1
Изобретение относится к области сварочных устройств для приварки фланцев к трубам.
Известно устройство для приварки фланцев к трубам, содержащее корпус с откидным зажимом для закрепления его на наружной поверхности трубы, жестко связанную с ним плиту с опорной поверхностью и механизм прижима фланца к опорной поверхности плиты.
Для обеспечения приварки фланцев к торцам труб внутренним швом механизм прижима фланцев вьшолнен в виде подпружиненных толкателей, установленных на торце корпуса перпендикулярно к нему, а плита закреплена на корпусе с зазором, большим толшины привариваемых фланцев.
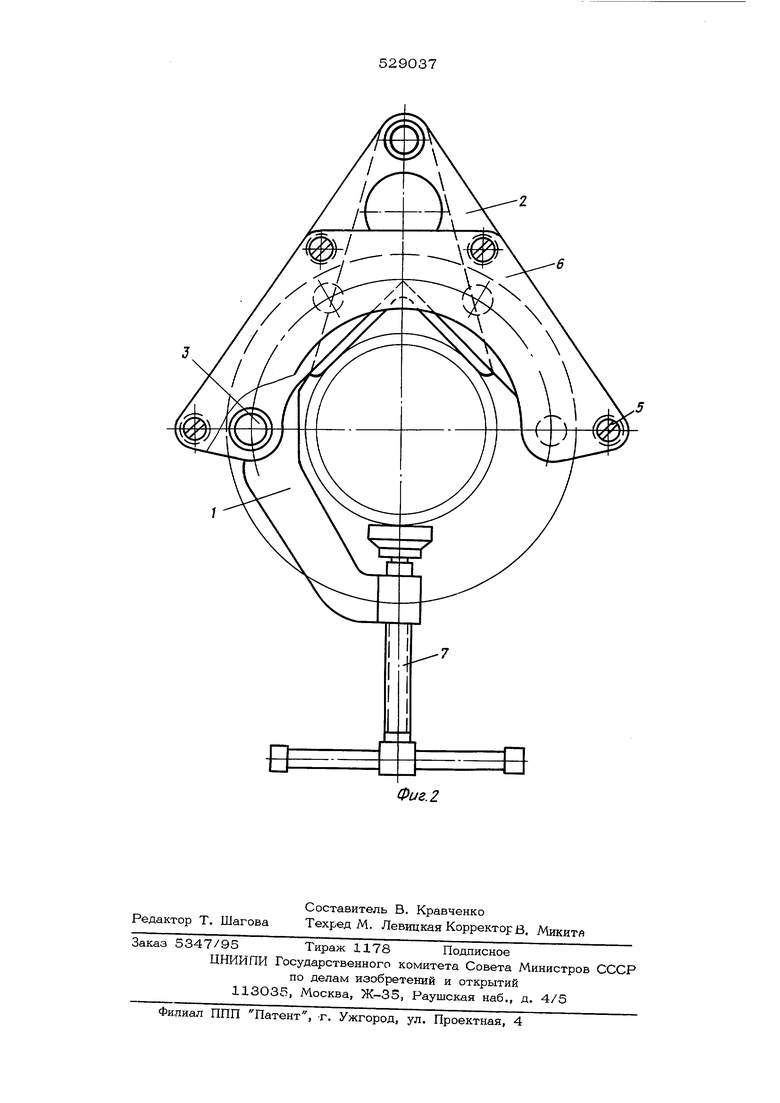
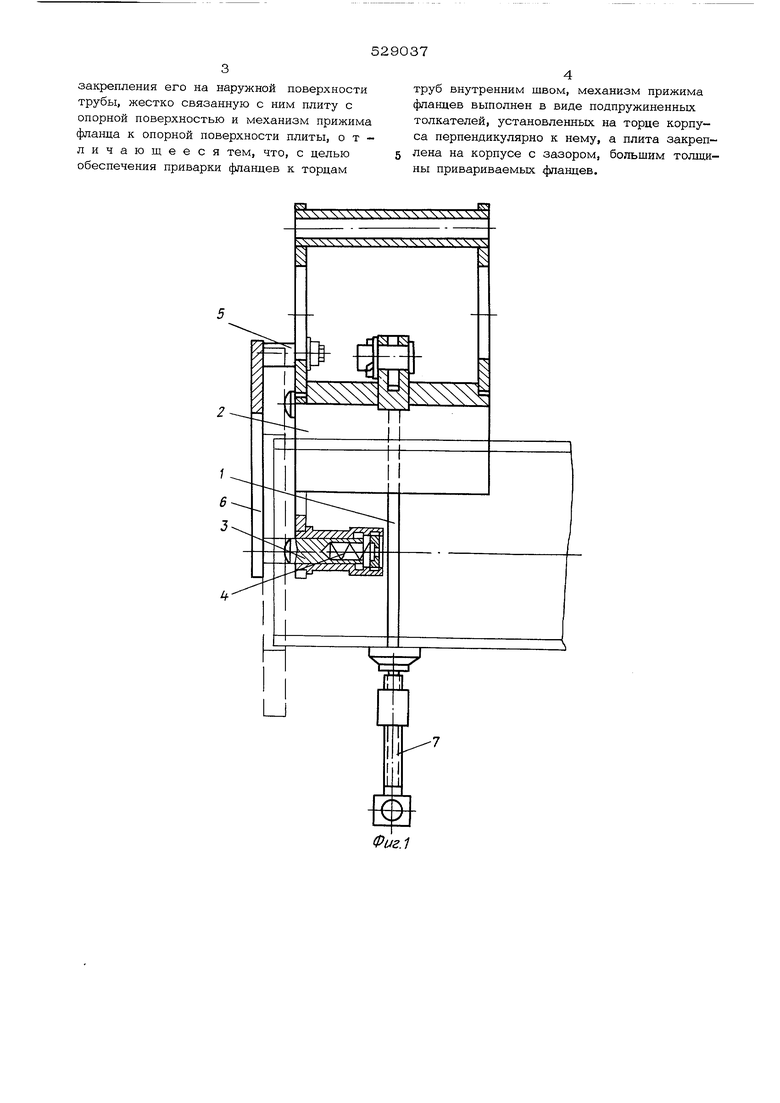
На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 вид устройства со стороны опорной плиты.
Откидной рычаг 1 шарнирно установлен в средней части корпуса 2, на торце которого установлены толкатели 3 с пружинами 4 и стержни 5. К стержням 5 параллель
но торцу корпуса 2 и с зазором, достаточным для установки в нем привариваемых фланцев, жестко присоединена плита 6.
Работает устройство следующим образом.
Привариваемый фланец вставляется в зазор между плитой 6 и торцом корпуса 2 до упора в стержни 5, после чего устройство вместе с фланцем устанавливается на конце трубы так, чтобы между наружной кромкой центрального отверстия фланца и торцом трубы обеспечивалось расстояние, необходимое для прокладки сварного шва.
Затем устройство закрепляется на трубе с помошью откидного рычага 1 и винта
7.
Толкатели 3 под воздействием пружин
