1
Изобретение относится к электротехнической промышленности и может быть использовано для закрепления сепарации на электродах химических источников тока.
Известно устройство для закрепления сепарации на электродах химических источников тока, содержащее узел гибки, два противоположно расположенных конвейера, узел нанесения горячего расплава адгезива и сжимающий механизм 1.
Недостатком данного устройства является ограниченное применение его по толщине сепарационного материала, отсутствие фиксации электрода в процессе нанесения сепарационного материала, что не исключает возможность сдвига его в процессе осуществления последующих операций: больщое количество технологических операций, необходимость использования дополнительного материала -расплавленного адгезива.
Наиболее близким рещением по технической сущности и достигаемому результату является устройство для закрепления сепарации на электродах химических источников тока, содержащее транспортер в виде стола с возможностью возвратно-поступательного перемещения и узел сварки с прессом, имеющим верхнюю и нижнюю
плиты, и электродами, один из которых прикреплен к верхней плите пресса и снабжен подпрул иненными фиксаторами 2.
Недостатком этого устросйтва является
сложность конструкции и кинематической схемы, наличие больщого количества мелких операций, по времени не перекрывающих друг друга, что снижает производительность; осуществление сварки термопластического материала контактным методом, что качество готового изделия; отсутствие фиксации электрода в сепарации при перемещении из одной позиции в другую.
Цель изобретения - повышение производительности и упрощение конструкции.
Это достигается тем, что нижний электрод узла сварки укреплен неподвижно на столе, снабл ен постоянными магнитами для
фиксации электродов и изоляционной вставкой, верхний электрод узла сварки прикреплен к верхней плите пресса неподвижно и снабжен подпружиненными фиксаторами, выступающими ннже рабочей
кромки.
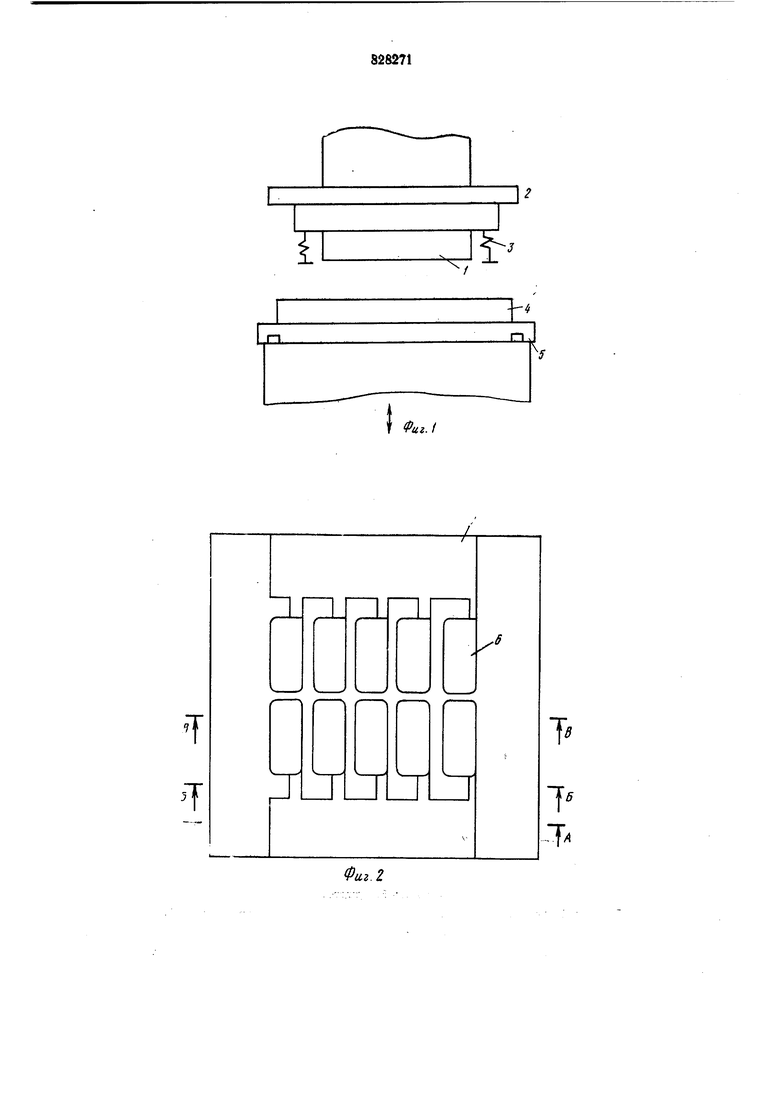
На фиг. 1 изображен общий вид устройства для закрепления сепарации на электродах химических источников тока; на фиг. 2 - вид в плане нижнего электрода
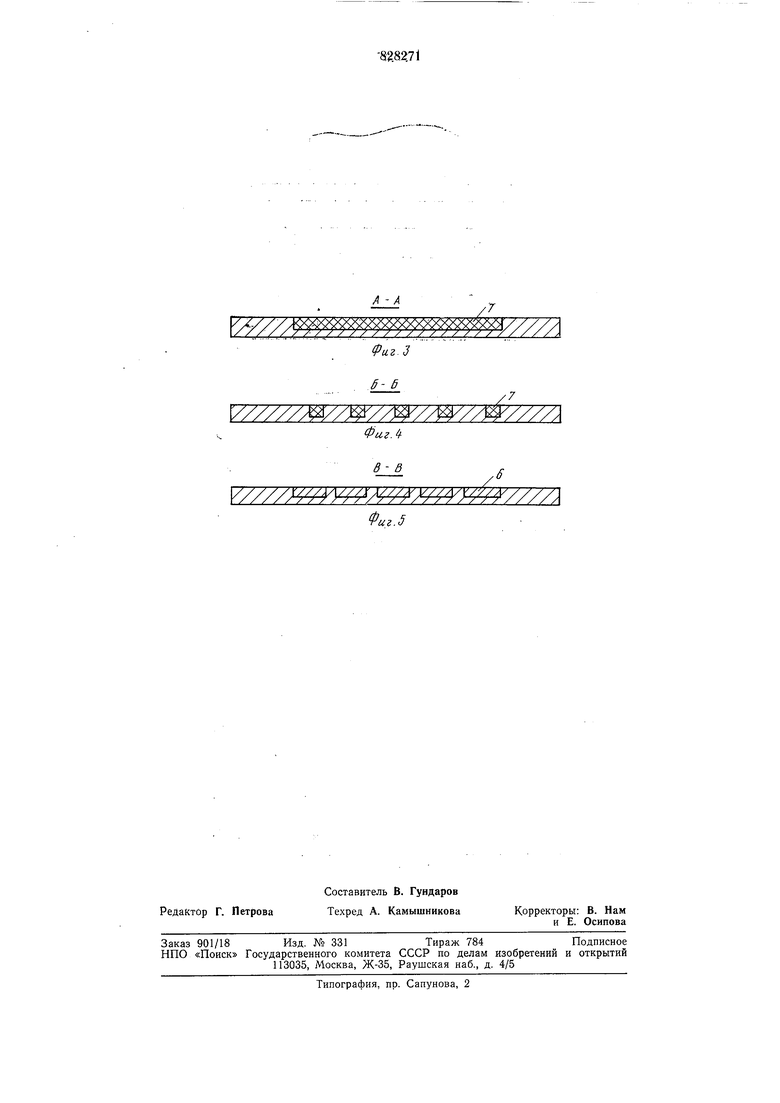
устройства; на фиг. 3 - разрез А-А фиг.
2; на фиг. 4 - разрез Б-Б фиг. 2; на фиг. 5 -разрез В-В фиг. 2.
Устройство содержит верхний электрод 1, закрепленный неподвижно на верхней плите 2 пресса и снабженный металлическим прижимом 3. Нижний электрод 4 укреплен неподвижно на перемещающемся столе 5 пресса, снабжен постоянными магнитами 6, рабочая иоверхность его имеет изоляционную фигурную вставку 7, иерекрывающую длину токоотвода электрода химического источника тока.
