(54) СТЕНД ДЛЯ СБОРКИ И СВАРКИ ШНЕКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сварных шнеков | 1975 |
|
SU599942A1 |
| Стенд для сборки и сварки шнеков | 1987 |
|
SU1433728A1 |
| Устройство для растяжки спиралей шнеков | 1976 |
|
SU609567A1 |
| Устройство для сварки | 1977 |
|
SU745629A1 |
| Установка для автоматической растяжки и приварки посредством сварочной головки шнековых спиралей к валам | 1956 |
|
SU112815A1 |
| Способ изготовления сварных шнеков | 1980 |
|
SU903040A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Поточная механизированная линия для изготовления барабанов ленточных конвейеров | 1975 |
|
SU737176A1 |
| Устройство для сборки и сварки шнеков | 1982 |
|
SU1117174A1 |
| Установка для сборки и сварки обечаек | 1974 |
|
SU564132A1 |
. . 1 . ...: ::
Изобретение относится к сварке, а именно к конструкциям стенда для сборки и сварки шнеков, и может быть использовано в машиностроительной промышленности при изготовлении шйековых транспортирующих, дозируюш,их и других устройств.
Известно устройство для оребрения .труб лентой, содержаш,ее смонтированные на станине механизм подачи и вращения трубы, механизм подачи ленты, выполненный в виде двух формирующих роликов, направляющей в виде конического ролика I.
Недостатком устройства является то, что прилегание внутренней поверхности спирали к оси заготовки получа ется неравномерным из-за невозможности достаточного приближения роликов к заготовке.
Известно также устройство для растяжки спиралей шнеков, содержащее смонтированные в станине механизмы вращения стержня шнека, каретку и установленные на каретке растягивающие ролики и привод перемещения каретки 2.
Недостатком является то, что в-. процессе растяжения спирали Небольшой толщины стержень шнека деформируется из-за
усилий Навивки, что приводит к низноМу качеству щнеков.
Известен стенд для сборки и сварки щнеков, содержащий смонтированные на станине поворотный вал и поддерживающий центр для закрепления стержня шнека, перемещаемую по направляющим станины каретку с захватом витка спирали щнека, а также сварочное устройство для приварки начала и конца спирали к стержню 3.
Недостатком указанного стенда является
10 то, что он не обеспечивает требуемого качества шнеков, так как нет достаточного прилегания спирали к стержню.
