(54) УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ЗАГРУЗКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой загрузки деталей | 1978 |
|
SU753595A1 |
| Устройство для групповой загрузки деталей | 1973 |
|
SU450699A1 |
| Устройство для групповой загрузки деталей | 1973 |
|
SU450698A2 |
| Устройство для загрузки деталей в сотовые кассеты | 1980 |
|
SU929395A1 |
| Устройство для групповой загрузки радиодеталей | 1975 |
|
SU684789A1 |
| Устройство для групповой загрузки стержневых деталей | 1977 |
|
SU669429A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ЗАГРУЗКИ ДЕТАЛЕЙ | 1973 |
|
SU404606A1 |
| Устройство для сборки и контактной сварки деталей | 1978 |
|
SU770696A1 |
| Устройство для групповой ориентированной загрузки деталей в кассету | 1988 |
|
SU1653202A1 |
| Устройство для групповой ориентации и загрузки деталей | 1987 |
|
SU1458147A1 |
I
Изобретение относится к загрузочным устройствам и может найти применение в производстве изделий электронной техники.
Известны устройства для групповой загрузки деталей, находящихся во вращающемся барабане, в установленную на нем многоместную кассету, выполненную из двух пластин разной толщины с отверстиями для загружаемых деталей и снабженную подвижной плитой с эластичными захватными элементами 1.
Недостаток известных устройств заключается в низкой производительности кассетирования и ограниченной области применения (для деталей с явно выраженными признаками ориентации). Это объясняется тем, что в известной кассете подвижная плита является элементом и распознающим, и фиксирующим сориентированные детали, использование подвижной эластичной плиты одновременно для распознавания и фиксации деталей приводит к уменьщению коэффициента заполнения кассеты и, следовательно, к уменьщению производительности устройства, а также ограничивает его область применения.
Цель изобретении - расщирение технологических возможностей устройства и повыщение производительности кассетирования стержневых цилиндрических деталей с различными диаметрами по. концам, например, щтырей разъемов.
Цель достигается тем, что эластичные захватные элементы выполнены в виде нитей, расположенных перпендикулярно направлению перемещения подвижной плиты и осям отверстий в кассете, при этом число нитей соответствует числу рядов отвер10стий в кассете, а диаметр отверстий в плаетине кассеты больщей толщины не менее половины длины детали.
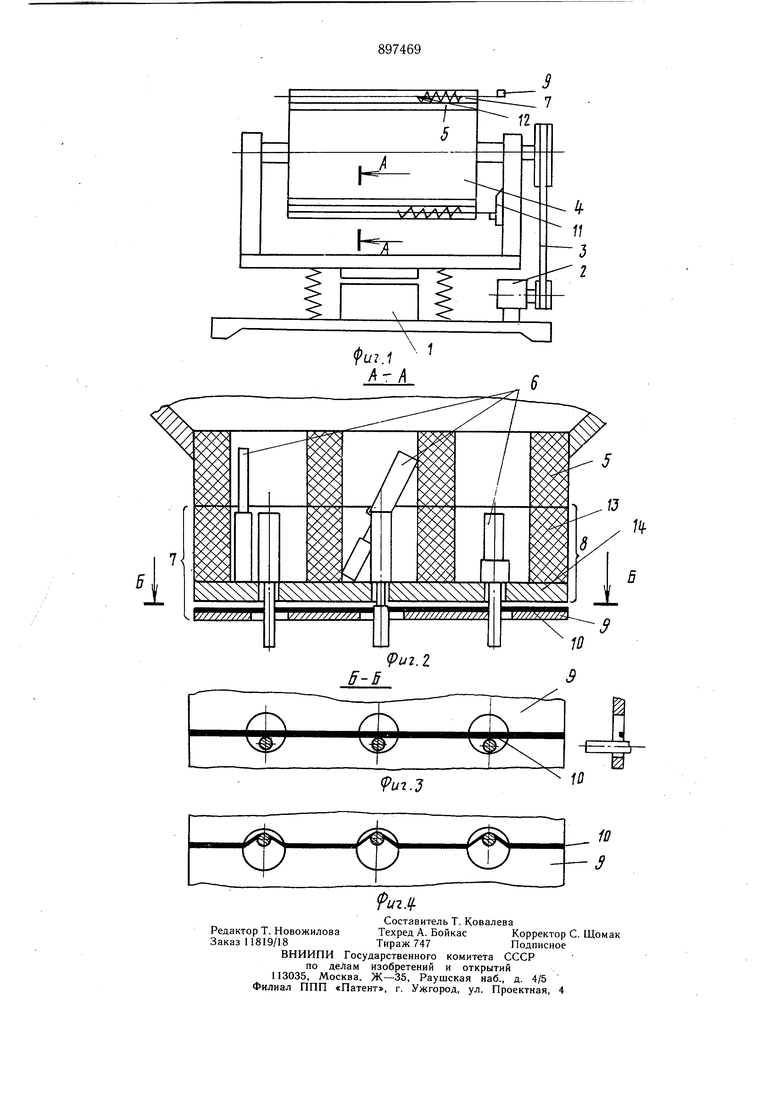
На фиг. 1 изображено предлагаемое ройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - положение эластичного элемента при отсечке деталей.
