Изобретение относится к области нанесения жидких или других текучих веществ на поверхности изделий и касается, в частности, усовершенствования специального технологического оборудования для нанесения лакокрасочных покрытий на конденсаторы в процессе их изготовления,
Известно устройство для нанесения покрытия на изделия 1 методом погружения, содержащее, согласно изобретению, приводной конвейер для перемещения подвесок с изделиями и расположенную под ним ванну с наносимым покрытием, силовой цилиндр для возвратно-поступательного перемещения последней в вертикальной плоскости и клапан для подачи рабочей среды в силовой цилиндр в зависимости от положения изделий. При этом ванна снабжена крышкой с приводным цилиндром для ее открытия и закрытия и тем самым исключения испарения материала покрытия.
Недостатком этого устройства является ограниченная производительность, обусловленная тем, что по мере увеличения частоты циклов погружения изделий, т.е. увеличения скорости подъема и опускания ванны, происходит изменение горизонтального уровня материала покрытия и уменьшение точности погружения в него изделий, что ведет к ухудшению качества нанесения покрытий. В связи с этим, чтобы достичь требуемого качества, скорость подъема и опускания ванны уменьшается до такой величины, при которой зеркало материала покрытия не изменяется.
Известно также устройство нанесения покрытия на изделия методом погружения, содержащее ванну для материала покрытия и механизм погружения, выполненный в виде качающейся рамы с двумя контргрузами, а также устройстео, содержащее ванну с материалом покрытия, и рабочий орган, закрепленный на штоке вертикально установ(Л
С
VI
х| О
Јь 4 Ю
ленного пневмоцилиндраи выполненный в виде l.-образного элемента, размещенного над ванной 3,
Особенностью этих устройств является то, что они содержат механизм погружения изделий, а ванна с материалом покрытия установлена неподвижно. В этих устройствах устранен недостаток, присущий вышеупомянутому устройству 1.
К недостаткам этих устройств следует отнести то, что в них имеет место резкое срабатывание механизма погружения изделий с одинаковой скоростью, задаваемой, например, в устройстве 3 ходом штока пневмоцилиндра. Это в некоторых случаях приводит к ухудшению качества (рэвнотол- щинности) покрытия, обусловленного тем, что при резком извлечении изделий из материала последний налипает на поверхность изделий в избыточном количестве, а затем стекает в их нижнюю часть и образует наплавы.
В качестве прототипа заявляемого устройства взято устройство (установка) для нанесения покрытия на изделия, содержащее ванну для материала покрытия, устройство для его перемешивания и механизм перемещения узла крепления изделий, который снабжен коробкой скоростей и выполнен в виде установленных в подшипниках с противоположных сторон ванны двух ходовых винтов с передаточными шестернями, кинематически связанными с коробкой скоростей, причем винты соединены с узлом крепления изделий гайками 4,
Это устройство обеспечивает возможность регулирования толщины наносимых покрытий путем изменения скорости перемещения узла крепления изделий, что способствует повышению качества покрытия.
Однако недостатками этого устройства является сложность его конструкции и низкая производительность. Конструкция устройства усложнена введением в механизм перемещения узла крепления изделий коробки скоростей, кинематически соединенной через передаточные шестерни с двумя ходовыми винтами указанного механизма.
В этом устройстве изменение скорости перемещения узла крепления изделий осуществляется в процессе его переналадки на соответствующий режим работы, например, в зависимости от вязкости материала покрытия или других технологических требований, т.е. обеспечивается возможность установки определенного режима работы механизма с одинаковой большей или меньшей скоростью перемещения узла крепле- ния изделий.ч
Однако, следует заметить, что особенностью технологического процесса нанесения покрытия на изделия методом погружения является необходимость снижения скорости извлечения изделий из материала покрытия, особенно в момент их отрыва от зеркала материала. Это необходимо для улучшения качества покрытия, повышения его равномерности и исключения
0 наплывов в нижней части изделий. В связи с этим в устройстве-прототипе имеет место противоречие между производительностью работы устройства и качеством наносимого покрытия, для обеспечения которого прихо5 дится устанавливать замедленный режим работы устройства, что приводит к снижению производительности.
