Цель настоящего предложения, относящегося к переносным станкам для обточки валов, направлена к тому, чтобы дать возможность производить эту обточку непосредственно на судне, не вынимая вал из картера дизеля или из подшипников паровой машины, и тем самым предохранить вал от возможных повреждений при перевозках, а также устранить надобность в излишних расходах и ускорить ремонт. Используя для достижения поставленной цели балку в качестве направляющей для передвижного по ней вращающегося резца, изобретение предусматривает применение для установки станка двойных разъемных хомутов. Последние располагаются в корпусе подшипников и, охватывая концы вала, служат опорой для него, а также несут упомянутую выше направляющую для резца балку.
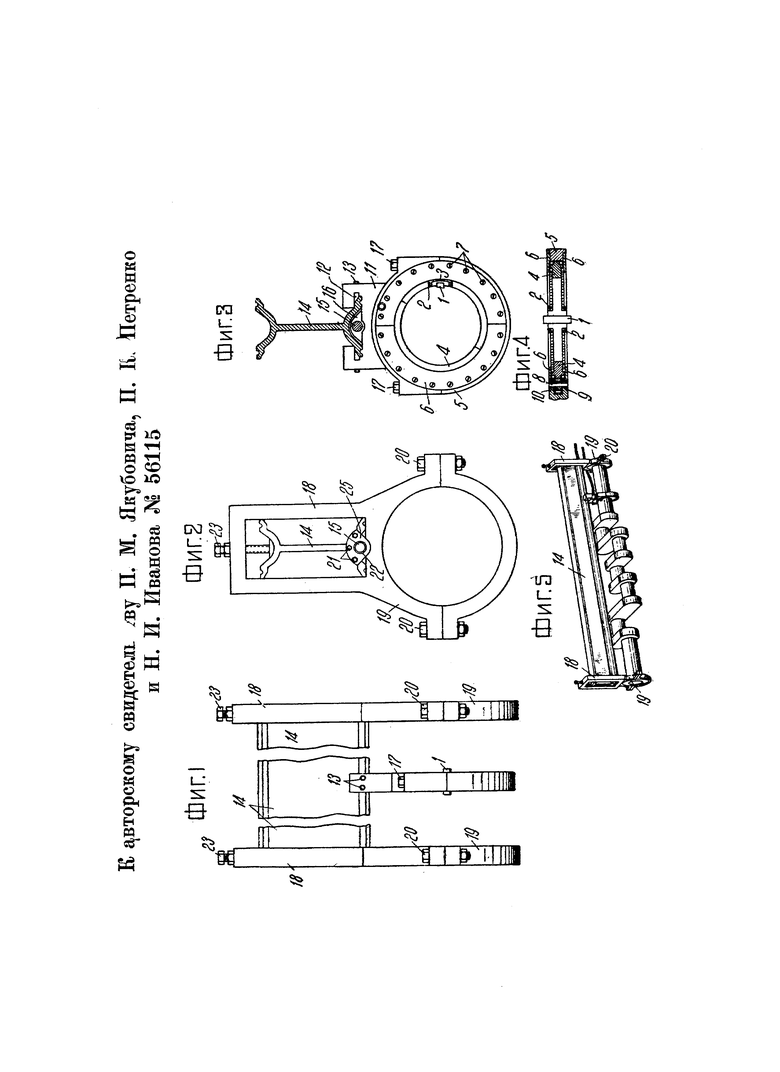
На чертеже фиг. 1 и 2 изображают схематически общий вид приспособления (в двух проекциях); фиг. 3 - вертикальный разрез его; фиг. 4 - разрез люнета, с несущим резец кольцом; фиг. 5 - перспективный вид приспособления в рабочем положении (на обтачиваемом валу).
Предлагаемое приспособление для обточки коренных шеек коленчатых валов состоит 1) из станины 14, выполненной в виде балки армированного чугунного литья, правильно простроганной и пришабренной; 2) из стального супорта 11 с люнетом 5, внутри которого вращается зубчатое кольцо 4 с укрепленным на нем резцом 1 для обточки шеек вала и 3) двойных разъемных хомутов 19 с направляющими рамами 15 для крепления станины. Подача супорта производится ходовым винтом 15, а вращение резца вокруг вала - при помощи кольца 4, приводимого во вращательное движение помощью ведущей шестерни 10 (фиг. 4).
Работа посредством данного приспособления производится следующим образом.
На концы вала устанавливаются хомуты 19 с рамами 18 (фиг. 5) и закрепляются при помощи болтов 20. В рамы 15 устанавливается станина 14 с супортом. Правильность установки станины проверяется индикатором между плоскостью станины и шейками вала. После этого станина закрепляется болтами 23. Резец 1 устанавливается в державку кольца 4, слегка прижимается болтами 2 и, после регулировки винтами 3, зажимается болтами 2 (фиг. 3).
Кольцо 4 приводится во вращение от шестерни 10, сидящей на валике 8 (фиг.4). Валик 8 работает во втулках 9. Кольцо 4 вращается в разборном люнете 5 на шариковых полуобоймах. После установки хомутов 19 с рамами 18 и станиной 14, на которой сидит верхняя часть люнета с половиной кольца 4, устанавливается нижняя часть люнета 5 со второй половиной кольца 4 и закрепляется болтами 17 (фиг. 3). При этом между корпусом люнета и кольцом 4 укладываются шариковые обоймы, состоящие из двух половин каждая. После установки люнета с кольцом 4 с боков накладываются шайбы 6 (фиг. 4) и затягиваются винтами 7 (фиг. 3). Между шайбами 6 и кольцом 4 также укладываются упорные шариковые обоймы, состоящие из двух половин каждая. Слабина между станиной и супортом устраняется клиньями 12, прижимаемыми болтами 13 (фиг. 3). По окончании установки и проверки приспособления к нему присоединяют гибкие валы, которые закрепляются на ходовом винте и валике ведущей шестерни 10, Вращением ходового винта 15 производится подача супорта при помощи гайки 16 (фиг. 3). Ходовой винт - съемный и устанавливается в съемных подшипниках 25 (фиг. 2), укрепляемых к станине болтами 21; винт 15 закрепляется в подшипниках гайками 22. На обоих концах ходового винта имеются приспособления для присоединения гибкого вала. Данное приспособление может работать от любого двигателя через посредство гибкого вала.
Для обточки тех мест шеек, которые находятся в хомутах, последние могут быть устанавливаемы в любом месте станины. При этом возможна такая установка, что супорт будет ходить по одному из концов станины, а хомут станет на внутреннюю часть, т.е. часть станины будет работать в качестве консоли. Количество хомутов может быть два и более, если длина балки этого потребует (в зависимости от мощности и длины судового двигателя).
Надежность и точность установки гарантируется тем, что индикатором точно промеряется расстояние от центров вала до станины, регулировка производится микрометрическими винтами, расположенными в верхней части хомутов и с боков.
Приспособление для обточки коренных шеек коленчатых валов без выемки их из картера с применением балки, служащей направляющей для передвижного по ней вращающегося резца, отличающееся тем, что для установки станка применены располагаемые в корпусе подшипников двойные разъемные хомуты 19, охватывающие концы вала и служащие опорой для него, а также несущие направляющую для резца балку.
