Изобретение относится к устройствам для нанесения покрытий на .поверхность изделий путем 1П01Лружения в 1ва«-ны с жидкостью в верти1каль«о1м направлении и может быть кспользава«о при нанесении локрытий на определенные 1повер.хно;сти изделия.
Известны устройства для логружения изделий в раску, состоящие из подвесного конвейера, в лодвесках которого лОмещаются .изделия, т|ранспорти|руемые к ванне с краской. У ванны с покрытием подвеоной .конвейер, опускаясь ллав:но вниз, погружает изделия в ванну (С ираокой. При лодъеме .конвейера яодвеаки с изделиями лоднимаются «з ва.нны и проходят над ней определенное время, необходимое для стекания излишков краски 1. Но цр:Н погружении изделия в iBaHiHy ic ломрытием «е обеслечивается нанесение покрытия на определенные поверхности изделия, т. к. изделие или Погружается полностью в локрытие или |Д.о некотцрого уровня, колебания которого имеют .широкий рредел из-за того, что при каж1а,ом погружении в покрытие изделия уровень жидкости (покрытия) в ванне изменяется. Добав1ка же некоторого .количества лоирытия в ванну .после каждого .пофужения изделия для стабидива-ции уровня покрытия в ванне вызьгвает серьезные затруднения в осуществлении ,и не приводит к желаемым результатам. Нанесения 1покрытия на определенное
.место .горизонтального участка изделия так, чтобы другой уча.сток этого места остался .непокрытым, погружением в ванну лри помощи известного устройства осуществить невоаможно.
