Изобретение используется в электротехнической промышленности и может применяться при монтаже ножек электровакуумных приборов, в том числе при монтаже ножек лго шнесцентных ламп.
Известны автоматы для монтажа ножек карусельного типа с прерывистым движеш{ем, примеияемые при производстве электровакуумных приборов. В таких автоматах проведешю технологических операций производится во время остановки карусели, а время перевода карусели считается холостым ходом автомата. Основной недостаток известных автоматов заключается в их малой производительности.
Цель изобретения - повыоюите производительности. Это достигается тем, что автомат снабжен
движущимися синхронно с рабочими )INffl
роторами - звездочками и конвейерами-спутниками, на которых установлены иаюлтштельные механизмы. С целью обеспечения сиш;ро шой работы рабочих позиций с пооперационнь №1 исаолш тельиыми механизмами последние установлс1пл на расстоянии один от другого, равном расстоянию между рабочими позициями в момент контактирования. Для опускания позищш и приведе}тя в действие исполнительных механизмов в MOMeiii
контактирования на пути движегшя роторов-звездочек установлены на неподвижной части автомата кулисы. Ддя пр1шедения в действие поопераплонных исполнительных механизмов на пути их движення установлены , воздействующие на зти механизмы. Для создания жесткой конструкции автомата, роторы-звездочки установлены между .ш, а натяжное устройство вместе с ротором-звездочкой перемещается по одной из иих. Для бесперебойной загрузки ножек в непрерьшно движущиеся позиции имеется склиз для иожек и упор, уста1 овле1шый неподвижно на пути движения позиций и служащий для раскрытия рабочих позиций п момент загрузки ножек.
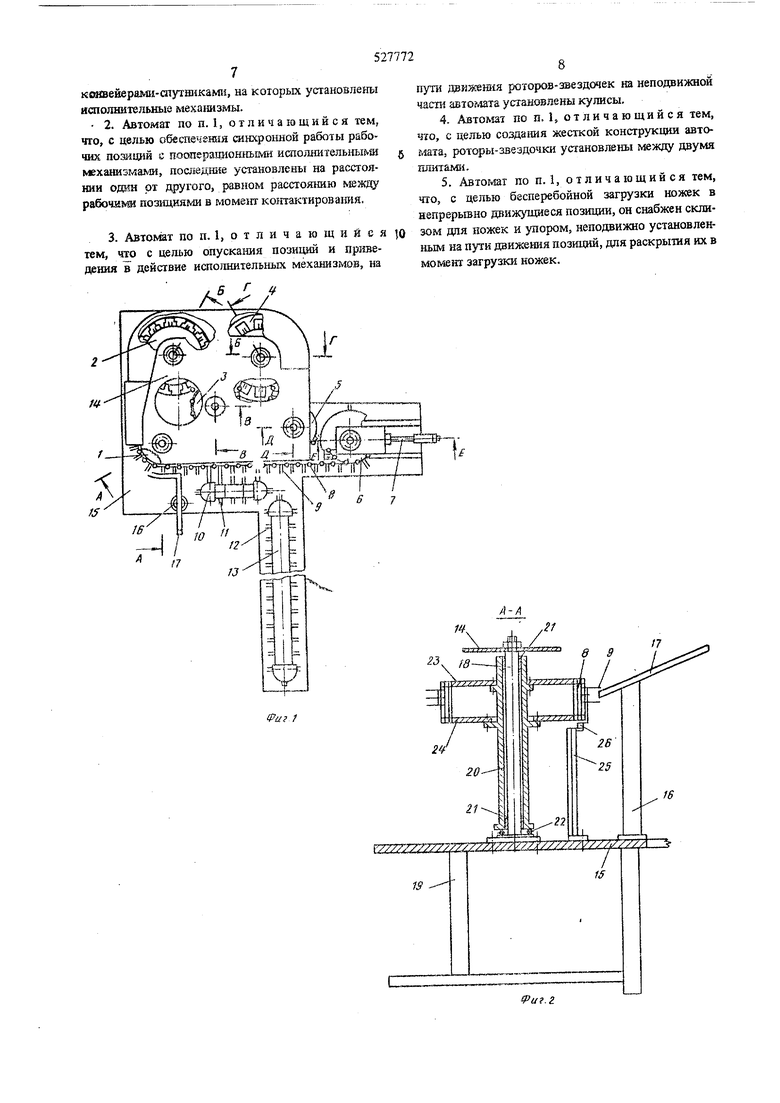
На фиг. 1 схематически изображен автомат ддя монтажа ножек, вид, сверх ; на фиг. 2 - сечение по А-А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1; на фиг. 4 - сечетше по В-В на фиг. 1; на фиг. 5 - сечение по Г-Г на фиг. 1; на фиг. 6 - сече1те по Д-Д на фиг. 1; на фиг. 7 - сечение по Е-Е на фиг. I; на фиг. 8 -. кинематическая схема авчомата; на фиг. 9 - те.чнолог г еская схема автомата.
