I
Изобретение относится к области сварки и касается электродных покрытий преимущественно для нанлавки деталей, работающих в условиях абразивного износа.
Известно электродное покрытие I, содержащее следующие компоненты, вес. %: Мрамор48
Плавиковый шпат13
Феррохром15
Ферромолибден10
Ферротитан7
Ферросилиций3
Графит3
Алюминиевый порощок1
Сода кальцинированная0,2
Однако это покрытие не обеспечивает достаточной износостойкости наплавленного металла.
Цель изобретения - повышение износостойкости наплавленного металла.
Это достигается тем, что электродное покрытие дополнительно содержит ферромарганец, феррованадий при следующем соотношении компонентов, вес. %:
Мрамор25-35
Плавиковый шпат25-30
Феррохром18-25
Ферромолибден1-2
Ферротитан2-7
Ферросилиций3-5
Алюминиевый поропюк 1 -1,5 Ферромарганец8-12
Феррованадий1-2
Для получения смеси покрытия электродов были изготовлены три партии, содержащие каждая, вес. %: плавиковый щпат 27,5; феррохром 21,5, ферромолибден 1,5, ферротитан 4,5, ферросилиций 4, алюминиевый пороиюк 1,2 и отличающиеся друг от друга содержанием ферромарганца, равным в каждой смеси последовательно, вес. %: 8, 10 и 12 п соответственно феррованадия, 1; 1,5; 2, а также содержанием мрамора, составляющим дополнительную до 100% часть в каждой смеси. Образцы, наплавленные данным электродным покрытием, имеют следующие характеристики износостойкости, представленные R табл. 1.
Таблица 1
20
25
30
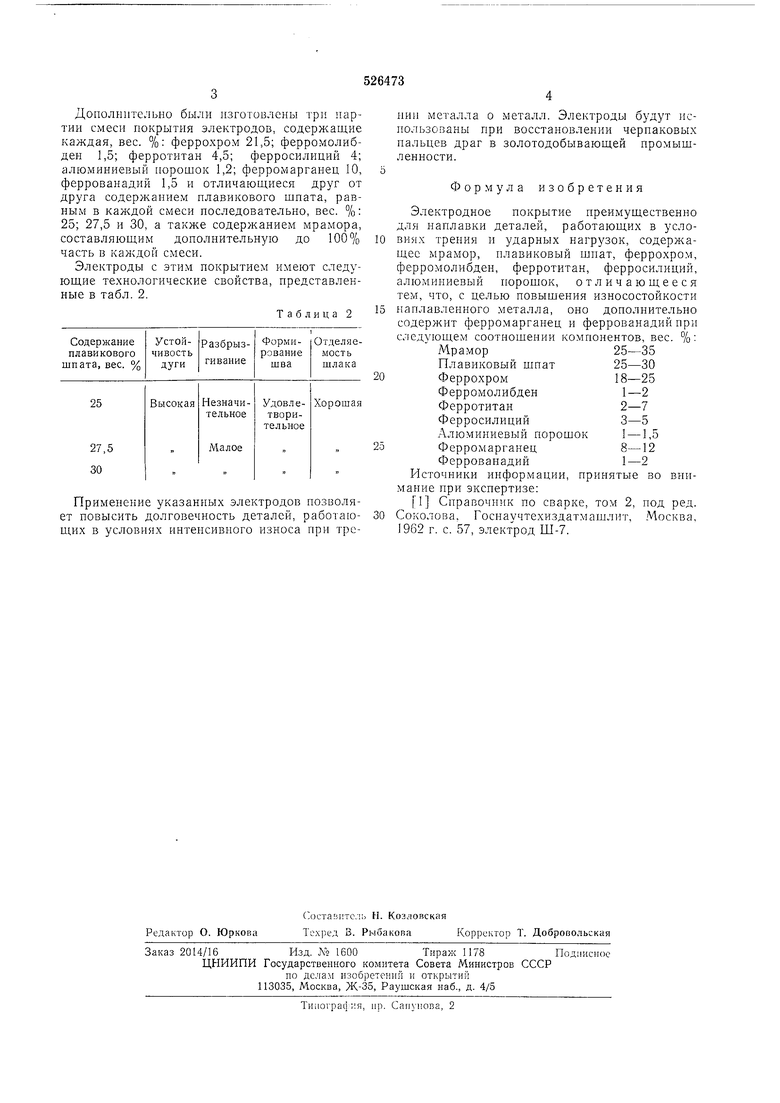
Дополнительно были 1зготовлены три партии смеси покрытия электродов, содержащие каждая, вес. %: феррохром 21,5; ферромолибден 1,5; ферротитан 4,5; ферросилиций 4; алюминиевый порошок 1,2; ферромарганец 10, феррованадий 1,5 и отличающиеся друг от друга содержанием плавикового шпата, равным в смеси последовательно, вес. %: 25; 27,5 и 30, а также содержанием мрамора, составляющим дополнительную до 100% часть в каждой смеси.
Электроды с этим покрытием имеют следующие технологические свойства, представленные в табл. 2.
Таблица 2
Применение указанных электродов позволяет повысить долговечность деталей, работающих в условиях интенсивного износа при треиии металла о металл. Электроды будут исиользопаны при восстановлении черпаковых пальцев драг в золотодобывающей промыщленности.
Формула изобретения
Электродное покрытие преимущественно для наплавки деталей, работающих в условиях трения и ударных нагрузок, содержащее мрамор, плавиковый шиат, феррохром, ферромолибден, ферротитан, ферросилиций, алюмиииевый порошок, отличающееся тем, что, с целью повышения износостойкости наплавленного металла, оно дополнительно содержит ферромарганец и феррованадий при
компонентов, вес. %: следующем соотношении
Мрамор 25-35
Плавиковый щпат 25-30
Феррохром 18-25
Ферромолибден
1-2
Ферротитан
2-7
Ферросилиций
3-5
Алюмиииевый порошок
1 - 1,5
Ферромарганец
8-12
Феррованадий
1-2
Источники информации, принятые во внимание при экспертизе:
I Справочник по сварке, том 2, под ред. Соколова. Госнаучтехиздатмащлит, Москва, 1962 г. с. 57, электрод Ш-7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия | 1979 |
|
SU903046A1 |
| Состав электродного покрытия | 1990 |
|
SU1745482A1 |
| Порошковая проволока | 2016 |
|
RU2641590C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2726230C1 |
| ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ | 1993 |
|
RU2074078C1 |
| Состав электродного покрытия | 1977 |
|
SU659328A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗНОСОУДАРОСТОЙКОГО СПЛАВА, ЭКСПЛУАТИРУЕМОГО В АБРАЗИВНОЙ СРЕДЕ | 1995 |
|
RU2098251C1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2248869C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2400341C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ СРЕДНЕЙ ТВЕРДОСТИ | 1996 |
|
RU2104140C1 |
