Для обточки бандажей паровозных скатов предлагается паровоз устанавливать на специальных подкладках с роликами, подводимых под скаты и имеющими соответствующий профиль. С целью подвода подкладок под скаты, паровоз устанавливается на домкратах, которые при последующей обточки бандажей оставляются на месте для частичной разгрузки подкладок.
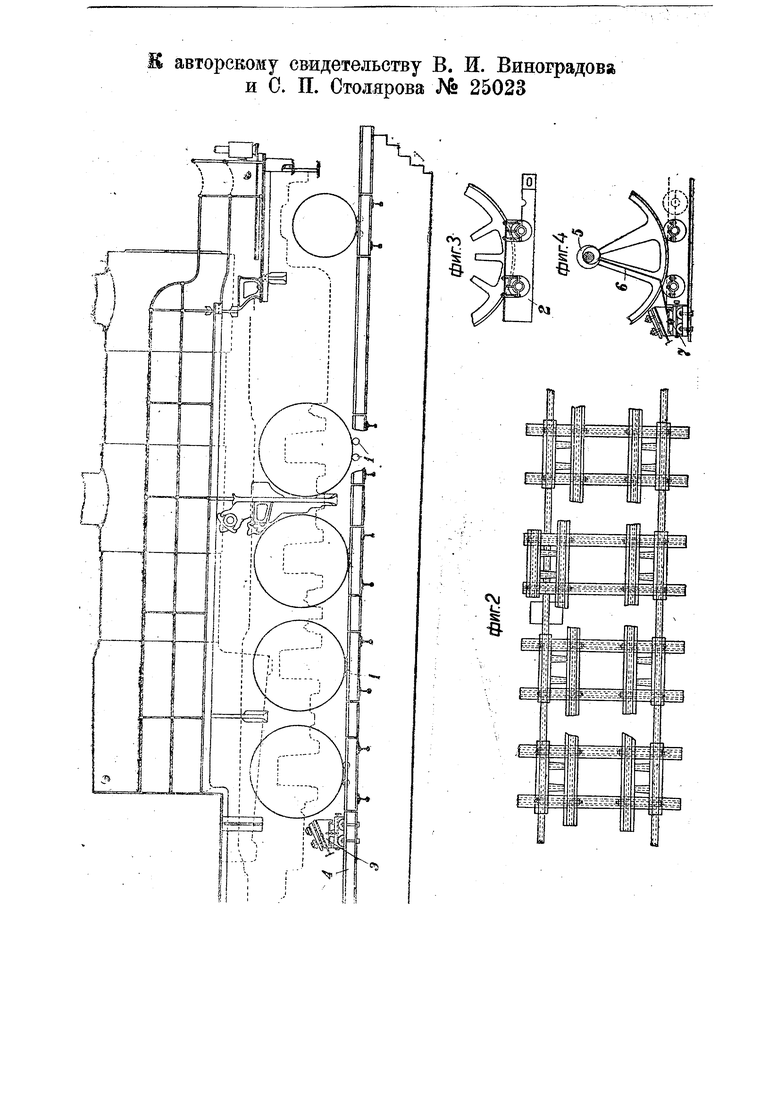
На чертеже фиг. 1 изображает паровоз, установленный в рабочее положение для обточки бандажей; фиг. 2-расположение подкладок; фиг. 3-установка ската на ролики и фиг. 4 - установка супорта и самохода.
Приспособление для обточки бандажей состоит из роликов 1, заключенных между кусками рельс или балок, в которых закрепляются подшипники. Ролики 1 изготовляются по профилю бандажа, для ребордных же бандажей-с соответствующей выемкой для гребня с тем, чтобы касание бандажа и ролика 1 происходило по плоскости катания и по гребню.
Для устранения боковых сдвигов безребордных, бандажей устанавливаются на кронштейне вертикальные ролики, упирающиеся во внутренние грани бандажа (на чертеже не показано).
Подкладки 2, заключающие в себе по два ролика 1 под каждый скат, имеют возможность перемещаться в поперечном направлении на отдельных направляющих и установленные по канаве для осмотра и ремонта паровозов. После постановки паровоза на канаву и поджатия скатов на величину 3 - 5 мм, подкладки 2 сдвигаются, подводя таким образом ролики 1 под скаты и закрепляются угольниками. Для правильности и облегчения передвигания подкладок 2, передвижение их производится по направляющим при помощи винта. Поджатие скатов производится обыкновенным переносным домкратом, устанавливаемым на поперечных (по отнощению оси канавы) балках, служащих одновременно направляющими для подкладок. После постановки паровоза на канаву для обточки бандажей производится небольшое поджатие паровоза домкратами, подставляемыми под передний и задний буферные брусья паровоза, с целью облегчения условий работы роликов и устранения вредных влияний паровоза на подкладки 2.
Обточка бандажей производится для всех скатов одновременно, включая и поддерживающие оси, передача вращения которым производится от ближайшей сцепной оси посредством цепной передачи. Вращение сцепных осей производится паром этого же паровоза со скоростью вращения колес 40-45 оборотов в минуту. Установка супортов 3 производится на передвижном столе отодвигаемым с прохода при входе паровоза на канаву. Передвижение столов с супортами 3 по направляющим производится одновременно путем вращения через соответствующие передачи винтов всех супортов. Последние связываются двумя продольными валами и одним пеперечным 7 с коническими шестеренками для механического передвижений резцов (самоход), при чем поперечный вал 7 получает вращение от съемного эксцентрика 5, насаживаемого на среднюю ось паровоза. Тяга б эксцентрика связывается с поперечным валом б посредством храпового колеса (на чертеже не указано). Обточка поля бандажа производится обыкновенным резцом с припаянной пластиной специальной стали. Гребень обтачивается фасонным резцом, вставляемых в ту же державку супорта. Толщина .стружки определяется установкой и подачей резцов в ручную (самоход осуществляется только вдоль поля).
Предмет изобретения.
1.Приспособление для обточки бандажей паровозных скатов безвыкатки их из-под паровоза, отличающееся применением подкладок 2 с роликами 1, подводимых под колеса паровоза и предназначенных для удержания последнего на месте при вращении колес его от мащины паровоза для обточки бандажей с помощью резцов, закрепляемых в супортах 3, устанавливаемых на рельсах 4 железнодорожного пути, при чем с целью частичной разгрузки подкладок паровоз устанавливается на домкратах.
2.При приспособлении по п. 1 применение эксцентрика 5, насаженного на среднюю ось паровоза и связанного тягами б с поперечным валом 7, от которого, с целью подачи резцов, вращение через соответствующие передачи сообщается винтам всех супортов одновременно.