Воз юж1сь и другие конструкции автомата, когда, например, иаюл1штсльные мехаютзмы, выполнякщие технологаческие операции, рашоложенные на роторах-звездочках, устанавливаюгся на конвейерах- спутниках, и наоборот, исятолнительные меха1шэмы, рашоложенные на котейерах-шутниках, могут был установлены на роторах-ззездочках без гарушеш1Я тех1юлопш монтажа ножкя.
Автомат дня монтажа ножек люмишсцентных ламп СОСТОЙ и ротора-звездочки 1 для загрузки ножки, ротораЗвездочки 2 для формовки электродов ножки, ротора-звездочки 3 дпй расилющнвания концов электродов, ротора-звездочю 4дпязагабаиия концов электродов, ротора-звездочки 5 для загрузки катода и зажима концов электродов, ротора-звездочки 6 для окотдарования катода с натяжным устройством 7 для натяжения цепи-конвейера 8, на звеньях которой смонтированы рабочие позиции 9 для захвата ножки, удержания ее во время .цвнже а1я дет; конвейера и д)1я передачи имонв ровашюй ноягки на конвейер-отуишк 10, который сл}огдат для перегрузки смонтированной ножки с рабочих iio3iianii 9 с помощью клещей 11 в клещи 12 Kojraeiiepa 13 шш препарировашьч катода.
Роторы-звездопкн 1-6 усгаповлеиь; плитой 14 и шгатой 15. На плите 15 рашопожета стойка 16, на которой жестко з реплен склиз17 дая загрузки иожтсн в позиц11ю 9.
Ротор-звездочка 1 (фиг. 2) состоит из колонны 18, жестко сБЯзьгоающей плиты 14 и 15. Плита 15 закреплена на каркасе 19. На колонне 18 установлен барабан 20, который вращается на подцшпниках 21 и опирается на подишпник 22. На барабане 20 имеются звездочки 23 и 24, служащие для неремещения цели конвейера 8.
На плите 15 установлен кро штгейн 25 с неподвижным упором 26 дая открьшания нозищ и 9 в момент загрузки но;ккц со склиза 17,
Ротор-вездочка 2 (фиг, 3) состоит из барабана 27, враащюшегося на Konoiffie 28, на котором установле диск 29 с мехатПрмом формовки 30. На барабане 27 неподвижио закреплена шестерня 31 для привода в движетш барабана 27. Механизмы формовки 30 приводятся в действие от неподвижно закрепленных на п;ште 15 кулис 32. Для опускания и подъема позищ1И 9 имеется неподвижно установленная кугшса 33.
Ротор-звездочка 3 (фиг. 4) состоит из вала 34, вращающегося в подшипниках 35 и огшрающегося на подтип шжи 36. На валу 34 жестко закреплеш звездочка 37 с направляющими втулками 38 для движения то.тгкателя 39, действующего на позицню 9 и возвращающегося в исходное положение за счет действия пружины 40. На валу 34 шподвижно закреплен диск 41 с механизмами 42 для расплюншвания концов электродов, которые приводятся в действие от неподвижно установлешюй на плите 15 кулисы 43. Лчя опускания и подъема позиции служит неподннжно установленная кулиса 44.
Ротор-зпездочка 4 (фиг. 5) состоит из шскя 45, жестко закреплешгого на барабале 27, вращающегося на Kojuiffie 28,
На диске 45 установлены механизмы 46 для загабания крючков на электродах, которые приводятся в движение от неподвижно установленных на плите 15 кулис 47 н 48,
Неподвижно установленная кулиса 49 служит для опускания и нодьема позиции 9.
Ротор-звездочка 5 (фиг. 6) состоит из диска 50, жестко закрепленного на валу 34, вращающегося в подшипниках 35 и опнракицегося на подшипник 36. На диске 50 установлены механизмы 51 для прижима концов электродов, которые приводятся в движение от неподаижно установленных на шште 15 кулис 52, неподаижно установленная кулиса 53 служит для опускания и подъема позиции 9. На звездочке 54 установлены бункеры 55, в которые с помощью механизма 56 подается катод через отверстие 57 в шште 14. На валу 34 имеется шесгер ня 58, которая через шестерню 59 приводит в движение механизм 56, который жподвижно установлен на шште 14. На валу 34 неподвижно закреплена
щастерня 60 для привода в движение вала 34.
Ротор-звездочка б (фиг. 7) состоит из Колонны 61, жестко связагшой с кареткой 62 натяжного устройства 7. На колонне 61 установлен барабан 63, который вращается на пощшшниках 64 и опирается на подшидник 65. На колонне 61 неподвижно установлеш кулиса 66, которая служит дня опускания и подъема позиции 9. На диске 67 расположены стаканы 68 для суспензии, в которую погружаются ложеч1а1б9, одновременно служащие для перемещивания суспензии в стакане 68. Перемещение вверх-вш13 ложечек 69 осутдествляется за счет установленной неподвижно на пути их движения кулисы 70.