Таким образом, введение в устройство- прототип коробки скоростей, с одной сторо0 ны, существенно усложняет его конструкцию, а с другой - сдерживает производительность.
Целью изобретения является повышение производительности и упрощение кон5 струкции при обеспечении высокого качества наносимых покрытий.
Для достижения цели предлагается установка для нанесения покрытия на изделия, содержащая ванну для материала
0 покрытия с устройством его перешивания и механизм перемещения узла крепления изделий с регулятором скорости перемещения, который выполнен в виде копира, снабженного приводом возвратно-поступа5 тельного перемещения и установленного с возможностью взаимодействия с копирным роликом, размещенным на рычаге возвратно-поступательного перемещения узла крепления изделий.
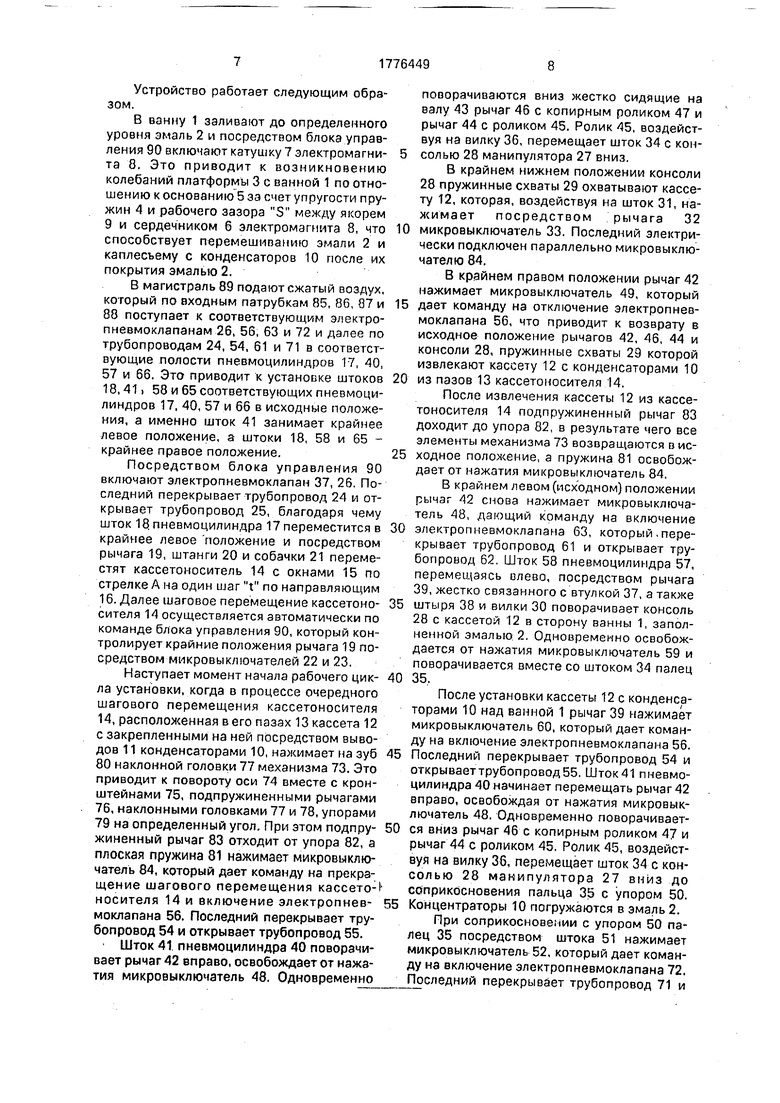
0 На фиг. 1 изображена принципиальная кинематическая схема установки; на фиг, 2 - вид по стрелке А на фиг. 1 (конструктивное выполнение механизма съема кассет); на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 5 структурная схема электрооборудования установки.
