упругих губок 19, взаимодействующих с подпружиненным прижимом 20, встроенным в зажим 4. Прижим 20 с помощью пружипы 21, регулируемой винтом 22, воздействует па упругие губки 19, зажимая привариваемую деталь 5 в патроне 16. Прижим 20 должеп обеспечивать надежный электрический контакт детали 5 в патроне 16, а также возмол пость проскальзывания патрона 16 относительно зажима 4 при соударении деталей 3 и 5. Патрон 16 снабжен регулируемым упором 23, определяющим вылет привариваемой детали 5. Еслп привариваемая деталь 5 короче, чем упругие губки 19, то регулируемый упор 23 выиолпяется с удлинителем, входящим между упругими губками 19, при этом диаметр удлинителя должен быть меньще диаметра привариваемого стержня, чтобы между губками 19 зажимался не удлинитель упора 23, а привариваемая деталь 5.
Чтобы патрон 16 не поворачивался вокруг своей оси и не изменял своего положения относительно зажима 4 и прижима 20 (так как подпружиненный прижим 20 должен постоянно сжимать упругие губки 19), в зажим 4 встроен штифт 24, а в патроне 16 выполнен паз 25, взаимодействующие между собой.
Устройство работает следующим образом.
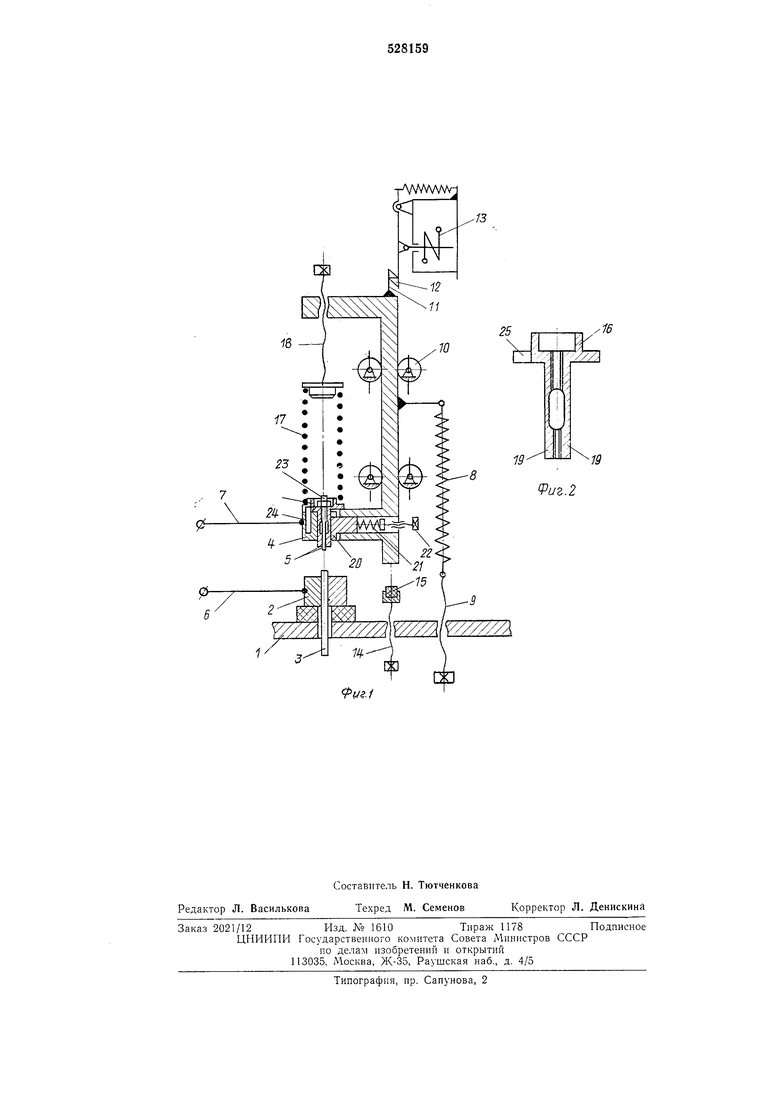
В исходном положении подвижный зажпм 4 взведен вверх и удерживается защелкой 12. Свариваемая деталь 3 закрепляется в зажиме 2, а деталь 5 помещается в патрон 16 и зажимается упругими губками 19, на которые воздействует подпружиненный прижим 20. Пружина 8 регулируется так, чтобы выдерживалась заданная скорость соударения свариваемых деталей, а пружина 17 регулируется на оптимальное давление в контакте. С помощью токоподводов 6 и 7 свариваемые детали подсоедипяются к конденсаторной батарее. От электромагнита 13 срабатывает защелка 12, освобождая крючок И, и подвижный зажим под действием пружины 8 перемещается в опорах качения 10. При сближении торцов деталей 3 и 5 между ними возникает дуговой разряд и торцы оплавляются. Затем детали 3 и 5 соприкасаются, и деталь 5 вместе с патроном 16 проскальзывает относительно зажима 4, пока последний не дойдет до резиновой вставки 15 упора 14. После соприкосновения торцов деталей 3 и 5 давление в контакте между ними определяется не массой подвижного зажима 4 и силой пружины 8, а только силой пружипы 17, т. е. может быть выбрано оптимальным.
