1
Изобретение относится к области металлургии цветных металлов, в частности -к электролитическому Производству магн-ия.
Известны футеровки различны.х .металлургических аппаратов при электролитическом производстве магния, наа1ример футеровки электролизеров, включающие огиеупорную кладку, выполненную из различных материалов, таких каж магнезитовый, ма1рнезитохромитовый кирпич, крупноблочный жароупорный бетон и т. д. 1,2.
Аппараты для :подготовки сырья перед электролитическим производство м магния также имеют аналогиЧнуЕО футеровку, содержащую огнеупорную кладку 3.
Все металлургичеокие аппараты, содержащие огнеупорную футеровку, требуют сушки и разОГрева леред вводом их в работу после монтажа или капитального ремонта. Для этого во всех известных алпаратах во внутреннем рабочем пространстве устанавливают переносные нагреватели, например спиральные или ленточные иихромовые. При этом сушка и прогрев футеровки происходит неравномерно, д.тительно во времени. За счет неравномерного прогрева 1Про«сходит растрескивание футеровки, при последующем вводе аппарата в работу футероока :быстро выходит из строя из-за попадания агрессивных расплавленных сред в образовавшиеся трещины.
Предлагаемая футеровка отличается тем, что в кладке рядами установлены нагревательные элементы, соответствующие по форме и размерам конфигура.ции «ладки.
Эти отличия способствуют увеличению срока службы футеровки и сокращению пусконаладочного периода аппаратов.
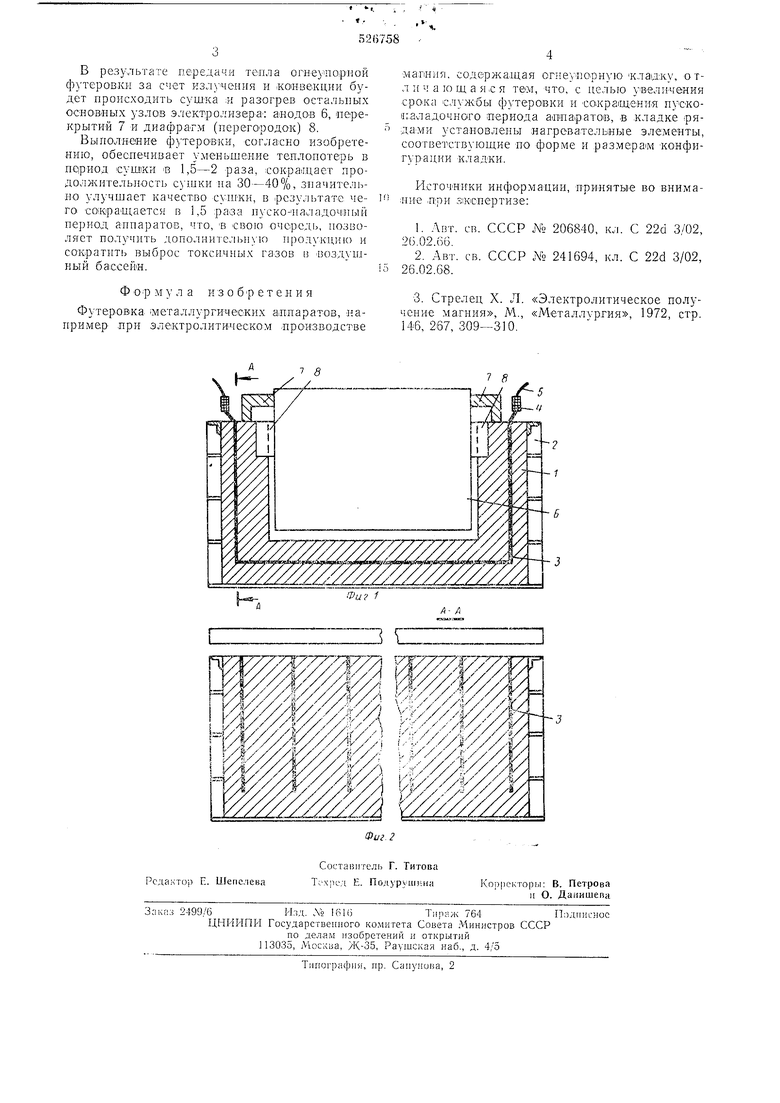
На фиг. 1 показана предлагаемая футеровка в составе магниевого электролизера, поперечный разрез; на фиг. 2-разрез по А-А на фиг. d.
Футеровка содержит огнеупорную кладку 1, заключенную в 2, с установленными в .нее рядами щагревательными элементами 3,
соответствующими по размерам и форме конфигурании кладки. Нагревательные элементы установлены друг от друга на расстоянии, равном 1-3 .расстояниям от нагревательных элементов до внутренней поверхности кладки.
Нагревательные элементы за.каячиваются распределителями тока 4 с токоподвода.ми. 5.
Тепло, выделяемое нагревательными элементами, будет повышать температуру огнеупорной кладки. Первоначально прогреваются
внутренние слои футеровки, что способствует более полному удалению влаги, равномерному прогреву всей футеровки, исключению попадания соляной кислоты в коллекторы магистральных хлоропроводов при 11оследуюи1,ем
пуске электролизера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Хлоратор и способ его пуска | 1980 |
|
SU908957A1 |
| ЭЛЕКТРОЛИЗЕР С НИЖНИМ ВВОДОМ АНОДОВ ДЛЯ ПОЛУЧЕНИЯ МАГНИЯ | 1996 |
|
RU2109851C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2096531C1 |
| ИНТЕНСИФИЦИРОВАННЫЙ ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ МАГНИЯ И ХЛОРА | 1995 |
|
RU2092618C1 |
| МАГНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С НАПРАВЛЕННОЙ ЦИРКУЛЯЦИЕЙ ЭЛЕКТРОЛИТА | 1996 |
|
RU2095482C1 |
| СПОСОБ МОНТАЖА И ПУСКА МАГНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1996 |
|
RU2109850C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА ФУТЕРОВКИ ПОДИНЫ ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2202003C2 |
| Способ сушки магниевых электролизеров | 1973 |
|
SU464660A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ МАГНИЯ И ХЛОРА | 2006 |
|
RU2316618C2 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2294403C1 |