4 плотно прижимают фланец к опорной поверхности плиты 6, обеспечивая тем самым перпендикулярность фланца оси трубы. Цен-. трирование фланца по оси трубы происходит за счет наружной поверхности трубы, вставленной в отверстие фланца.
Формула изобретения
Устройство для приварки фланцев к трубив содержащее корпус с откидным зажимом для
закрепления его на наружной поверхности трубы, жестко связанную с ним плиту с опорной поверхностью и механизм прижима фланца к опорной поверхности плиты, отличающееся тем, что, с целью обеспечения приварки фланцев к торцам
труб внутренним швом, механизм прижима фланцев выполнен в виде подпружиненных толкателей, установленных на торце корпуса перпендикулярно к нему, а плита закреплена на корпусе с зазором, большим толщины привариваемых фланцев.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обжатия набора корпуса судна с обшивкой | 1982 |
|
SU1068326A1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |
| ЗАЖИМ | 1993 |
|
RU2090335C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАКЕЛЬНОГО ОГОЛОВКА | 2014 |
|
RU2562129C1 |
| Устройство для закрепления детали | 1991 |
|
SU1821329A1 |
| Устройство для автоматической сварки угловых соединений | 1990 |
|
SU1764915A1 |
| УСТРОЙСТВО КОНТРОЛЯ ПЕРПЕНДИКУЛЯРНОСТИ УПЛОТНИТЕЛЬНОЙ ПОВЕРХНОСТИ ФЛАНЦЕВ ОТНОСИТЕЛЬНО ОСЕВОЙ ЛИНИИ ТРУБ | 2012 |
|
RU2504467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| НЕПОДВИЖНАЯ ОПОРА ТРУБОПРОВОДА | 2014 |
|
RU2563094C1 |
| Стенд для сборки и сварки шнеков | 1981 |
|
SU996148A1 |