. Этот хомут приводится во вращение при помощи зубчатой передачи или от руки или от мотора.
В предлагаемом переносном станке для обточки поршневой и кривошипной щеек применены два эксцентрика, которые за один оборот шестерни хомута осуществляют двойную подачу резцов, что создает более чистую поверхность обтачиваемой шейки.
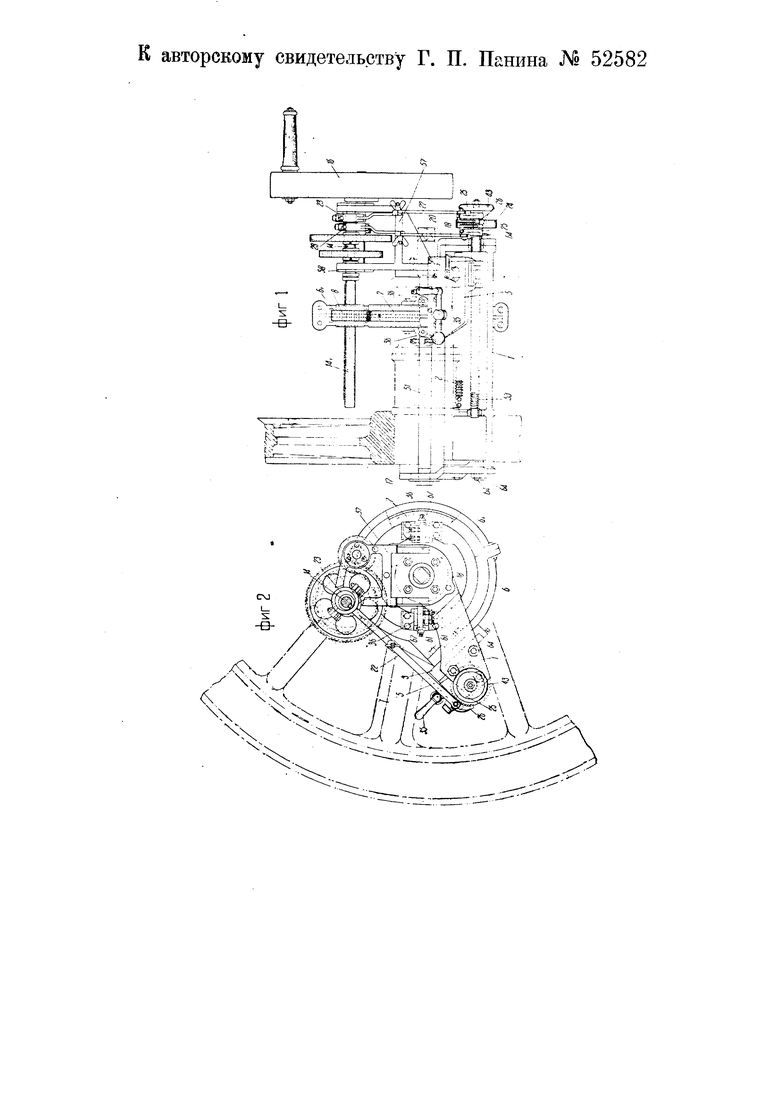
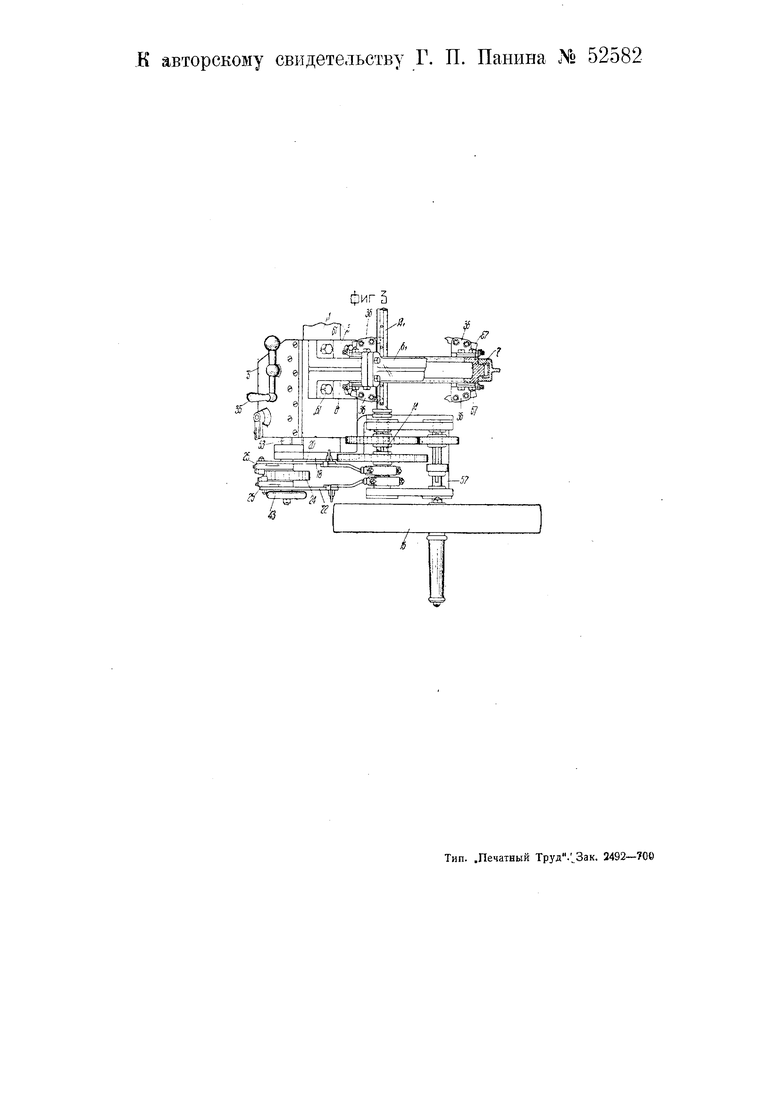
На чертеже фиг. 1 изображает переносный станок в виде сбоку; фиг. 2-то же в виде спереди; фиг. 3- вид станка сверху.
Переносный станок (фиг. 1-3) состоит из рамы 1, ходового винта 53 с фартуком 5 для перемещения супорта 3. Ручная установка супорта достигается рукояткой 35, шестеренкой и рейкой 2. К супорту 3 прикреплен хомут 6,6, внутри которого вращается ведомая шестерня 7 с укрепленными на ней четырьмя поперечными супортами56 и резцами 67, расположенными противоположно один другому. В той же обойме помещена ведущая шестерня 8 рабочего движения станка, насаженная на вал , 14, приводимый в движение от руки или от мотора через зубчатую передачу. Движение подачи осуществляется двумя эксцентриками 25, соединенными тягами 2( и 22 с кривошипами 25 с свободно насаженными собачками 26, поворачивающими храповое колесо 24, заклиненное на конце ходового винта 53. На том же конце ходового винта закреплен маховичок 43 для ручного перемещения супорта при обточке галтелей шеек. При одном обороте вала 14 при наличии двух эксцентриков подача резцов за один оборот производится два раза, вследствие чего при одном и том же машинном времени обточки шейки гребешки от резца получаются меньше, и более чистая поверхность обусловливает меньшее число горений шеек.
