Обычно при производстве фибровых трубок технологический процесс заключается в том, что непроклеенная бумага, типа бюварной, пропускается через раствор хлористого цинк-а ц, обогнув -горячий валик, -в нагретом состоянии «а 1атывается на стальной стержень. После «агмотки достаточного числа слоев бумаги образовавшаяся трубка Прокатывается некоторое время между горячим и ярессующими валиками для уплотнения и прогрева стенки трубки. Полученная трубка плотно обжимает стержень и, чтобы вынуть , последний из трубки, трубка вместе сО стержнем на предварительное выщелачивд;;;; ние, т. е. ее погружают в слабый рас-1 твор хлористого цинка, где через несколько дней, в зависимости от толщины стенки трубки и от концентрации раствора хлорцинка, внутренний диаметр трубки увеличивается. Тогдй выгружают из раствора трубку и вынимают из нее стержень. После этого трубку загружают в диффузионную батарею для выщелачивания из нее хлористого цинка, затем сушат на стержнях и прокатыварт на вальцах для выравнивания и калибровки. Подобный процесс требует больщого количества щлифованных стержней рбычно хромо(70), . . / . Г
никелевой стали), которые разъедаются хлорцннком, и понижает качества трубок за счет погружения фибры-сырца Б слабый раствор хлористого цинка. . С цельй устранения указанных недостатков предлагается способ изготовления фибровых трубок с применением разъемного сердечника с обичайкоЙ, легко удаляемого; из трубки без ее предварительного выщелачивания. Согласно предлагаемому способу эту трубку, образованную навиванием обработанной хлористым цинком или подобным ему реагентом бумаги на обичайку с сердечником, выщелачивают без последней, ведя в дальнейшем нормальный процесс.,
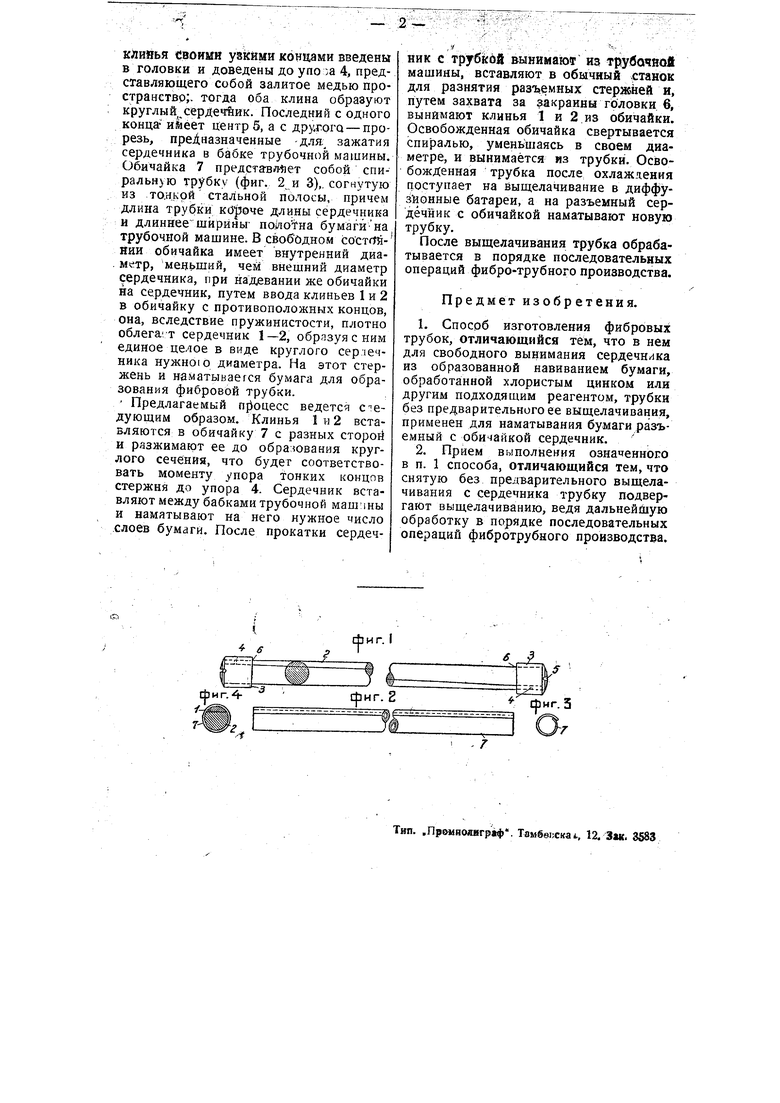
На чертеже фиг. 1 изображает вид сбоку собранного сердечника; фиг. 2 - вид обичайки сбоку; фиг. 3 - вид ее с торца; фиг. 4-вид в поперечном разрезе сердечника с надетой на него обичайкоЙ.