После сварки деталей 3 и 5 подвижный зажим 4 поднимается в исходное ноложение. При этом деталь 3 еще зажата в зажиме 2, и приваренная деталь 5 выскальзывает из упругих губок 19. Затем сваренные детали
удаляются.
Формула изобретения
Устройство для ударной конденсаторной сварки по авт. св. 497805, отличающееся
тем, что, с целью увеличения диапазона типоразмеров свариваемых деталей, подвижный зажим сргабжен установленным с возможностью проскальзывания патроном для размещения привариваемой детали, выполненным в
виде упругих губок и имеющим упор для регулирования вылета привариваемой детали.
jAAVvVWr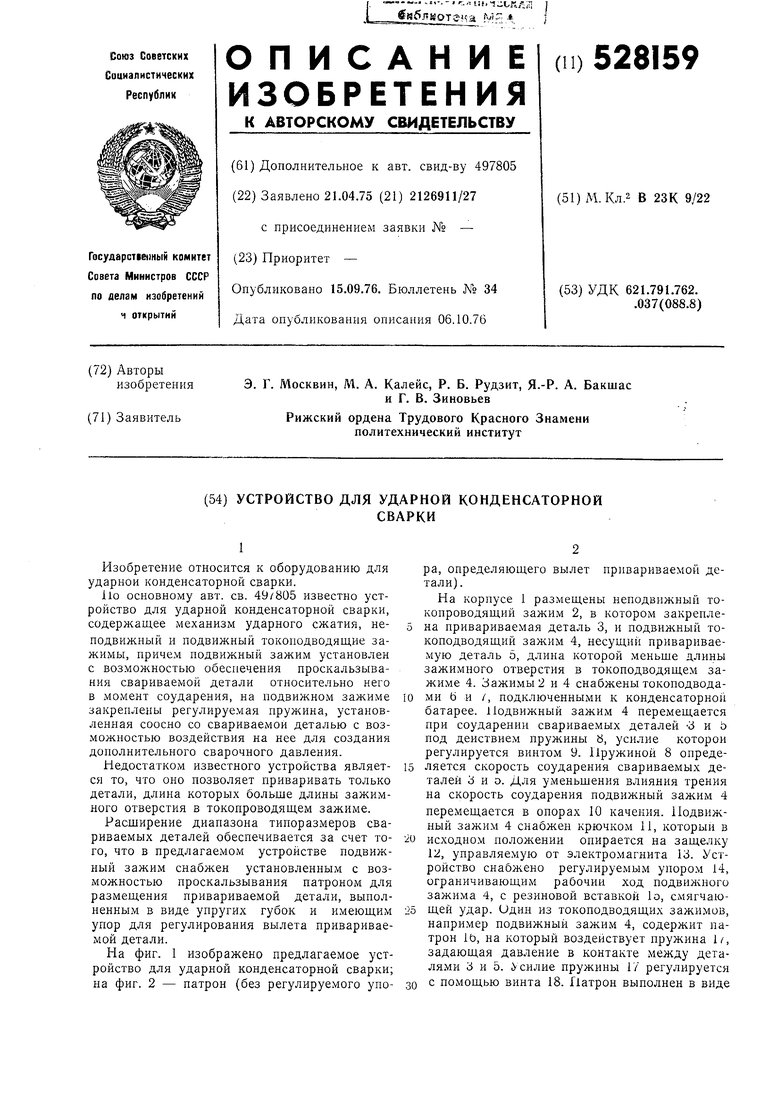
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УДАРНОЙ СВАРКИ | 1971 |
|
SU314615A1 |
| Устройство для подачи патронов | 1984 |
|
SU1440834A1 |
| Устройство для сборки под сварку фланцев с обечайкой | 1978 |
|
SU727387A1 |
| Тиски | 1987 |
|
SU1497114A1 |
| Фиксатор для стирки обуви в стиральной машине (варианты) | 2021 |
|
RU2797026C1 |
| Машина для инерционной сварки трением | 1986 |
|
SU1412913A1 |
| Схват манипулятора | 1984 |
|
SU1301696A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Адаптивный схват | 1986 |
|
SU1395480A1 |
| Ткацкий станок | 1936 |
|
SU53946A1 |