При установке станка для работы на шейку кривошипа надевается обойма б-6i в собранном виде с шестернями 7 и 5 и четырьмя поперечными супортами 36. Затем ставится станина 7 в собранном виде со всеми помещенными на ней деталями, после чего пропускается болт 57 через отверстие кронштейна /6; затем с левой стороны надевается кронштейн 77 и крепится шпильками 64 к станине станка. После этого болт 57 ввинчивается в кронштейн 77 После предварительного крепления болтом 57 хомут 6 закрепляется болтами 61 на су порт 5 и, вращением вручную шестерни 8 с зажатым в супорте 36 штыкмассом вокруг шейки кривошипа проверяется правильность установки станка по центру шейки кривошипа. После проверки правильности установки станка болт 57 окончательно закрепляется, затем надевается на буртик болта 57 опора 57 в собранном виде со всеми деталями передаточного механизма и закрепляется, после чего надевается шкив 6 и устанавливаются четыре резца 67 в супортах 36; после этого производят обточку шеек кривошипа.
Предмет изобретения.
Переносный станок для обточки поршневой и шатунной шеек паровозов без выкатки полускатов, состоящий из рамы, несущей в своих направляющих хомут, обхватывающий шейку, с расположенными на шестерне хомута несколькими супортами, приводимыми в движение через посредство зубчатых колес, отличающийся тем, что, в целях получения более чистой поверхности обточки, применены эксцентрики, осуществляющие двойную подачу резцов за время одного оборота. к авторскому свидетельству Г. П.
... Панина Ns 52582

.:. -,
55
r,--rti ; :i .W.- i: : т
ыжЩ-оЖ
Viil it - n .
л
/
-57