Для осуществлении предлагаемого способа разъемный сердечник стержня состоит из двух клиньев 1-2 (фиг. 1 и 4) и обичайки 7 (фиг. 2 и 3), Клинья удерживаются один около другого путем ввода узкого конца каждого клина в головку-трубку 3, припаянную к тол- стум концам этих клиньев. Когда
кликья своими узкими KOHiiaMH введены в головки и доведены до упооа 4, представлянэщего собой залитое медью пространство;, тогда оба клина образуют круглый,сердеч ик. Последний с одного концз иЙёет центр 5, а с другого - прорезь, предназначенные -для зажатия сердечника в бабке трубочной машины. Обичайка 7 предрта-вл-йет собой спиральную трубку (фиг. 2,и 3),. согнутую из тонкой стальной полосы, причем длина трубки короче длины сердечника и длиннее ширины- поМотна бумагина трубочной машине. В свободном cocTftHнии обичайка имеет внутренний диаметр, меньший, чем внешний диаметр сердечника, при надевании же обичайки на сердечник, путем ввода клиньев 1 и 2 в обичайку с противоположных концов, она, вследствие пружинистости, плотно облега-.т сердечник 1-2, образуя с ним единое целое в виде круглого серлечника нужною диаметра. На этот стержень и яаматываегся бумага для образования фибровой трубки., Предлагаемый процесс ведется с-едующим образом. Клинья 1 и 2 вставляются в обичайку 7 с разных сторой и разжимают ее до обра;ювания круглого сечения, что будет соответствовать моменту упора тонких концов стержня до упора 4. Сердечник вставляют между бабками трубочной маш:1ны и наматывают на него нужное число .слоев бумаги. После прокатки сердечник с вынимают из трубочной машины, вставляют в обычный танок для разнятия разадмных стержней и, путем захвата за закраины головки 6, вынимают клинья 1 и 2 из обичайки. Освобожденная обичайка свертывается спиралью, уменьшаясь в своем диаметре, и вынимается из трубки. Освобожденная трубка после охлаждения поступает на выш;елачивание в диффузионные батареи, а на разъемный сердечник с обичайкой наматывают новую трубку.
После выщелачивания трубка обрабатывается в порядке последовательных операций фибро-трубного производства.
Предмет изобретения.
1.Способ изготовления фибровых трубок, отличающийся тем, что в нем для свободного вынимания сердечника из образованной навиванием бумаги, обработанной хлористым цинком или другим подходящим реагентом, трубки без предварительного ее выщелачивания, применен для наматывания бумаги разъемный с обичайкой сердечник.
2.Прием выполнения означенного в п. 1 способа, отличающийся тем, что снятую без предварительного выщелачивания с сердечника трубку подвергают выщелачиванию, ведя дальнейшую обработку в порядке последовательных операций фибротрубного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления толстостенных фибровых трубок | 1935 |
|
SU49788A1 |
| Складной стержень для изготовления фибровых трубок | 1936 |
|
SU52618A1 |
| Эластичный стержень для изготовления фибровых трубок | 1936 |
|
SU52570A1 |
| Способ изготовления вулканизированных бумажных трубок | 1932 |
|
SU28391A1 |
| Способ изготовления толстостенных фибровых труб | 1951 |
|
SU94860A1 |
| Способ выщелачивания хлористого цинка или других солей из вулканизированной фибры | 1934 |
|
SU41183A1 |
| Способ штампования фибровых трубок и палок | 1936 |
|
SU52617A1 |
| Способ получения бумаги - основы для фибры и пергамента | 1942 |
|
SU65179A1 |
| Штамп для штампования фибровых трубок и палок в один прием | 1936 |
|
SU52616A1 |
| Изготовление толстостенных фибровых трубок | 1934 |
|
SU42411A1 |
иг. I