Известно устройство для нанесен.ия поюрытия .по груженнем на .поверх.ность изделия с флаицем, содержащее ванну, установленную с возможностью возвратаю-пост}тпательного. лереме1ще.ния в вертикальной плоскости 2. Недостатком такого устройства является невозможность нанесения покрытия на определенные части изделия.
С целью нанесения покрытий на определенные части изделия предлагают устройство, содержащее ванну, которая снабжена охватывающим ее и установЛенным ic зазором ло отношению к ней подпружиненным кожухом.
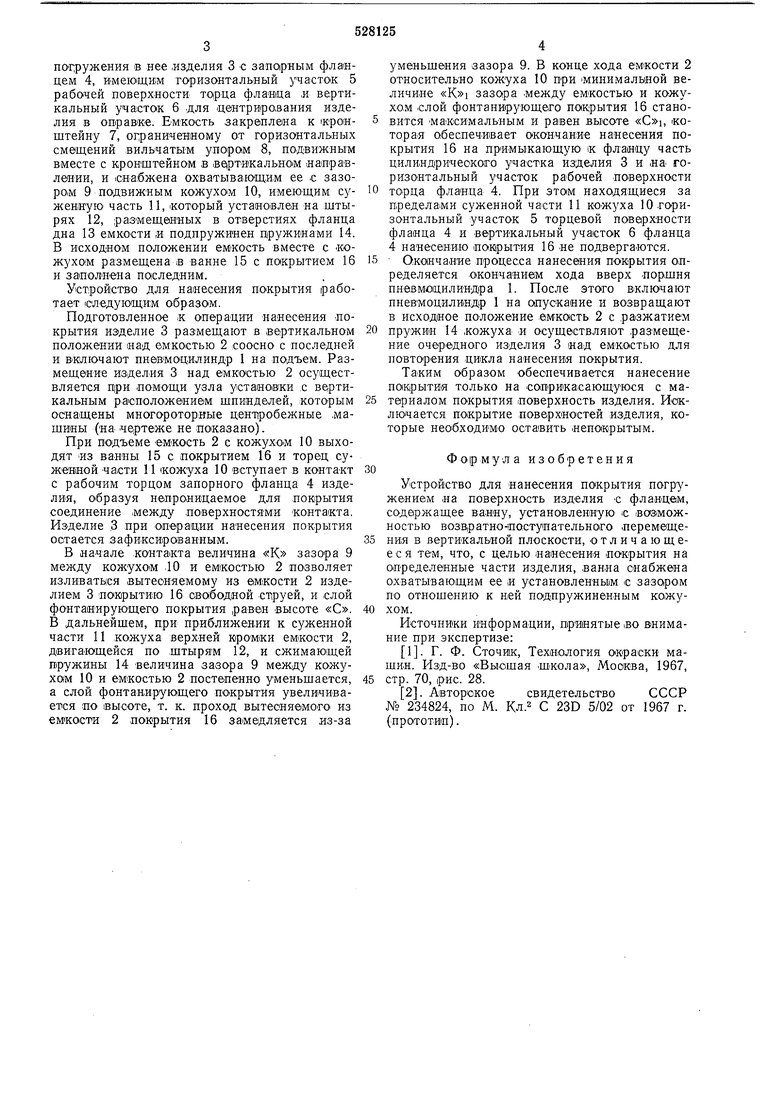
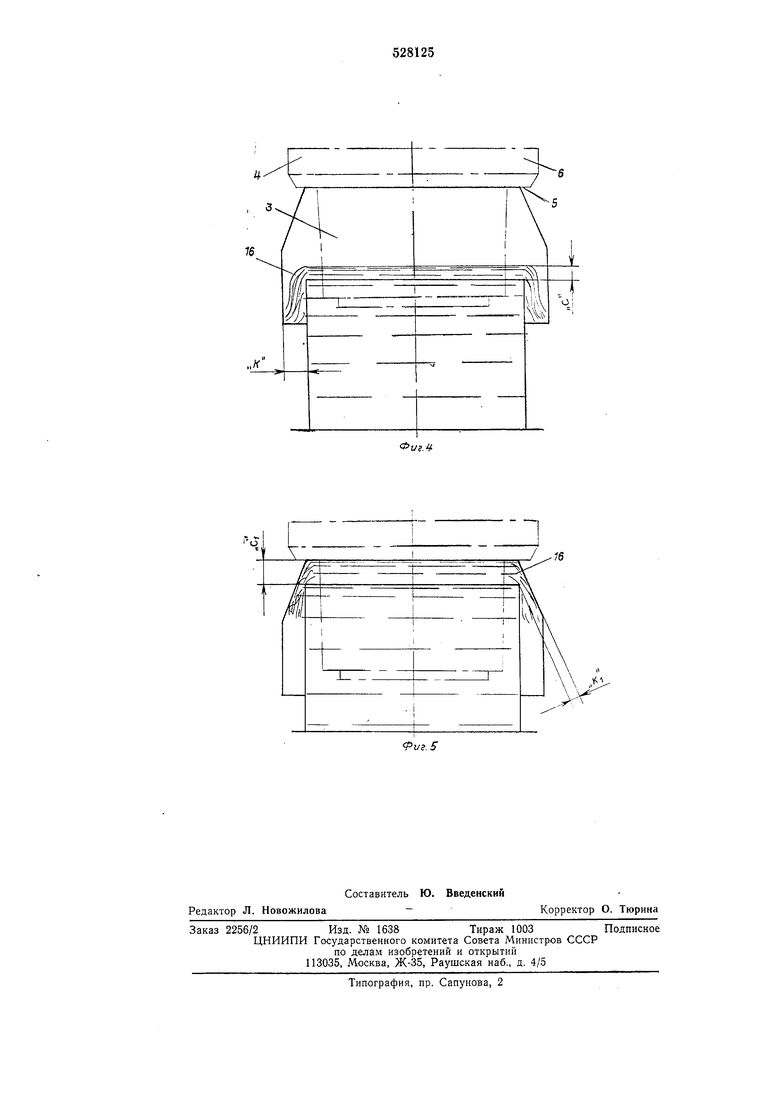
На фиг. 1 изображено описываемое устройство для нанесения покрытия, общий вид; на фиг. 2 - емкость с кожухом в разрезе (в утвеличенном масштабе); на фиг. 3 - вид в ллане; на фиг. 4 схематично изображено начало взаимодействия торца .суженной части кожуха с рабочим торцом запорного фла.дда стержня; на фиг. 5 схематично изображено окончание взаимодействля торца суж-еиной части кожное а с рабочим торцом запорного фланца стержня. Устройство состоит из лодъемно-опускной при помощи пневмоцилиндра 1 .емкости 2 для
погружения в нее изделия 3 -с запорным фланцем 4, имеющим горизонтальный 5 рабочей поверхности торца фланца л вертикальный участок 6 для центрирования изделия в оправке. Емкость закреплена к 1кронштейну 7, отграниченному от горизонтальных смещений вильчатым упором 8, подвижным вместе с кронштейном в ве|ртикально1М .направлении, и 1Сна|бЖена ох-ватывашщим ее € зазором 9 подвижным кожуховд 10, имеющим суженную часть И, который установлен на штырях 12, размещенных в отверстиях фланца дна 13 емкости и подпружинен пружинами 14. В исходном положении емкость вместе с кожухом размещена в ванне 15 с покрытием 16 и заполнена последним.