Установка состоит из ванны 1, заполненной эмалью 2 и размещенной на платформе 3, которая, входя в механизм
0 перемешивания эмали, посредством плоских пружин 4 соединена с основанием 5, на котором установлены сердечник 6 и катушка 7 электромагнита 8. Якорь 9 последнего закреплен на платформе 3. Между якорем 9 и
5 сердечником б имеется рабочий зазор S.
Подлежащие обработке конденсаторы 10 своими выводами 11 закреплены на кассета 12, которые, являясь узлами крепления конденсаторов, вставлены с шагом t в пазы 13 кассетоносителя 14, снабженного окнами 15 для его прерывистого перемещения с шагом t по направляющим 16 (направление перемещения отмечено стрелкой В на фиг. 1 иЗ),
Приводом прерывистого перемещения кассетоносителя 14 является пневмоци- линдр 17, шток 18 которого посредством рычага 19 шарнирно соединен со штангой 20, несущей шарнирно установленные и подпружиненные в ней собачки 21, Для контроля крайних положений рычага 19 установлены микровыключатели 22 и 23. Пневмоцилиндр 17 соединен трубопроводами 24 и 25 с электропневмоклапаном 26.
Для переноса кассет 12 (узлов крепления изделий) из кассетоносителя 14 к ванне 1 установка снабжена механизмом их перемещения, выполненным в виде манипулятора 27, имеющего консоль 28 с пружинными схватами 29. На консоли 28, имеющей вилку 30, закреплены шток 31, рычаг 32 и микровыключатель 33. Консоль 28 закреплена на штоке 34, имеющем палец 35 и вилку 36.
Шток 34 расположен во втулке 37, снабженной штырем 38 и рычагом 39.
Приводом вертикального возвратно-поступательного перемещения консоли 28 манипулятора 27 является пневмоцилиндр 40, шток 41 которого шарнирно соединен с рычагом 42, по конструктивным соображениям связанным с валом 43. На валу 43 по конструктивным соображениям установлены рычаг 44, ролик 45 которого находится в вилке 36, и рычаг 46 с копирным роликом 47.
Для контроля крайних положений рычага 42 установлены микровыключатели 48 и 49.
Для настройки величины погружения конденсаторов 10 в эмаль 2 установлен упор 50 со штоком 51 и микровыключателем 52. Положение упора 50 по вертикали регулируется винтом 53.
Пневмоцилиндр 40 соединен трубопроводами 54 и 55 с электропневмоклапаном 56.
Приводом поворота консоли 28 по горизонтали является пневмоцилиндр 57, шток 58 которого шарнирно соединен с рычагом 39. Для контроля крайних положений рычага 39 установлены микровыключатели 59 и 60. Пневмоцилиндр 57 соединен трубопроводами 61 и 62 с электропневмоклапаном 63.
Для регулирования потребуемому-зако- ну (в зависимости от условий технологии покрытия) скорости перемещения узла 12 крепления изделий и консоли 28 с пружинными схватами 29 при выходе конденсаторов 10 из эмали 2 установка снабжена регулятором скорости, выполненным в виде
копира 64, связанного с штоком 65 пневмо- цилиндра 66. Последний выполняет роль привода возвратно-поступательного с возможностью (в определенной фазе рабочего
цикла установки) взаимодействия с копирным роликом 47, размещенным конструктивно на рычаге 46, который жестко посредством вала 43 соединен с рычагом 44. Таким образом, принципиально можно счи0 тать, что копирный ролик 47 размещен на рычаге 44 вертикального возвратно-поступательного перемещения узла 12 крепления изделий с помощью консоли 28 с пружинными схватами 29. Закон изменения скорости
5 выхода конденсаторов 10 из эмали 2 обусловливается скоростью перемещения копира 64 и его профилем. Наличие такого простого регулятора скорости, как копир 64, позволяет истребованиям технологиинане0 сения покрытий замедлять скорость перемещения консоли 28 с пружинными схватами 29 только при выходе конденсаторов 10 из эмали 2. Остальные фазы вертикального возвратно-поступательного
5 перемещения консоли 28 осуществляются с максимально возможной скоростью, что позволяет повысить производительность установки при высоком качестве покрытия. На штоке 65 установлен упор 67. Для
0 контроля крайних положений штока 65 имеются микровыключатели 69 и 68. Пневмоцилиндр 66 соединен трубопроводами 70 и 71 с электропневмоклапаном 72.
