и. на ла/nAlJ-VJ .J.4i..vi.... -г-лена колонка 75, которая установлена в направляющей втулке 76, закрепленной на корnvce 72 барабана 6.
В колонке 75 имеется паз, в котором свободно закреплен вращающийся ролик 77. В этом же пазу помещен подвижный подпружиколонок 103, при опускании или подъеме мехрнизма для стыковки.
Работа устройства осуществляется следующим образом,
В исходном положении подвижная кяреткя 42 находится в крайнем правом положении,
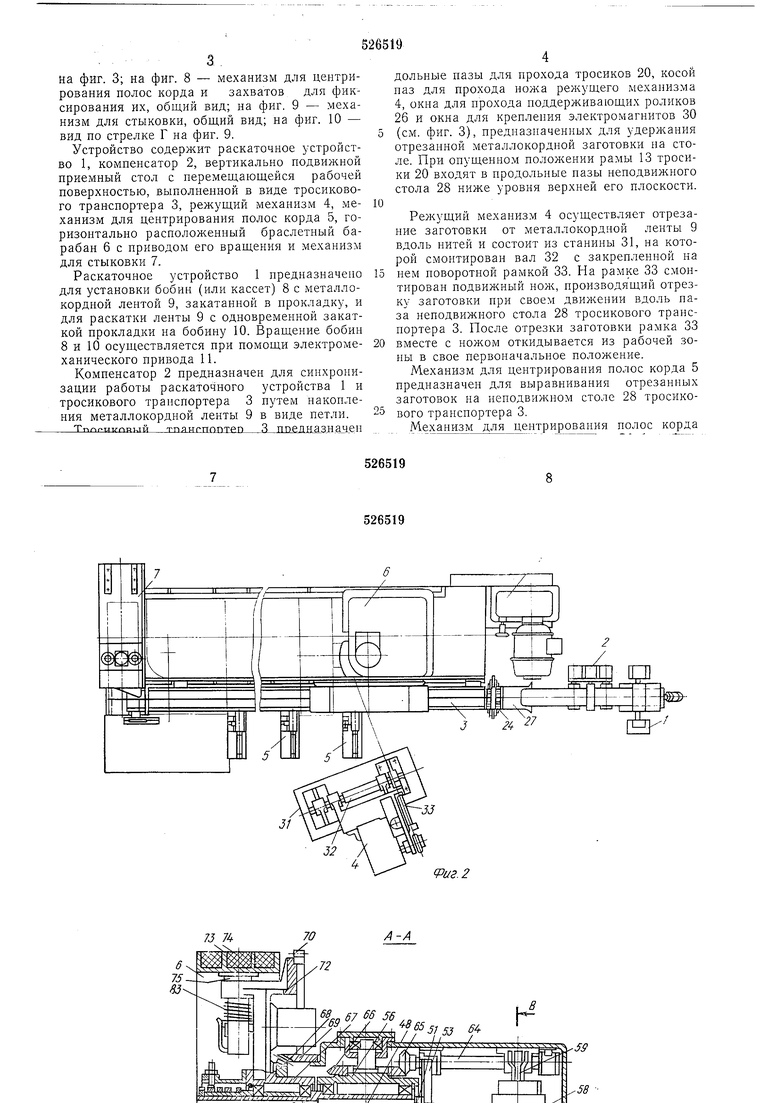
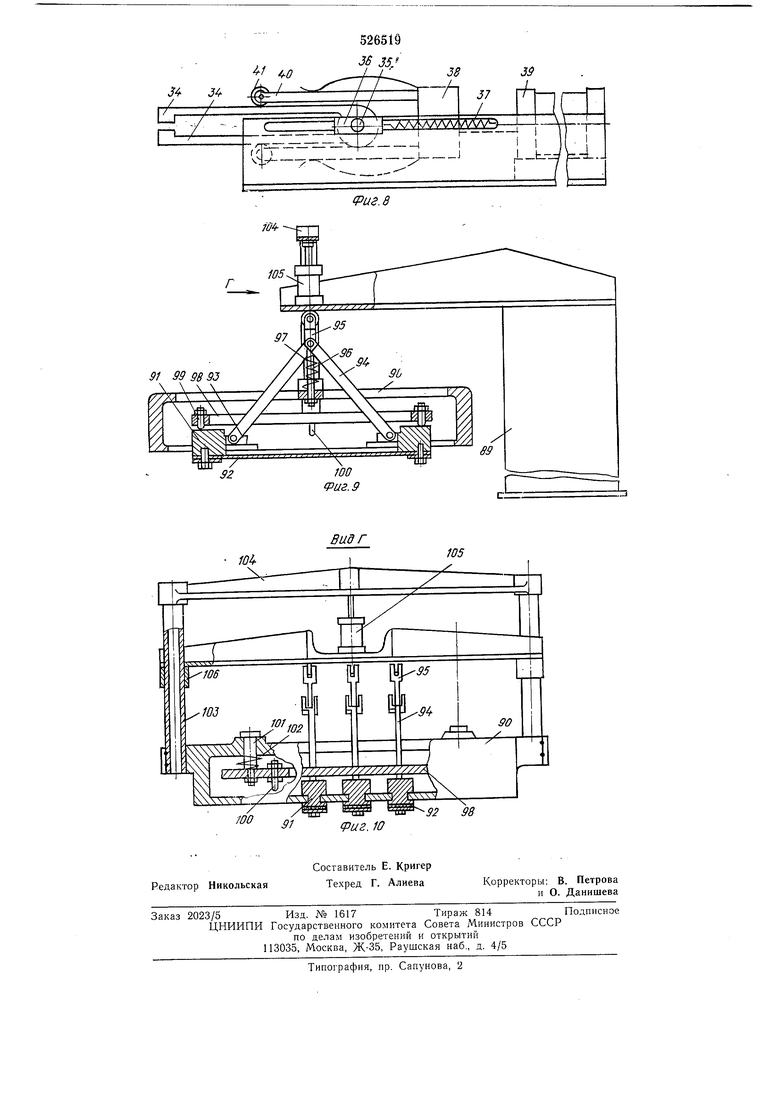
J„ 1 „ О f иЯна фиг. 3; на фиг. 8 - механизм для центрирования полос корда и захватов для фиксирования их, общий вид; на фиг. 9 - механизм для стыковки, общий вид; на фиг. 10 - вид по стрелке Г на фиг. 9.
Устройство содержит раскаточное устройство 1, компенсатор 2, вертикально подвижной приемный стол с перемещающейся рабочей поверхностью, выполненной в виде тросикового транспортера 3, режущий механизм 4, механизм для центрирования полос корда 5, горизонтально расположенный браслетный барабан 6 с приводом его вращения и механизм для стыковки 7.
Раскаточное устройство 1 предназначено для установки бобин (или кассет) 8 с металлокордной лентой 9, закатанной в прокладку, и для раскатки ленты 9 с одновременной закаткой прокладки на бобину 10. Вращение бобин 8 и 10 осуществляется при помощи электромеханического привода И.
Компенсатор 2 предиазначен для синхронизации работы раскаточного устройства 1 и тросикового транспортера 3 путем накопления металлокордной ленты 9 в виде петли.