Устройство работает следующим образом.
Стол 5 выдвигается из рабочей камеры пресса. На нижний электрод 4, укрепленный на перемещающемся столе 5, укладывается сепарационный материал; в специальные гнезда на электроде 4 устанавливается трафарет таким образом, чтобы положение открытых пазов трафарета совпадало с положением постоянных магнитов 6. Электроды химических источников тока, выполненные из никеля, укладываются в пазы трафарета, фиксируются постоянными магнитами 6, и затем трафарет снимается. Токоотводы электродов химических источников тока располагаются на изоляционных вставках 7 укладочной плиты. На уложенные электроды накладывается верхний слой сепарационного материала. После этого стол 5 с закрепленным на нем нижним электродом 4 перемещается в рабочую камеру пресса.
Плита 2 пресса с закрепленным неподвижно электродом 1 опускается. Электрод 1 закреплен таким образом, чтобы рабочие кромки его были расположены симметрично электродам химических источников тока. Токоотводы электродов изделия прижимаются металлическими прижимами 3 в зоне вставки 7 укладочной илиты электрода 4 для предотвращения электрического иробоя. Производится одновременная высокочастотная сварка но всему контуру изделия. По окончании процесса высокочастотной сварки стол 5 пресса выдвигается и с электрода 4 пресса снимаются готовые изделия.
Предлагаемое устройство является простым по конструкции, надежным в эксплуатации. Оно позволяет автоматизировать
технологический процесс, резко сократить применение ручного труда, повысить производительность процесса, значительно улучщить качество готовых электродов химических источников тока, снизив при этом
процент брака, получить экономию материала.
Формула изобретения
Устройство для закрепления сепарации
на электродах химических источников тока, содержащее транспортер в виде стола с возможностью возвратно-поступательного перемещения и узел сварки с прессом, имеющим верхнюю и нижнюю плиты, и электродами, один из которых прикреплен к верхней плите пресса и снабжен подпружиненными фиксаторами, отличающееся тем, что, с целью повышения производительности и упрощения конструкции, нижНИИ электрод узла сварки укреплен неподвижно на столе, снабжен постоянными магнитами для фиксации электродов и изоляционной вставкой, верхний электрод узла сварки прикреплен к верхней плите пресса
неподвижно и снабжен подпружиненными фиксаторами, выступающими ниже рабочей кромки.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 4080727, кл. 29-623.4, 1978.
2. Авторское свидетельство СССР № 543044, кл. Н 01М 2/14, 1977.
ъ
Г
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКИЙ АККУМУЛЯТОР | 1992 |
|
RU2083033C1 |
| СПОСОБ СБОРКИ ЭЛЕМЕНТА ЛИТИЙ-ДИОКСИДА МАРГАНЦА И АВТОМАТИЧЕСКОЕ НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ НЕГО | 2023 |
|
RU2811960C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЖИТЕЛЬНОГО ЭЛЕКТРОДА ПРИЗМАТИЧЕСКИХ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА | 2020 |
|
RU2728287C1 |
| Устройство для автоматической сварки | 1982 |
|
SU1058753A1 |
| Устройство для изготовления кожгалантерейного изделия | 1974 |
|
SU526516A1 |
| Устройство для автоматической сварки | 1980 |
|
SU941122A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРВИЧНЫХ ЭЛЕМЕНТОВ ГАЛЕТНОГО ТИПА | 1973 |
|
SU407411A1 |
| Автоматическая линия изготовления электродов химических источников тока | 1974 |
|
SU515189A1 |
| УСТРОЙСТВО для ЗАКРЕПЛЕНИЯ СЕПАРАЦИИ НА ЭЛЕКТРОДАХ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА | 1969 |
|
SU242991A1 |
| Устройство для изготовления электродов химических источников тока | 1974 |
|
SU514383A1 |
Т
01
т
I Фиг.
т -f.
т.
V///// //)//W// // ////A
.)
А -А
/Г
б- Б Фиг Л