Для съема кассет 12, удерживаемых
5 схватами 29, с консоли 28 манипулятора 27 устройство снабжено механизмом 73. Последний состоит из оси 74, на которой закреплены кронштейны 75 с шарнирно расположенными в них, подпружиненными
0 рычагами 76. Рычаги 76 имеют наклонные головки 77 и 78 и упоры 79. Причем наклонная головка 77 снабжена зубом 80, расположенным на пути перемещения кассет 12. На оси 74 установлена плоская пружина 81 и
5 подпружиненный к упору 82 рычаг 83. На пути перемещения пружины 81 установлен микровыключатель 84.
Входные патрубки 85, 86, 87 и 88 соответствующих электропневмоклапанов 26,
0 56, 63, 72 соединены с магистралью 89 сжатого воздуха.
Катушка 7 электромагнита 8, микровыключатели 22 и 23, 33. 48 и 49, 52:59 и 60, 68 и 69, 84, а также электропневмоклапаны 26,
5 56, 63 и 72 электрически соединены с блоком управления 90.
Пневмоцилиндры 17,40, 57 и 66 снабжены дросселями (на чертежах не показаны) для регулирования скоростей перемещения соответствующих штоков 18, 41, 58 и 65.
Устройство работает следующим образом.
В ванну 1 заливают до определенного уровня омаль 2 и посредством блока управления 90 включают катушку 7 электромагни- та 8. Это приводит к возникновению колебаний платформы 3 с ванной 1 по отношению к основанию 5 за счет упругости пружин 4 и рабочего зазора S между якорем 9 и сердечником 6 электромагнита 8, что способствует перемешиванию эмали 2 и каплесъему с конденсаторов 10 после их покрытия эмалью 2.
В магистраль 89 подают сжатый воздух, который по входным патрубкам 85, 86, 87 и 88 поступает к соответствующим электро- пневмоклапанам 26, 56, 63 и 72 и далее по трубопроводам 24, 54, 61 и 71 в соответствующие полости пневмоцилиндров 17, 40, 57 и 66. Это приводит к установке штоков 18,411 58 и 65 соответствующих пневмоцилиндров 17, 40, 57 и 66 в исходные положения, а именно шток 41 занимает крайнее левое положение, а штоки 18, 58 и 65 - крайнее правое положение.
Посредством блока управления 90 включают электропневмоклапан 37, 26. Последний перекрывает трубопровод 24 и открывает трубопровод 25, благодаря чему шток 18 пневмоцилиндра 17 переместится в крайнее левое положение и посредством рычага 19, штанги 20 и собачки 21 переместят кассетомоситель 14 с окнами 15 по стрелке А на один шаг t по направляющим 16. Далее шаговое перемещение кассетоно- сителя 14 осуществляется автоматически по команде блока управления 90, который контролирует крайние положения рычага 19 посредством микровыключателей 22 и 23.
Наступает момент начала рабочего цик- ла установки, когда в процессе очередного шагового перемещения кассетоносителя 14, расположенная в его пазах 13 кассета 12 с закрепленными на ней посредством выводов 11 конденсаторами 10, нажимает на зуб 80 наклонной головки 77 механизма 73. Это приводит к повороту оси 74 вместе с кронштейнами 75, подпружиненными рычагами 76, наклонными головками 77 и 78, упорами 79 на определенный угол. При этом подпру- жиненный рычаг 83 отходит от упора 82, а плоская пружина 81 нажимает микровыключатель 84, который дает команду на прекращение шагового перемещения кассетоносителя 14 и включение электропнев- моклапана 56. Последний перекрывает трубопровод 54 и открывает трубопровод 55.