Устройство для нанесения покрытия работает Следующим образом.
Подготовленное к операци-и нанесения покрытия изделие 3 размещают в вертикальном положении над емкостью 2 соосно с последней и пневмощкчлиндр 1 на подъем. Размещение изделпя 3 над емкостью 2 осуществляется при помощи узла установки ,с вертикальным расположением шпинделей, :которым оснащены многороторные центробежные машины (на чертеже не показано).
При подъеме емкость 2 с кожухом 10 выходят нз ванны 15 с покрытием 16 и торец суженной части 11 1кожуха 10 вступает в контакт с рабочим торцом запорного фланца 4 изделия, образуя непроницаемое для покрытия соединение между поверхностями контакта. Изделие 3 при опе рации нанесения покрытия остается зафиксированным.
В начале контакта величина «К зазора 9 между кожухом ,10 и емкостью 2 позволяет изливаться вытесняемому из емкости 2 изделием 3 покрытию 16 свободной струей, и слой фонтанирующего покрытия равен высоте «С. В дальнейшем, при приближении к суженной части 11 кожуха верхней кромки емкости 2, двигающейся по штырям 12, и сжимающей пружины 14 величина зазора 9 между кожухам 10 и емкостью 2 постепенно уменьщается, а слой фонтанирую щего покрытия увеличивается по высоте, т. к. проход вытесняемого из емкости 2 покрытия 16 замедляется из-за
уменьшения зазора 9. В конце хода емкости 2 относительно кожуха 10 при 1минимальеой величине зазора между емкостью и кожухом слой фонтанирующего покрытия 16 становится максимальным и равен высоте , которая обеспечивает окончание нанесения покрытия 16 на примыкающую к фланцу часть цилиндрического участка изделия 3 и на горизонтальный участок рабочей поверхности торца фланца 4. При этом находящиеся за пределами суженной части 11 кожуха 10 горизонтальный участок 5 торцевой поверхности фланца 4 и вертикальный участок 6 фланца 4 нанесению покрытия 16 не подвергаются. Окончание процесса нанесения покрытия определяется окончанием хода вверх -поршня пневмоцилиндра 1. После этого включают пневмоцилиндр 1 на опускание и возвращают в исходное положение емкость 2 с разжатием пружин 14 кожуха и осуществляют размещение очередного изделия 3 над емкостью для повторения цикла нанесения покрытия.
Таким образом обеспечивается нанесение покрытия только на сопри1касающуюся с материалом покрытия поверхность изделия. Иоключается покрытие поверхностей изделия, которые необходимо оставить непокрытым.
Формула изобретения
Устройство для нанесения покрытия погружением на поверхность изделия с фланцем, содержащее ванну, установленную с возможностью возвратно-поступательного перемещения в вертикальной плоскости, отличающееся тем, что, с целью нанесения покрытия на определенные части изделия, ванна снабжена охватывающим ее и установленным с зазором по отношению к ней подпружиненным кожухом.
Источники информации, принятые iBO внимание при экспертизе:
1. Г. Ф. Сточик, Технология окраски машин. Изд-во «Высшая школа, Москва, 1967, стр. 70, рис. 28.
