1
Изобретение относится к автоматическим загрузочным устройствам и может быть использовано в производстве изделий электрониой техники.
Известно устройство для групповой загрузки цилиндрических деталей в кассету, содержащее вращающийся барабан с кассетой, пневмосистему, соединенную трубопроводом с барабаном, через который воздух подается в кассету, снабженную гнездами для загружаемых деталей.
Недостатком известного устройства является то, что его нельзя использовать для групповой загрузки деталей типа дисков, имеющих на одном из торцов кольцевой паз (например, изоляторов катодного узла).
Целью изобретения является обеспечение возможности загрузки деталей типа дисков с кольцевым назом иа одном .из торцов.
Для этого в нредлагаемом устройстве каждое гнездо кассеты снабжено по меньщей мере двумя цилиндрическими сквозными отверстиями, оси которых расположены на окружности, диаметр которой равен диаметру кольцевого паза детали.
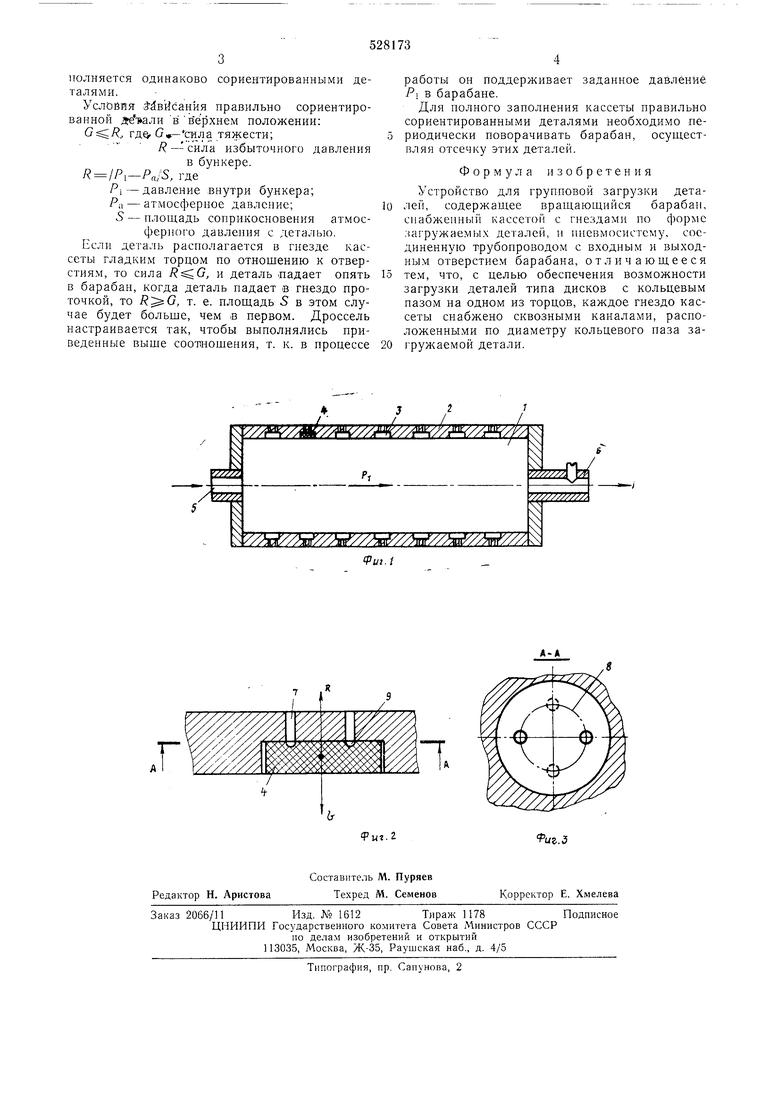
На фиг. 1 изображено предлагаемое устройство, обндий вид; на фиг. 2 - гнездо кассеты с уложенной в нем деталью; на фиг. 3 - сечение по А - А на фиг. 2.
Устройство для грунновой загрузки деталей
содержит вращаюи1,ийся барабан 1, снабженный кассетой 2 с гнездами 3 по форме загружаемых деталей 4. пневмосистему, соединенную трубопроводом со входным каналом 5 барабана.
Вращающийся барабан 1 снабжен выходным каналом 6 с дросселем, регулирующим давление воздуха во вращающемся барабане. Выходной канал соосен входному. Каждое гнездо 3 кассеты 2 снабжено по меньщей мере двумя цилиндрическими отверстиями 7, оси которых расположены на окружности 8, диаметр которой равен диаметру кольцевого паза 9 детали.
Устройство работает следующим образом.
В барабан засыпаются детали. Через входной канал 5 подается сжатый воздух, который расходуется не только через цилиндрические отверстия 7 кассеты 2, но и через выходной канал 6 с дросселем. Загружаемые детали представляют собой керамические диски, имеющие на одной из торцовых поверхностей кольцевой паз 9.
В момент, когда в барабане создано избыточное давление, при повороте его на 180° из гнезд кассеты 2 выпадают только детали 4, запавшие в гнезда гладким торцом, а остаются детали, запавщие в гнездо стороной, снабженной кольцевым пазом. Поэтому при многократном повороте барабана, кассета заполняется одинаково сориентированными деталями.