Устройство содержит вибропривод 1, на котором установлен вращающийся от электродвигателя 2 через клиноременную передачу 3 барабан 4, снабженный предкассетниками 5 с отверстиями под детали 6 и установленными на них быстросменными многоместными кассетами 7, имеющими неподвижную плиту 8 с гнездами под загружаемые детали и подвижную -плиту 9, снабженную эластичными элементами 10 в виде нитей, которые расположены перпендикулярно направлению перемещения плиты 9 и осям отверстий в плите 8. Подвижная плита соверщает возвратно-поступательное движение от кулачка 11 и пружин 12.
Неподвижная плита 8 кассеты выполнена составной из двух пластин 13 и 14, имеющих сквозные отверстия. Пластина 13 имеет толщину больще или равную половине длины детали, а диаметр отверстий в ней по крайней мере не менее половины длины детали. Отверстие во второй пластине 14 выполнено под тонкий конец детали.
Устройство работает следующим образом.
Загружаемые детали засыпают навалом внутрь барабана 4. На него устанавливают кассеты 7. Включают вибропривод 1 и электродвигатель 2. В нижнем положении кассеты детали 6 под действием собственного веса и вибрации западают через гнезда пред кассетника 5 в отверстия плиты 8 и занимают положение близкое к вертикальному, при этом часть деталей сориентирована правильно, т. е. тонким концом вниз, а часть неправильно, затем правильно сориентированные детали своим тонким концом проходят в отверстия пластины 14. В этом положении кассеты подвижная плита 9 с помощью кулачкового механизма сдвинута в левое крайнее положение до момента выхода эластичного элемента за пределы отверстия в пластине 14, что обеспечивает нормальное западание деталей.
При дальнейшем вращении барабана кассета выходит из нижнего положения и под действием пружины 12 подвижная плита 9 перемещается в правое крайнее положение до упора. При этом эластичные элементы 10 в подвижной плите смещаются относительно отверстий в пластине 14 и, растягиваясь, обхватывают каждую деталь, запавщую в
отверстия пластины 14, удерживая ее за счет сил трения в зоне контакта. При нахождении кассеты в верхнем положении эти детали остаются в гнездах кассеты, а остальные - высыпаются обратно в барабан под действием собственного веса и вибрации. Таким образом, в процессе вращения барабана происходит постепенное заполнение кассет правильно ориентированными деталями.
Использование данного устройства позволяет повысить производительность набора щтырей разъемов в 1,5-2 раза по сравнению с имеющимися устройствами и обеспечивает ориентированную загрузку стержневых цилиндрических деталей с разными
диаметрами по концам с малыми признаками ориентации, а также гладких.
Формула изобретения
Устройство для групповой загрузки деталей, находящихся во вращающемся барабане, в установленную на нем многоместную кассету, выполненную из двух пластин разной толщины с отверстиями для загружаемых деталей и снабженную подвижной плитой с эластичными захватными элементами, отличающееся тем, что, с целью расщирения технологических возможностей и повыщения производительности кассетирования стержневых цилиндрических деталей с различными диаметрами концов, эластичные зах-. ватные элементы выполнены в виде нитей, расположенных перпендикулярно направлению перемещения подвижной плиты и осям отверстий в кассете, при этом число нитей
соответствует числу рядов отверстий в кассете, а диаметр отверстий в пластине кассеты большей толщины не менее половины длины детали.
Источники информации, принятые во внимание при экспертизе