Автомат приводится в движение от двух роторов-звездочек 2 и 5, которые, в свою очередь, приводятся в движение от электродвигателя 71 (фиг, 8) с помощью ющноременной передачи 72 и редуктора 73 через конические шестерни 74 и 75, которые жестко закреплены на валу 76, и с помощью цилиндрических шестерен-77, 78.
Конвейер-спутник 10 и конвейер 13 для препарирования катода приводятся в движение от электродвигателя 71, клиноременной передачи 72, редуктора 73 через конические шестерни 79 и 80 и конические шестер1ш 81, сидящие на валу 82, взаимодействующие с щестернями 83.
Автомат для монтажа ножек работает следующим образом. Включается электродвигатель 71, который через клиноремешгую передачу 72, редуктор 73, через шестерни 74, 75, 77, 78, 79, 80, 81, 83 приводит в движение ведуидае звездочки 2 и 5 и конвейеры 10 и 13. Ведущие звездочки 2 и 5 приводят в движение цепь-конвейера 8, которая приводит в непрерьшное движение роторы-звездочки 1, 3, 4 и 6 совместно с установленными на них механизмами. Прт движении ротора-звездочки 1 совместно с цепью 8 позищш 9 раскрьшаются упором 26, ко-, торый неподвижно устаиовлен на пути гшижеьшя
I цепи конвейера 8 с позициями 9, При ;)том со б склиза 17 ножка поступает в раскрытую позицию 9, которая при дальнейшем движении освобождается от воздействия упора 26 и закрьтается, захватьшая ножку и удерживая ее на всех операциях до перегрузки на конвейер-спутник 10. При дальнейшем движении цепл 8 с позициями 9 на роторе-звездочке 2 производится опускание позиции 9 вместе с ножками при помощи кулисы 33 так, что электроды ножек входят в зону воздействия механизмов формовки 30, движущихся синхронно с соответствующими позициями 9 на участке контактирования. Механизм формовки 30, двигаясь по кулисе 32 и взаимодействуя с ней, приводится в движение и на участке контактирования позиций 9 с механизмами 30 производит формовку электродо. ножки, затем отформованные злектроды освобождают, после чего позиции 9 с ножками при помопщ кулисы 33 возвращаются в исходное положе}ше, При дальнейшем движении цепи 8 с позициями 9 на роторе-звездоч1се 3 производатся опускание позиций 9 вместе с ножками при помощ 1 кулисы 44 и толкателя 39 так, что электродь ножек входят в зону воздействия меха1шзмов для расплющивания 42, движущихся сишфо1шо с соответственными позищями 9, на участке контактировання цепи 8 со звездочками 37. Мехаш1змы 42, двигаясь по кулисе 43 и взаимодейспвуя с ней, приводятся в движение и на участке контактирования производят расплющивание концов электродов, затем освобождают расплюшею1ые концы электродов, после чего позишся 9 с ножкой при помощи кулисы 44 толкателя 39 с пружиной 40 возвращаются в исходное положение. При дальнейшем движении цепи 8 с позициями 9 на роторе-звездочке 4 производзлтся опускание позиций 9 вместе с. ножками при помощи кулисы 49 так, что электроды ножек входят в зону воздействия мехагшзмов 46 для загабания крючков на электродах, движущихся синхронно с соо ветствующи ш позициями 9 на у гастке коотактирования. Механизм 46, даигаясь по кулисам 47 и 48 и взаимодействуя с miMii, приводится в движетше, и на участке контактирования производят загибаю1е крючков на электродах нонски, затем освобождают согнутые электроды ножки, и позиикя 9 при поMOiuyi кулисы 49 возвращается в исходное положите. При дальт1ейшем движении деш 8 с позитщями 9 на роторе-звездочке 5 производ.1тся опускание позиций 9 вместе с ножкалда при помоида кулисы 53 так, что электроды ножек входит в зону воздействия меха1шзмов 51 для прижима концов электродов, даижущихся синхронно с соответствующими позициями 9 на участке контактирования, затем производится загрузка катодов из бункера 55 на ковды электродов, опущенных ножек. Механизмы 51, двигаясь по кулисе 52 и взаимодействуя с ней, приводятся в движение, и на частке контактирова}шя производят зажим концов катодов в электроды ножек, затем освобождают смонтированные ножки, а позиция 9 при помощи кулисы 53 возвращается в исходное положение. Бункеры 55 расположены над механизмом 51 для прижима концов электродов. В бункеры 55 предварительно подается катод механизмов 56 через отверстие 