2. Авторское свидетельство СССР № 234824, по М. Кл. С 23D 5/02 от 1967 г. (прототип).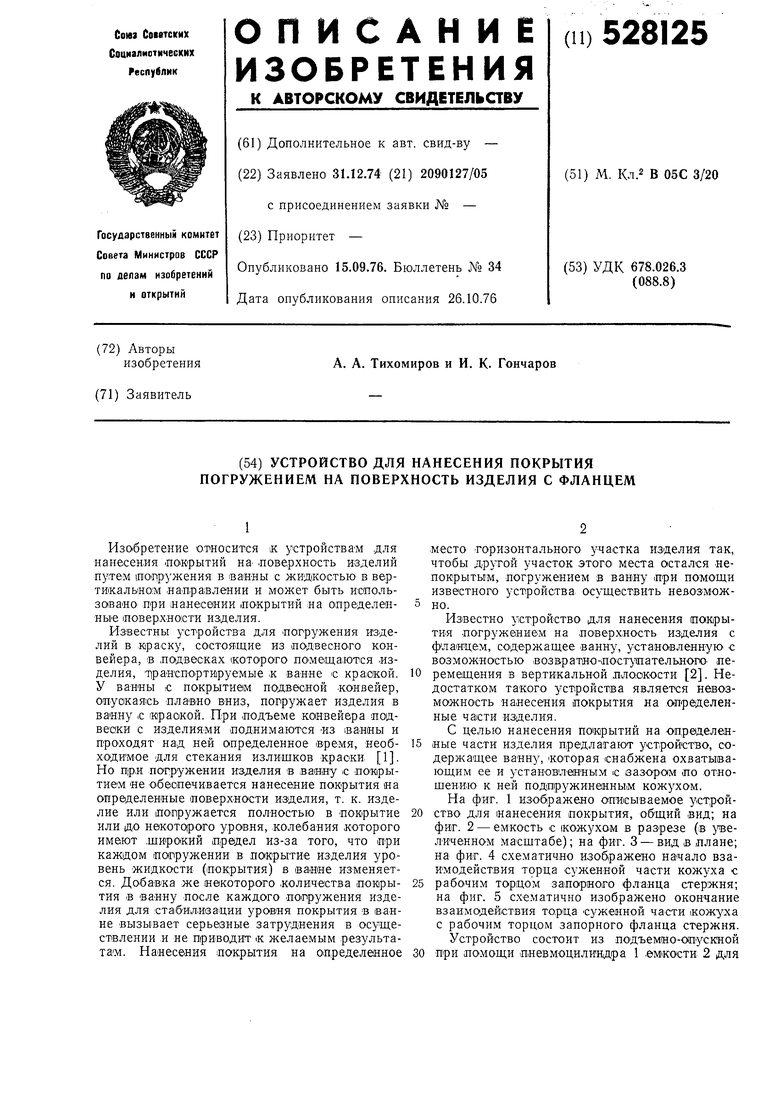
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытия погружением на поверхность изделия с фланцем | 1980 |
|
SU929245A2 |
| Устройство для нанесения электроизоляционных покрытий из порошкообразных полимеров | 1983 |
|
SU1134242A1 |
| Установка для нанесения покрытий на изделия | 1976 |
|
SU698521A3 |
| Устройство для нанесения покрытия погружением на поверхность изделия с фланцем | 1977 |
|
SU640762A2 |
| Устройство для нанесения покрытий на плоские изделия | 1980 |
|
SU952370A2 |
| УСТРОЙСТВО для НАНЕСЕНИЯ МОДЕЛЬНОГО СОСТАВА НА МЕТАЛЛИЧЕСКИЙ КОЛПАЧОК | 1973 |
|
SU404543A1 |
| Установка для нанесения покрытия на изделия | 1990 |
|
SU1776449A1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАННОЙ ПОДАЧИ СЫРЬЯ В АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР | 2005 |
|
RU2288975C1 |
| Устройство для нанесения покрытий на изделия методом окунания | 1990 |
|
SU1776448A1 |
| ЛИНИЯ ДЛЯ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1994 |
|
RU2080425C1 |
