Изобретение относится к области фибрового производства, а именно к получению фибровых трубок и палок.
Предлагаемый способ дает возможность производить штамповку фибровых трубок и палок без образования заусениц.
Самый способ заключается в том, что сырье или частично подсушенные фибровые трубки прессуют последовательно лишь в обычном направлении в нескольких соответственно подобранных штампах.
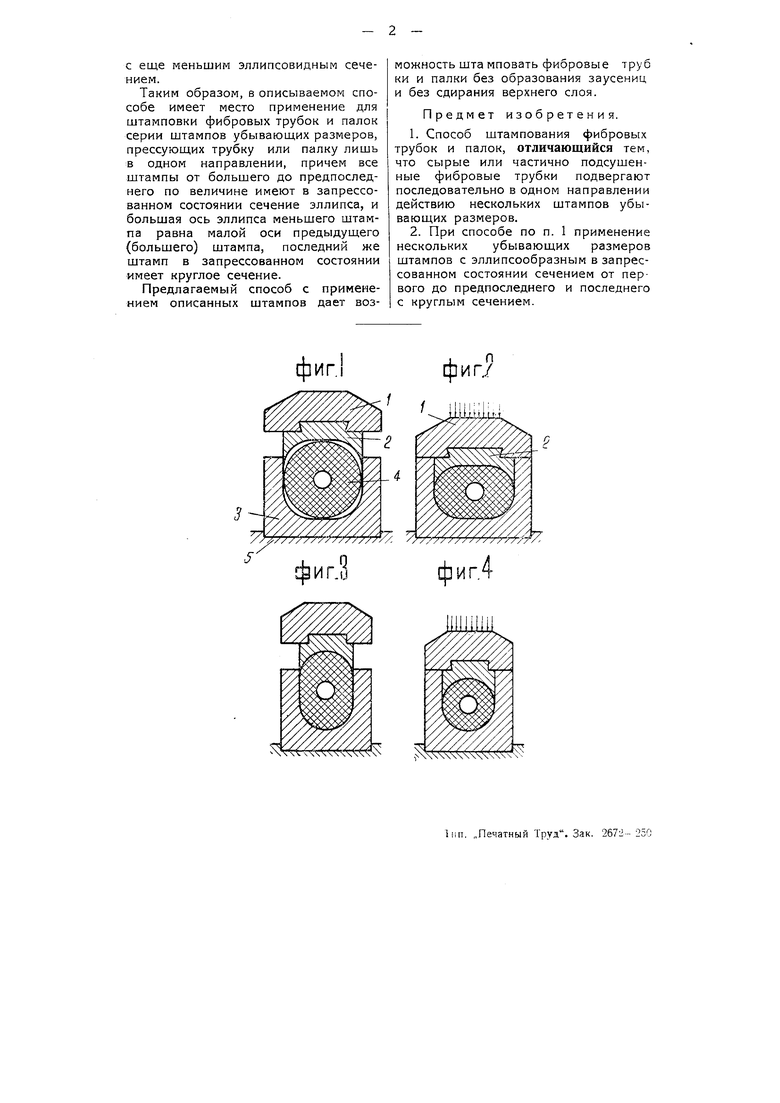
Первый штамп состоит из нижней части 3 (фиг. 1 и 2), укрепленной в столе пресса 5, и верхней части 2, входящей в нижнюю и укрепленной в державке 7. При опускании верхней части штампа, до упора державки в нижнюю его часть, продольные канавки верхней и нижней частей штампа дают в сечении эллипс. Канавки второго штампа (фиг. 3 и 4) дают в аналогичном положении круглое сечение.
Работа на штампах ведется следующим путем: в горячий штамп с эллипсовидным сечением вставляют сырую или частично подсушенную фибровую трубку 4, подлежащую штамповке (фиг. 1), и, непрерывно или с периодической отпрессовкои для удаления влаги, прессуют трубку до отказа, до принятия ею эллипсовидного сечения, после чего немедленно вставляют трубку в меньший штамп с круглым сечением (фиг. 3 и 4) и в горячем состоянии прессуют до образования круглого сечения, после чего вынимают готовую трубку из штампа. Вальцовку и шлифовку трубки, для придания ей точно желаемого диаметра, производят обычным образом. При штамповке особо толстостенных фибровых трубок или фибровых палок, полученных намоткой пергаментированной бумаги на проволоку или на круглую фибровую палку, необходимо иметь промежуточные штампы, а именно; в первом штампе запрессовывают трубку не до отказа, а до образования лишь небольшой эллипсовидности сечения трубки, затем трубку поворачивают на 90° и прессуют в промежуточном штампе, у которого большая ось эллипса канавок равна малой оси эллипса трубки, до образования трубки с сечением меньшего эллипса, после чего прессуют трубку в штампе с круглым сечением или же, если потребуется, пропускают еще через один промежуточный штамп
с еще меньшим эллипсовидным сечением.
Таким образом, в описываемом способе имеет место применение для штамповки фибровых трубок и палок серии штампов убываюш,их размеров, прессуюш,их трубку или палку лишь в одном направлении, причем все штампы от большего до предпоследнего по величине имеют в запрессованном состоянии сечение эллипса, и большая ось эллипса меньшего штампа равна малой оси предыдущего (большего) штампа, последний же штамп в запрессованном состоянии имеет круглое сечение.
Предлагаемый способ с применением описанных штампов дает возможность шта мповать фибровые труб ки и палки без образования заусениц и без сдирания верхнего слоя.
Предмет изобретения.
1.Способ штампования фибровых трубок и палок, отличающийся тем, что сырые или частично подсушенные фибровые трубки подвергают последовательно в одном направлении действию нескольких штампов убывающих размеров.
2.При способе по п. 1 применение нескольких убывающих размеров штампов с эллипсообразным в запрессованном состоянии сечением от первого до предпоследнего и последнего с круглым сечением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штампования фибровых трубок и палок в один прием | 1936 |
|
SU52616A1 |
| Способ изготовления толстостенных фибровых трубок | 1935 |
|
SU49788A1 |
| Складной стержень для изготовления фибровых трубок | 1936 |
|
SU52618A1 |
| Способ приготовления фибровых трубок | 1935 |
|
SU47896A1 |
| Эластичный стержень для изготовления фибровых трубок | 1936 |
|
SU52570A1 |
| Способ изготовления вулканизированных бумажных трубок | 1932 |
|
SU28391A1 |
| Способ выщелачивания хлористого цинка или других солей из вулканизированной фибры | 1934 |
|
SU41183A1 |
| Способ изготовления толстостенных фибровых труб | 1951 |
|
SU94860A1 |
| РЕГУЛИРУЕМАЯ ПО ДЛИНЕ ПАЛКА С ЗАЖИМНЫМ УСТРОЙСТВОМ | 2018 |
|
RU2777256C1 |
| Способ изготовления тройников | 1980 |
|
SU940892A1 |