Тпппнв-пвыйздянгппптрп Я njlPJIHJL,
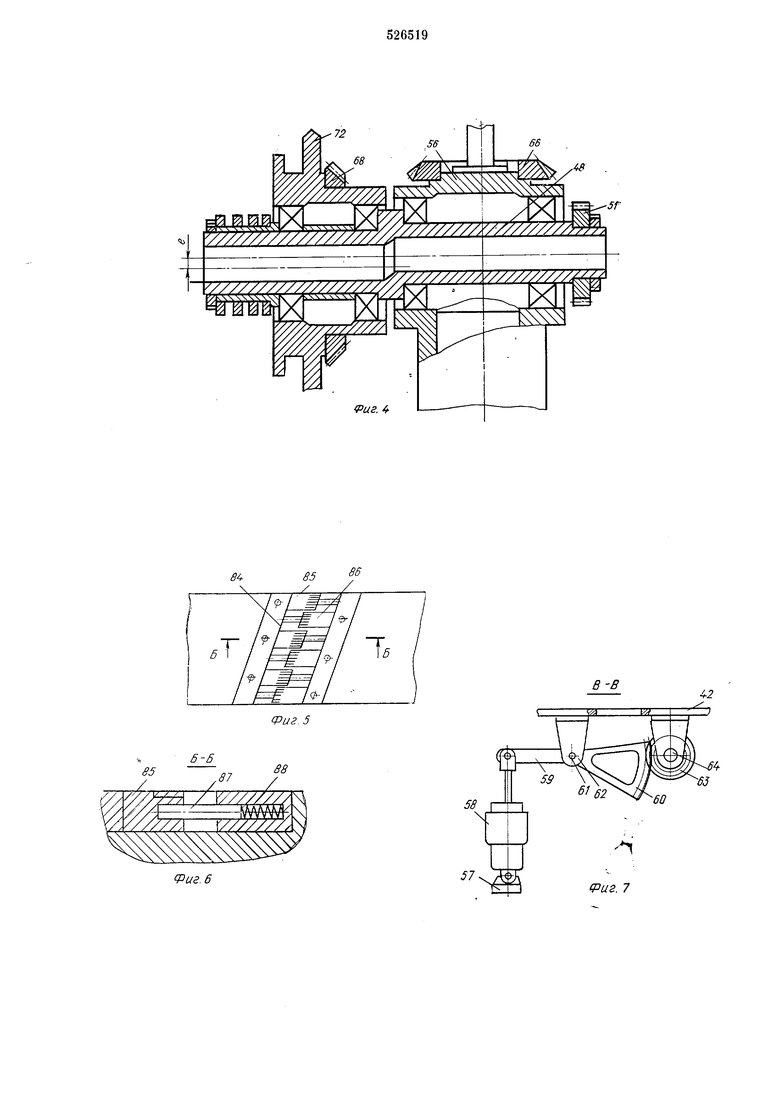
дольные пазы для прохода тросиков 20, косой паз для прохода ножа режущего механизма 4, окна для прохода поддерживающих роликов 26 и окна для крепления электромагнитов 30 5 (см. фиг. 3), предназначенных для удержания отрезанной металлокордной заготовки на столе. При опущенном положении рамы 13 тросики 20 входят в продольные пазы неподвил :ного стола 28 ниже уровня верхней его плоскости.
Режущий механизм 4 осуществляет отрезание заготовки от металлокордной ленты 9 вдоль нитей и состоит из станины 31, на которой смонтирован вал 32 с закрепленной на
5 нем поворотной рамкой 33. На рамке 33 смонтирован подвижный нож, производящий отрезку заготовки при своем движении вдоль паза неподвижного стола 28 тросикового транспортера 3. После отрезки заготовки рамка 33
0 вместе с ножом откидывается из рабочей зоны в свое первоначальное положение.
Механизм для центрирования полос корда 5 предназначен для выравнивания отрезанных заготовок на неподвижном столе 28 тросикового транспортера 3.
Механи зл 1,,,ентрирования полос корда
526519
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования стружечного ковра | 1974 |
|
SU526520A1 |
| Устройство для регулирования настила древесно-стружечного ковра | 1983 |
|
SU1165583A1 |
| Устройство для регулирования настила древесностружечного ковра | 1978 |
|
