Предлагаемое приспособление позволяет производить автоматическое регулирование расстояния между валками прокатного стана, а, следовательно, регулировать толщину прокатываемой ленты. Применение этого приспособления позволяет получать практически постоянную толщину ленты по всей ее длине, а кроме того, ускоряется сама пракатка. При не автоматической регулировке толщины прокатываемой ленты неизбежны периодические остановки стана для промера толщины ленты микрометром, в данном же случае, когда промер толщины ленты производится на ходу, скорость прокатки ограничивается лишь какимто пределом, при котором еще можно производить необходимые замеры толщины ленты.
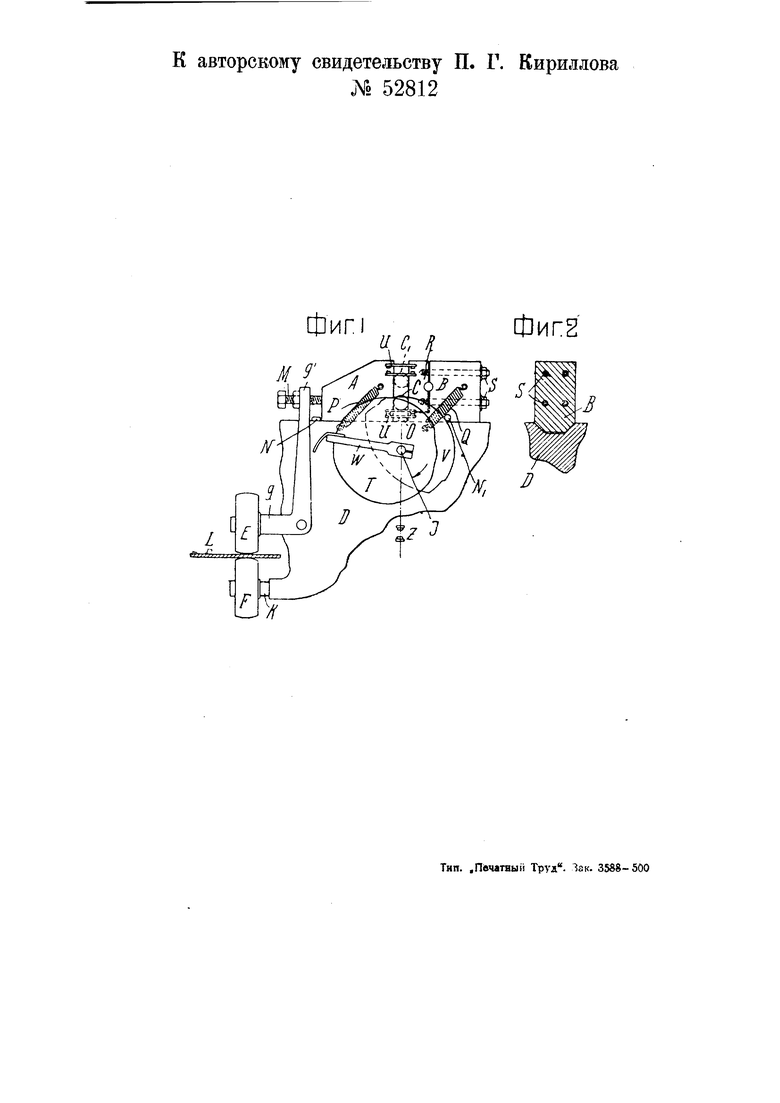
На прилагаемом чертеже изображена схема предлагаемого приспособления, сущность действия которого заключается в следующем. Прокатываемая лента L после выхода ее из валков прокатного стана проходит между двумя роликами Е vi F. Ролик F вращается на оси К, закрепленной в станине D приспособления. Ролик Е вращается на конце g рычага gg Г-образной формы. Рычаг gg может поворачиваться около оси Н. Плечо g рычага длиннее плеча g в три раза и благодаря этому перемещения конца g рычага также в три раза больше соответствующих перемещений конца его g или, что то же самое, изменений в толщине прокатываемой ленты. В призматическом углублении станины) приспособления могут перемещаться ползуны А vi В. Под воздействием пружин Ри Q ползуны стремятся занять крайнее левое положение, определяемое упорами Л и О, установленными на станине D. Благодаря тем же пружинам Р и Q ползуны все время остаются плотно прижатыми к станине D. Ползун В имеет деталь, могущую вращаться около оси, благодаря чему плоскость этой детали, обращенная к ползуну А, при помощи болтов может быть установлена под разными углами к обращенной к ней плоскости ползуна Л. Движения конца g рычага gg при помощи болта М передаются ползуну А. Между ползунами Л и 5, касаясь их обращенных друг к другу плоскостей, находится палец С. При помощи эксцентриков Т (с той и другой стороны ползунов) вращающийся на оси / палец С может, постепенно поднимаясь или опускаясь, занимать верхнее положение С или нижнее. В первом случае он заставит замкнуться верхние контакты U, а во втором случае замкнет нижние контакты и. Палец С имеет достаточный вес, чтобы своей тяжестью произвести замыкание нижних контактов U. На одной оси с эксцентриками Т вращаются секторы V, при определенном положении которых ползун В благодаря своим выступам Wj отводится в крайнее правое положение. На этой