57 в плите 14. Шестерня 58, вращаясь вместе с валом 34, приводит в действие механизм 56 через шестерню 59. При дальнейшем движе1ши цепи 8 с позициями 9 на роторе-звездочке 6 производится оксидирование катода. В момент контактирования позиций 9 с ротором-звездочкой 6 ложечка 69 зачерпьшает определенную лозу суспензии в стакане 68 и при подъеме в верхнее положение при помощи кулисы 70 смачивает катод. Позиция 9 опускается в исходное положение помощи кулисы 66, а зааем в Kpaviiiee верхнее положение при помощи той же кулисы. Автомат для монтажа 1южек работает в следующей постедовательности. На роторе-звездочке 1 производаюя загрузка ножки, на роторе-звездочке 2 - формовка электродов, на роторе-звездочке 3 - расплющнва1ше ко1щов электродов, на роторе-звездочке 4 - загибание концов электродов, на роторе-звездочке 5 - загрузка катодов и зажим концов электродов, на роторе-звездочке 6 - оксидирование катодов, Прт дальнейшем движении цепи 8 с позициями 9 ножки поступают в зону просушивания и затем в зону контактирования с конвейером-спутршком 10, где производится перегрузка ножки с позищш 9 в позиции (11) конвейера-шутника 10. При дальнейшем движении К01шейера-спутника 10 с позищшмт (1) в зоне контактирования с конвейеро.м 13 производится перегрузка ножки с. просушенным катодом с позипзш (11) в подации (12) ко шейера 13. Открываште позиЦ 1Й (9, 11, 12) при перегрузке на ко1тейер-ст1утпик 10 и конвейер 13 производится за счет упоров и кулис, неподвижно установленных на пути движения позиций с ножками. Кулисы и упоры на чертежах условно не показаны. При дальнейшем движении конвейера 13с позициями 12 нолпси входят в зону препарирования катода. После препарирования катода технолргический процесс по монтажу ножки заканчивается и производится разгрузка ножки с автомата. Формула изобретения 1. Автомат для монтажа ножек электровакуумных приборов, содержащий непрерьшно движущийся цепной с рабочими позициями для удержания ножки и исполнитепьт ые мехашпмы для проведения технолопшеских операций, отличающийся тем, что, с целью повышения производи тел ьностн, он снабжен дпк-К чпимнся CHiixt otiно с рабочи.П ПОЗИЦИЯМ ротора.Т11-звсздочкаЛ и
коквенералш-стутаиками, на которых установлены исполнительные мехашзмы.
2. Автомат по п. 1, отличающийся тем, что, с целью обешечешш синхронной работы рабочих позиций с пооперационньпуш ишолнительныьщ механизмаки, пос11едние установлены на расстоянии один от другого, равном расстоянию между рабочими позициями в момент контактировалия,
3. Автомат по п. 1, отличающийся тем, что с целью опускания позиций и приведения действие испо)шительных механизмов, на
пути движеш1Я роторов-зв«здочек на неподвижной части asTOf,iaTa установлены кулисы.
4.Автомат по п. 1, отличающийся тем, что, с целью создания жесткой конструкции автомата, роторы-звездочки установлены между двумя шппамн.
5.ABTorviai по п. 1, отличающийся тем, что, с целью бесперебойной загрузки ножек в непрерьтно движ щиеся позиции, он снабжен склизом для ножек и упором, неподвижно установленным на пути движения позиций, для раскрытия их в момент загрузки ножек.
7,,,,..;.;.
30
X
29
27|/.е.
31
т.
М
W
в-в


| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки ножек электрических ламп | 1972 |
|
SU526971A1 |
| Устройство для оксидирования катодов люминесцентных ламп на автомате монтажа ножек | 1973 |
|
SU524251A1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ АВТОМАТ | 1971 |
|
SU320215A1 |
| АВТОМАТ ДЛЯ МОНТАЖА ТЕЛА НАКАЛА ЭЛЕКТРИЧЕСКИХ ЛАМП НАКАЛИВАНИЯ | 1972 |
|
SU343322A1 |
| Автомат для монтажа ножек электрических ламп | 1981 |
|
SU995158A1 |
| Автомат карусельного типа для монтажа ножек люминесцентных ламп | 1959 |
|
SU123623A2 |
| Устройство для монтажа ножек люминесцентных ламп | 1988 |
|
SU1622911A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| Автомат для изготовления стеклоизоляторов к цоколям ламп накаливания | 1973 |
|
SU496621A2 |
| Автомат для изготовления тарелок ножек электровакуумных приборов | 1974 |
|
SU505056A1 |



г-г
1,
Ml.i,Hir: M W. , -. . xp. y
..f
-f
ff
fpuf 7
8, /
Сушка
атоЗо
fo3fpyj ra Н
г:
f fnaflufftВвнаеяаf fM