SU725897A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБРЕЗИНЕННОГО КОРДНОГО ПОЛОТНА | 1990 |
|
SU1757185A1 |
| Смесительно-формирующая установка | 1977 |
|
SU658004A1 |
| Устройство для закатки обрезиненного корда | 1983 |
|
SU1100126A1 |
| Способ изготовления нешлифованных древесно-стружечных плит | 2021 |
|
RU2785590C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СТРУЖЕЧНО-КЛЕЕВОЙ СМЕСИ | 1994 |
|
RU2071416C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТУЖЕЧНОЙ ПЛИТЫ | 2018 |
|
RU2778083C2 |
| Способ производства древесностружечных плит | 1983 |
|
SU1142291A1 |

7J 74
526519
А-А
85
8 /
Риг.«
Фиг. 5
6-6
Фиг. 6
В-В
0 I
526519
Риг. ю
Составитель Е. Кригер Техред Г. Алиева
Редактор Никольская Заказ
92 98
Корректоры: В. Петрова и О. Данишева 2023/5Изд. № 1617Тираж 814Подписное ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Типография, пр. Сапунова, 2
Date : 31/07/2001
Number of pages : 2
Previous document : SU 526519
Next document : SU 526521
о П и с А Н и ИЗОБРЕТЕНИ
К АВТОРСКОМУ СВИДЕТЕЛ1 СТ8У
(61) Дополнительное к авт. свид-ву -
(22)Заявлено 30.12.74 (21) 208995315 с присоединением заявки -
(23)Приоритет -
(43) Опубликовано 30.08.76. Бюллетень .9 32 (45) Дата опубликования описания 23.09.76
(72) Авторы
(54) СПОСОБ ФОРМИРОВАНИЯ СТРУЖЕЧНОГО КОВРА
1
Изобретение относится не изготовлению стружечных плит и других изделий из древесных частиц или волокон путем формирования с добавлением связующих -веществ.