Условия йвйсания нравильно сориентированнор Деэали вверхнем положении:
G гдо-С,-сги ла тяжести;
R сила избыточного давления
в бункере. R IP,P,iS, где
Р - давление внутри бункера; Ра - атмосферное давление;
5 - площадь соприкосновения атмосферного давления с деталью. Если деталь располагается в гнезде кассеты гладким торцом по отношению к отверстиям, то сила , и деталь падает опять в барабан, когда деталь падает в гнездо проточкой, то , т. е. площадь 5 в этом случае будет больще, чем в первом. Дроссель настраивается так, чтобы выполнялись приведенные выще соотношения, т. к. в процессе
работы он поддерживает заданное давление PI в барабане.
Для полного заполнения кассеты правильно сориентированными деталями необходимо периодически поворачивать барабан, осуществляя отсечку этих деталей.
Формула изобретения
Устройство для групповой загрузки деталей, содержащее вращающийся барабан, снабженньп кассетой с гнездами по форме загружаемых деталей, и нневмосистему, соединенную трубопроводом с входным и выходным отверстием барабана, отличающееся тем, что, с целью обеспечения возможности загрузки деталей типа дисков с кольцевым пазом на одном из торцов, каждое гнездо кассеты снабжено сквозными каналами, расположенными по диаметру кольцевого паза загружаемой детали.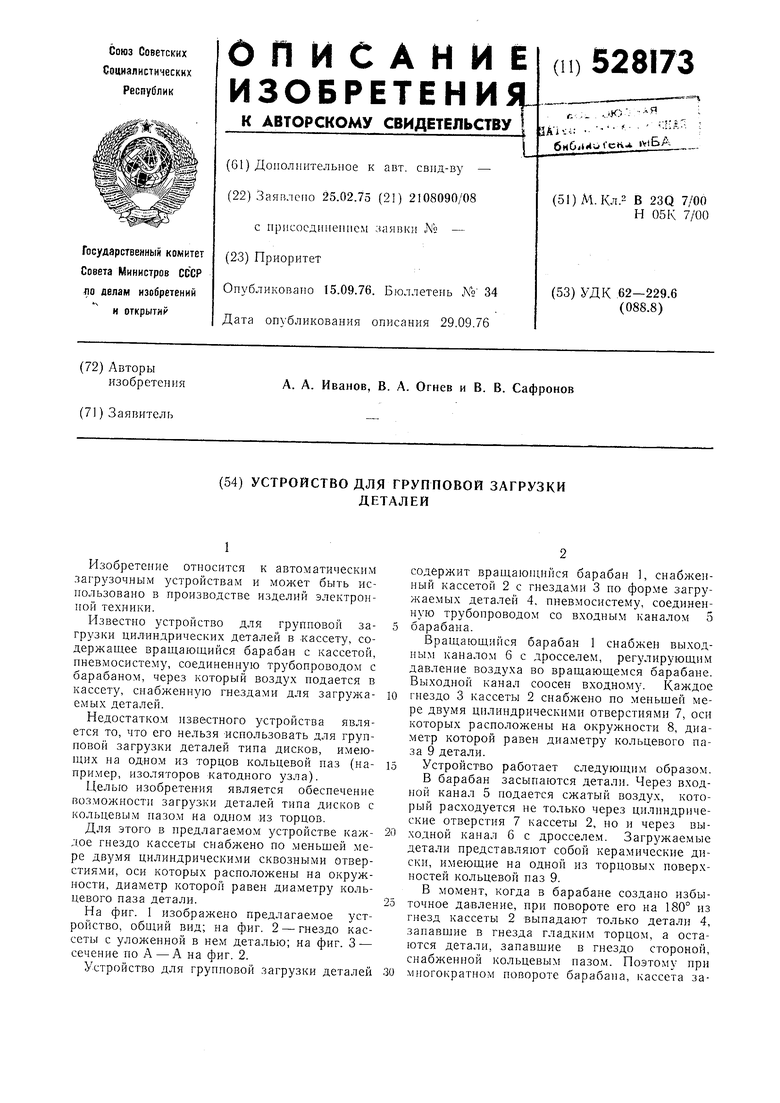
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой загрузки деталей | 1980 |
|
SU897469A1 |
| Устройство для групповой загрузки деталей | 1973 |
|
SU450699A1 |
| Устройство для групповой ориентированной загрузки деталей в кассету | 1988 |
|
SU1653202A1 |
| Устройство для групповой ориентации и загрузки деталей | 1987 |
|
SU1458147A1 |
| Устройство для групповой загрузки деталей | 1978 |
|
SU753595A1 |
| Устройство для групповой загрузки деталей | 1973 |
|
SU450698A2 |
| Кассета для жидкостной обработки полупроводниковых пластин | 1980 |
|
SU875507A1 |
| Устройство для вторичной ориентациидЕТАлЕй | 1979 |
|
SU841906A1 |
| Устройство для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел | 1976 |
|
SU764161A2 |
| Роторный автомат питания | 1978 |
|
SU751573A1 |