же оси / вращается рычаг Н, который в нижнем положении заставляет замыкаться контакты Z. При вращении эксцентриков Т, секторов V и рычага IV происходит следующее: при верхнем положении рычага палец С лежит своими концами на эксцентриках Т (с той и другой стороны ползунов) и занимает положение Cj. При этом верхние контакты U замыкаются и ползун В пружиной Q оттягивается влево. В зависимости от толщины ленты L, а, следовательно, и положения ползуна Л при вращении эксцентриков по часовой стрелке, палец С или остается в положении С, оказываясь зажатым между ползунами, или же, постепенно опускаясь вниз, может занять крайнее нижнее положение или же остановиться где-нибудь в промежуточном положении. Рычаг IV, приходя в нижнее положение, замыкает контакты Z, и если в этот момент оказались замкнутыми также верхние или нижние контакты LJ, то мотор, производящий установку валков прокатного стана через посредство промежуточных реле, получает вращение в ту или другую сторону, вследствие чего достигается требуемое расстояние между валками. Контакты U
(верхние и нижние) и Z соединены между собой таким образом, что мотор, производящий установку валков, начинает действовать только в том случае, если замкнуты контакты Z.
Замыкание и размыкание тока производится исключительно контактами Z. Действие их надежно, так как самый опасный момент в их работе- размыкание происходит быстро. При дальнейщем движении эксцентриков Т, секторов V и рычага IV ползун В отжимается вправо, а палец С постепенно поднимается в верхнее положение и т. д. При помощи винта М с контргайкой и винтов S расстояние и угол наклона между обращенными друг к другу плоскостями ползунов А и В регулируется таким образом, чтобы при наименьщей допускаемой толщине ленты палец С оказался зажатым ползунами А и В в нижнем положении, а при наибольшей допускаемой толщине-в крайнем верхнем положении.
Эксцентрики Т, секторы V и рычаг W получают вращение или от ролика Е или же от отдельного маленького электромотора.
Предмет изобретения.
Приспособление для автоматического регулирования толщины прокатываемой ленты, отличающееся применением подпружиненных ползунов А, В, находящихся под воздействием рычага gg, реагирующего на изменение толщины прокатываемой ленты, и несущих зажатый между ними силою трения палец С, управляемый непрерывно вращающимся эксцентриком и предназначенный для замыкания контактов fJ, с целью включения двигателя нажимных болтов валков, при замыкании контактов Z рычагом 1 эксцентрика.
к авторскому свидетельству П. Г. Кириллова
JVo 52812
Фиг2
s