Известен способ формирования стружечного ковра в производстве древесно-стружечных плит путем покомпонентной загрузки стружки и связующего в смеситель, смещивания их, настила ковра с замером в процессе формирован-ия акустических сигналов, пропорциональных количеству массы, и регулироваиня количества связующего по результатам замера.
Однако при использовании известного способа гружечно-клеевую массу перед измере 1ием ее физических характеристик необходимо уплотнять до постоянной плотности, величина которой зависит от ;необходимой точности измерения. Получение же постоянной плотности стружечно-.клеевой массы в производственном потоке затруднено. Кроме того, при уплотнении нарущается структура стружечно-клеевой .массы, отдельные ее частицы склеиваются между юобой. Это приводит к снижению точности из.мерения л регулирования количества связующего в стружечно-клеевой массе.
С -целью повышения точности регулирования предварительно замеряют акустические сигналы, проиорциональные количеству струж526520
(П)
151)Л1.Кл.2 B29J 5/00
(53) УДК 674.813-41 (088.8)
ки на входе в смеситель, сравнивают с замером акустических сигналов через стружечноклеевую массу, регулируют количество связующего по разности этих показаний.
Сущность способа состоит в следующем.
Частицы стружечной массы, смещанной со сзязующ.им, имеют ббльщую ма-ссу, чем частицы, поступающие в смеситель, так .как в стружечную массу з с.меснтеле добавляют 8- 12% связующего по его сухому остатку при 48-52%-р ой концентрации водного раствора связующего. Поэтому эти частицы при падеiiHH обладают количестзол движения большим, чел; частицы стружечной массы, не смещанные со связующим. Следовательно, и -импульсы сил, передаваемых частицами пластинам, помещенным наклонно к потоку стружечной массы до и после смещивания, при их падении на эти пластины, будут различиыми. Падающие частицы стружечной массы, соударяясь с -пластинами, возбуждают в них акустические сигналы, пропорциональные импульсам сил падающих частиц и, следовательно, количеству связующего в этих частицах. С помощью электроакустических преобразователей эти акустические сигналы в пластинах преобразуют в электрические сигналы, которые усиливают, сравнивают, измеряют их разницу л по ней регулируют 1количество авязую1цэго в стр -жеч;ю-клеевой массе.
Предлагаемый опособ |фор;мирова:НИя стружечного ковра реализуют следующим образов.
На входе и выходе смесителя в пото.ках стружечной .массы «а расстоянии, :н а при ер 200 мл1 вниз от границы падения стружечной массы, уста)авливают идентично, например под углом 30° к потоку, металлические пластины, например, из дюралюминия толщиной 1,8 мм, размером 170X300 лиг. Акустические сигналы, Боз 1икшие в пластинах при соударениях с н;ими частиц стружечной массы, смешанных н «е смешанных со связующим, преобразуют в электрические сигналы при ломоЩ:и электроакустических преобразователей, наиример, из титаната бария, жестко закреплен1ных на нижних плоскостях пластин. Полученные сигналы усиливают при помощи усилителей, сравнивают, например при помощя схемы сравнения, и непрерывно измеряют и регистрируют самопищущим прибором, по показаниям которого коптролируют количество связующего в стружечно-клеевой массе. Усиленные сигналы, пропорциональные разности количества стружки, смещан ной со связующ.им, и количества стружки )ia входе в с.меситель, подают на вход регулирующего устройства, Которое регулирует количество связующего.
Ф о р iM ly л а изобретения
Способ формирования стружечного ковра в производстве древесно-стружечных плит путем покомпонентной за1груз1ки стружки и связующего в смеситель, смещивания их, настила ковра с замером в процессе формирования акустических сигналов, пропорциональных количеству массы, « регулирования количества связующего по результатам замера, отличающийся тем, что, с целью повышения точности регулирования, предварительно замеряют акустические сигналы, пропорциональные количеству стружки на входе в смеситель, сравнивают их с замером акустических сигналов через стружечяо-клеевую массу и.регул1ируют количество связующего по разности этих показаний.
