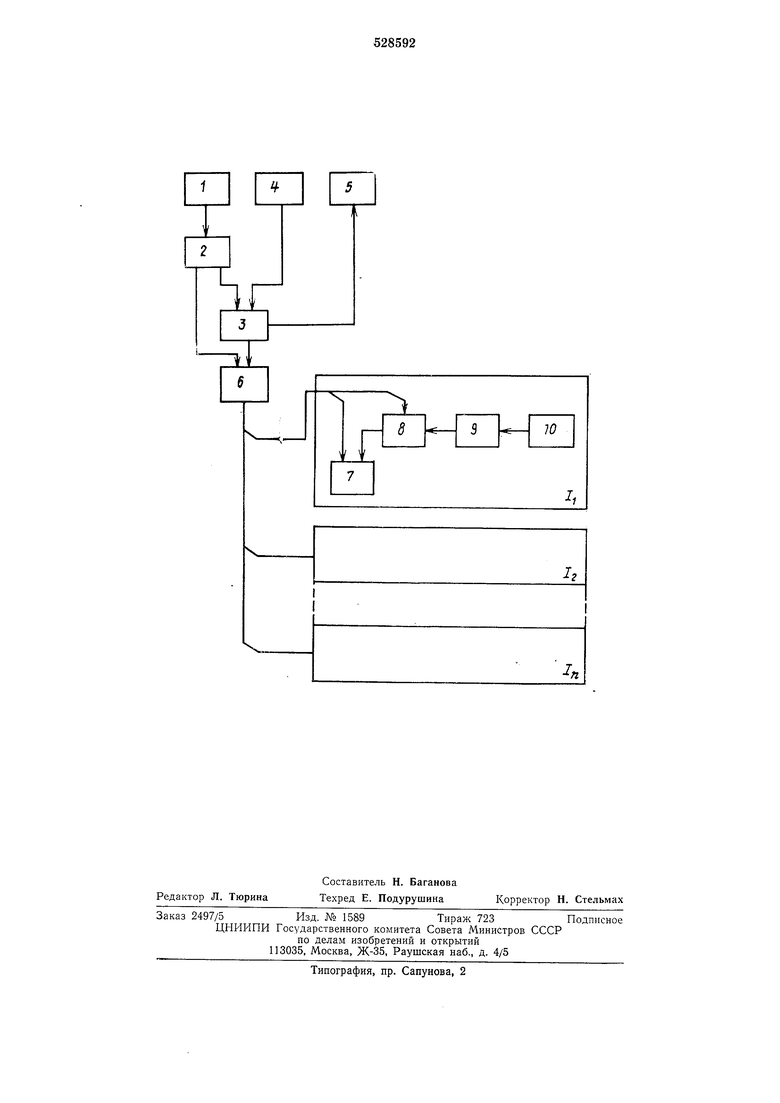
из ключа 7, блока сравнения 8, счетчика количества ударов 9 и вибродатчика 10. Выход блока управления 2 соединен с регистром 6, выход которого связан с ключом 7 и блоком сравнения 8. Блок сравнения 8 через счетчик количества ударов 9 формовочной машины нодключен к вибродатчику 10, установленному на станине формовочной машины и вырабатывающему серию импульсов, количество которых соответствует количеству ударов формевечной машины.
Устройство может быть отнесено от формовочной машины и вибродатчика на расстояние нримерно 40-50 м.
С номонхью нреграммнеге блока 1 вводятся коэффициенты качества формировочной смеси и текущей плотности материала формы, и на его выходе образуется соответствующий цифровой код. Код блока 4 фиксации количества работающего оборудования, выполненного в виде регистра, определяет количестве работающего оборудования в момент начала каждой части цикла.
Таким образом, цифровые коды блоков 1 и 4 определяют адрес ячейки памяти, в которой находится информация о необходимом количестве ударов в следующей части цикла, соответствующая введенным исходным данным.
Информация из блока памяти 3 в зависимости от номера формовочной машины неренисывается в соответствующий этому номеру регистр 6, который запускает указанную формовочную машину с помощью ключа 7. Далее вибратчик 10 начинает вырабатывать сигнал, который поступает в счетчик количества ударов 9, и при совпадении кодов регистра 6 и счетчика 9 блок сравнения 8 выдает сигнал в ключ 7 на останов формовочной машины.
Затем осуществляется замер плотности фермы и нерехед к очередной части цикла путем ввода измеренной плотности в устройство и запуска формовочной машины. При достижении плотпости материала формы значения, близкого к оптимальному и отличающегося от него не более, чем на заданную величину, из блока памяти 3 в счетчик количества циклов 5 выдается импульс, и цикл работы завершается.
Аналогично схема работает и с другими формовочными машинами участка.
Блок управления 2 задает программу работы всем формовочным машинам. Совместная работа всех формовочных машин осуществляется с помощью регистра 6 и автономных блоков I, количество которых определяется количеством формовочных машин.
Формула изобретения
Устройство для контроля процесса формовки, содержащее нрограммный блок, счетчик циклов и вибродатчик, подключенный через счетчик количества ударов к одному из входов блока сравнения, отличающееся тем, что, с целью повышения точности и надежности работы устройства, в него введены блок управления, блок фиксации количества работаюшего оборудования, блок памяти, регистр и ключ, причем, блок управления непосредственно и через блок памяти подключен ко входам регистра, выход которого соединен с одним из входов ключа и с другим входом блока сравнения, выход которого подключен к другому входу ключа, а блок памяти соединен с блоком фиксации количества работающего оборудования и со счетчиком циклов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического контроля и управления плотностью набивки формы | 1985 |
|
SU1271634A1 |
| Устройство вибродиагностики горных машин | 1985 |
|
SU1270324A1 |
| Устройство для контроля работы производственного оборудования | 1977 |
|
SU703851A1 |
| Система автоматического контроля параметров электронных схем | 1989 |
|
SU1700538A1 |
| Устройство для отладки программ | 1984 |
|
SU1166122A1 |
| КОНТРОЛЛЕР РАСПРЕДЕЛЕНИЯ РЕСУРСОВ | 2013 |
|
RU2526762C1 |
| Устройство управления паровоздушным молотом | 1983 |
|
SU1131584A1 |
| Автоматизированная система контроля параметров электронных схем | 1987 |
|
SU1500996A1 |
| Устройство для регулирования выдачи топлива | 1980 |
|
SU900263A1 |
| Устройство для сопряжения интерфейса ввода-вывода с регистратором | 1983 |
|
SU1144100A2 |