Шток 41 пневмоцилиндра 40 поворачивает рычаг 42 вправо, освобождает от нажатия микровыключатель 48. Одновременно
поворачиваются вниз жестко сидящие на валу 43 рычаг 46 с копирным роликом 47 и рычаг 44 с роликом 45. Ролик 45, воздействуя на вилку 36, перемещает шток 34 с консолью 28 манипулятора 27 вниз.
В крайнем нижнем положении консоли 28 пружинные схваты 29 охватывают кассету 12, которая, воздействуя на шток 31, нажимает посредством рычага 32 микровыключатель 33. Последний электрически подключен параллельно микровыключателю 84.
В крайнем правом положении рычаг 42 нажимает микровыключатель 49, который дает команду на отключение электропнев- моклапана 56, что приводит к возврату в исходное положение рычагов 42, 46, 44 и консоли 28, пружинные схваты 29 которой извлекают кассету 12 с конденсаторами 10 из пазов 13 кассетоносителя 14.
После извлечения кассеты 12 из кассетоносителя 14 подпружиненный рычаг 83 доходит до упора 82, в результате чего все элементы механизма 73 возвращаются в исходное положение, а пружина 81 освобождает от нажатия микровыключатель 84.
В крайнем левом (исходном) положении рычаг 42 снова нажимает микровыключатель 48, дающий команду на включение электропневмоклапана 63, который .перекрывает трубопровод 61 и открывает трубопровод 62. Шток 58 пневмоцилиндра 57, перемещаясь влево, посредством рычага 39, жестко связанного с втулкой 37, а также штыря 38 и вилки 30 поворачивает консоль 28 с кассетой 12 в сторону ванны 1, заполненной эмалью 2. Одновременно освобождается от нажатия микровыключатель 59 и поворачивается вместе со штоком 34 палец 35.
После установки кассеты 12 с конденсаторами 10 над ванной 1 рычаг 39 нажимает микровыключатель 60, который дает команду на включение электропневмоклапана 56. Последний перекрывает трубопровод 54 и открывает трубопровод 55, Шток41 пневмоцилиндра 40 начинает перемещать рычаг 42 вправо, освобождая от нажатия микровыключатель 48. Одновременно поворачивается вниз рычаг 46 с копирным роликом 47 и рычаг 44 с роликом 45. Ролик 45, воздействуя на вилку 36, перемещает шток 34 с кон- солью 28 манипулятора 27 вниз до соприкосновения пальца 35 с упором 50. Концентраторы 10 погружаются в эмаль 2.
При соприкосновении с упором 50 палец 35 посредством штока 51 нажимает микровыключатель 52, который дает команду на включение электропневмоклапана 72. Последний перекрывает трубопровод 71 и
открывает трубопровод 70, что приводит к перемещению штока 65 пневмоцилиндра 66, упора 67 и копира 64 влево. Причем, вначале этого перемещения освобождается от нажатия упором 67 микровыключатель 68. В крайнем левом положении штока 65 копир 64 располагается с минимальным зазором над копирным роликом 47, а упором 67 нажимает микровыключатель 69, который дает команду на выключение электро- пневмоклапанов 56 и 72. Это приводит к перемещению вправо копира 64, перемещению влево рычага 42, прокатыванию копир- нога ролика 47 по профилю копира 64 и извлечению из эмали 2 конденсаторов 10. Причем, требуемая технологией (для исключения образования капли эмали на торцах конденсаторов 10) скорость извлечения указанных конденсаторов 10 из эмали 2 задается профилем копира 64 и скоростью его перемещения пневмоцилиндром 66 вправо.
После выхода конденсаторов 10 из эмали 2 копир 6 сходит с копирного ролика 47 и пневмоцилиндр 40 ускоренно поднимает консоль 28 в крайнее верхнее положение. Упор 67 вновь нажимает на микровыключатель 68, информируя блок управления 90 о возвращении копира 64 в исходное положение. Рычаг 42 нажимает микровыключатель 48, который дает команду на выключение электропневмоклапана 63. Последний воздействует на пневмоцилиндр 57, который перемещает консоль 28 до ее исходного положения в сторону кассетоносителя 14, в результате чего рычаг 39 снова нажимает микровыключатель 59,
Микровыключатель 59 дает команду на включение электропневмоклапана 56. Пневмоцилиндр 40 перемещает консоль 28 вниз. При движении вниз кассета 12 с покрытыми эмалью конденсаторами 10,воздействуя на наклонные головки.77 и 78, поворачивает подпружиненные рычаги 76 в
кронштейнах 75 и опускается в соответствующие пазы 13 кассетоносителя 14,
В крайнем нижнем положении консоли 28 рычаги 76 с соответствующими головками 77 и 78 возвращаются в исходное положение, а рычаг 42 нажимает микровыключатель 49, который выключает электропневмоклапан 56, после чего шток 41 пневмоцилиндра 40 возвращается в исходное положение и нажимает посредством рычага 42 микровыключатель 48. Консоль 28 отходит в крайнее верхнее положение.
При перемещении консоли 28 со схватами 29 вверх кассета 12 задерживается нижними поверхностями наклонных головок 77 и 78 и остается в пазах 13 кассетоносителя 14, шток 31 и рычаг 32 возвращаются в исходное положение, освобождая от нажатия микровыключатель 33.
Последний дает сигнал блоку управления 90 об окончании рабочего цикла и разрешение на включение электропневмоклапана 26 с целью перемещения кассетоносителя 14 на следующий шаг t, после осуществления которого установка в описанной выше последовательности совершает очередной рабочий цикл.
Формула изобретения Установка для нанесения покрытия на изделия, содержащая ванну для материала покрытия с устройством для перемешивания и механизм перемещения узла крепления изделий с регулятором скорости перемещения, отличающаяся тем, что, целью повышения производительности и упрощения конструкции, механизм перемещения узла крепления изделий снабжен рычагом с копирным роликом, а регулятор скорости выполнен в виде копира, снабженного приводом возвратно-поступательного перемещения, и установлен с возможностью взаимодействия с копирным роликом.
W
z
t
r


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркировки изделий | 1984 |
|
SU1348221A1 |
| Устройство для кодовой маркировки радиодеталей | 1984 |
|
SU1226549A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Станок для сборки гусеничной цепи | 1973 |
|
SU477813A1 |
| Кузнечный манипулятор | 1985 |
|
SU1263420A1 |
| Устройство для сборки контактных групп | 1981 |
|
SU991629A1 |
| МАНИПУЛЯТОР К КОВОЧНЫМ ВАЛЬЦАМ | 1973 |
|
SU388825A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1988 |
|
SU1693824A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |

Использование: при нанесении жидких или других текучих веществ на поверхности изделий, в частности при нанесении лакокрасочных покрытий на конденсаторы для повышения производительности и упрощения конструкции установки. Сущность: механизм перемещения узла крепления изделий снабжен рычагом с копирным роликом. Регулятор скорости выполнен в виде копира, снабженного приводом возвратно- поступательного перемещения и установлен с возможностью взаимодействия с копирным роликом. 4 ил.
76 8
ВидА
В-Б
ФыЈ
7 2.2 ZS 26 53 48 № .52.
Их
Фиг.З
56 /Ж/60/63/6S/69/72 ,
Фиё.Ь
| СПОСОБЫ СНИЖЕНИЯ ЧИСЛА ЭОЗИНОФИЛОВ | 2008 |
|
RU2519227C2 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для нанесения покрытий на плоские изделия | 1977 |
|
SU632398A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Установка для нанесения покрытия на изделия | 1980 |
|
SU897307A1 |