Цель изобретения - создание такой конструкции стенда, которая позволила бы nois высить качество шнеков благодаря обеспечению прилегания спирали к стержню.
Указанная цель достигается , что в стенде для сборки и сварки шнеков, содержащем смонтированные на станине поворотный вал и поддерживающий центр для
20 закрепления стержня шнека, перемещаемую по направляющим станины каретку с захватом витка спирали шнека, а также сварочное устройство для приварки начала и конца спирали к стержню, захват витка спирали
выполнен в виде неподвижного упора и поворотйого от силового цилиндра со штоком рычага, на конце одного из плеч которого шарнирно закреплен прижим для витка спирали, шток силового цилиндра шарнирно соединен с вторым плечом рычага, а корпус силового цилиндра установлен на каретке, при этом прижим выполнен в виде набора пластин из упругого фрикционного материала.
Такое конструктивное решение стенда повышает качество шнеков за счет обеспечения прилегания спирали к стержню.
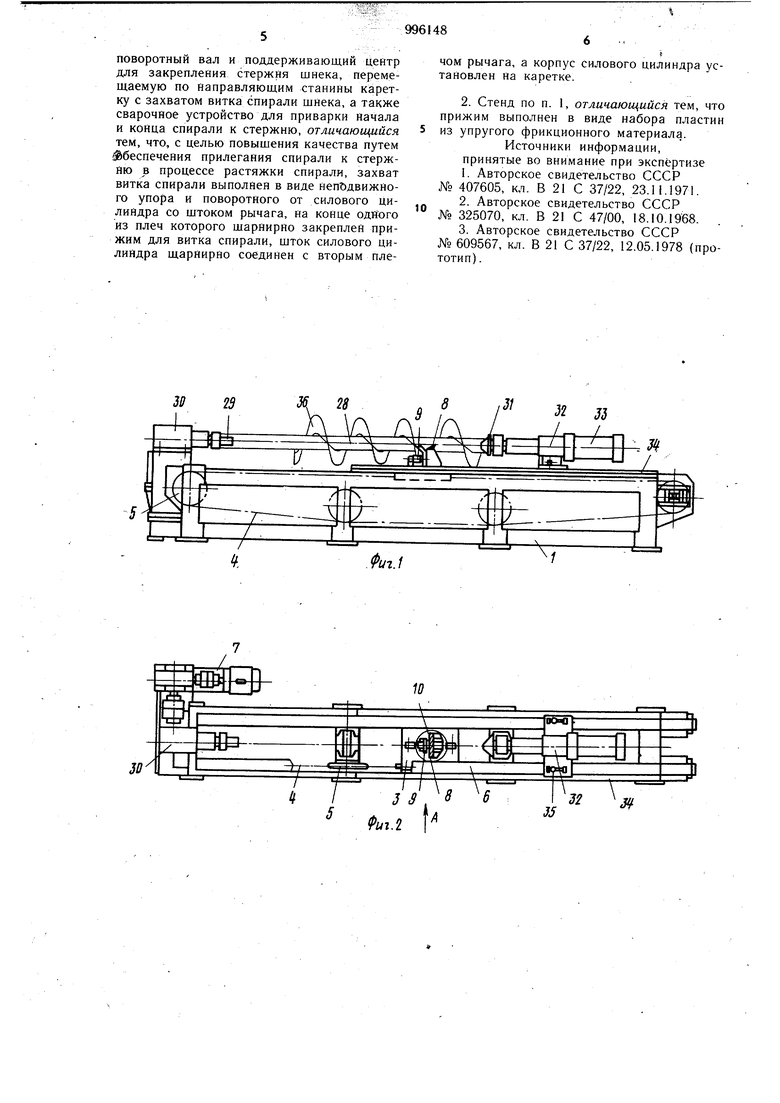
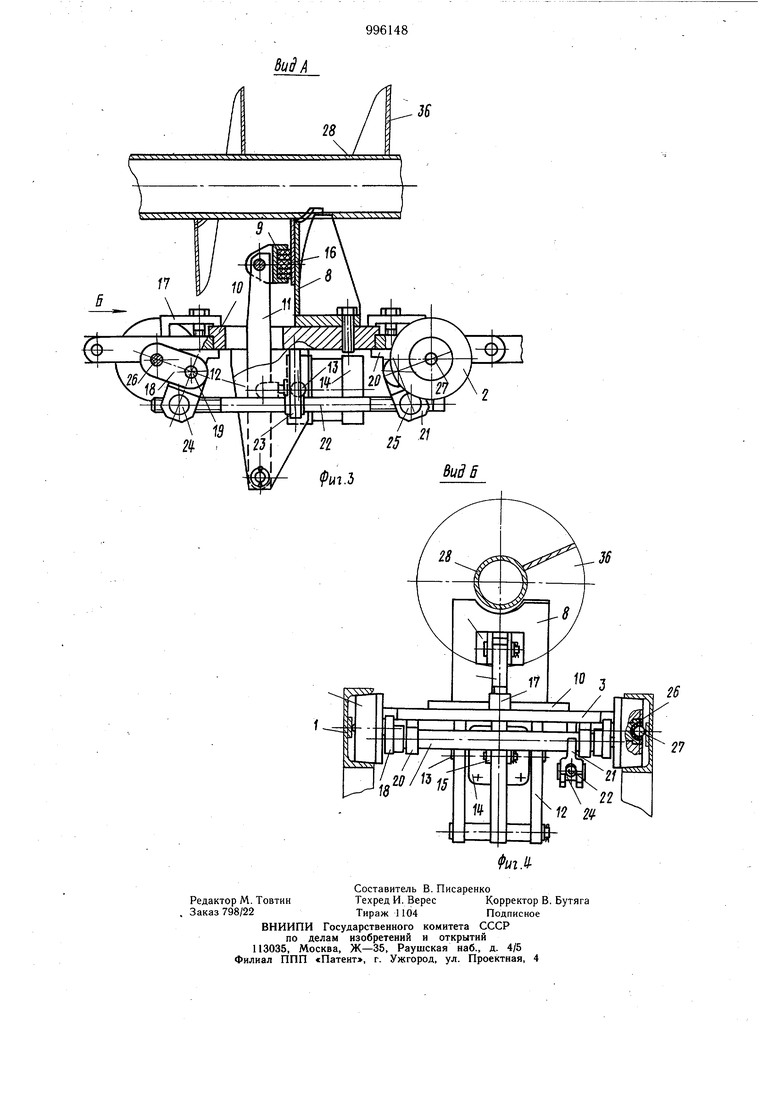
На фиг. 1 изображен стенд для сборки и сварки шнека, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - вид Б на фиг. 3.
Стенд для сборки и сварки шнека включает станину 1 коробчатой формы, на направляКэших которой установлена снабженная четырьмя ходовыми роликами 2 каретка 3, для привода которой служат тяговые цепи 4, натянутые на звездочки 5. Тяговые цепи 4 защищены от сварочных брызг гибкой лентой 6 из прорезиненной ткани и приводятся в движение приводом 7. На площадке каретки 3 установлены рабочие органы - копир 8 и прижим 9.
Копир 8 жестко закреплен на диске 10, а прижим 9 установлен шарнирно на конце рычага 11, другой конец которого щарнирно закреплен между щеками 12, прикрепленными к диску 10. Между этими же щеками 12 при помощи цапф 13 с возможностью качания закреплен силовой цилиндр 14, шток которого при помощи вилки 15 шарнирно связан с рычагом 11.
Прижим 9 имеет углубление, в которое вставлены пластины 16 из упругого фрикционного материала, например прорезиненной ленты. Диск 10 укреплен в гнезде каретки 3 прижимами 17. С целью наладки под разные диаметры стержней щнеков каретка 3 выполнена по отнощению к неподвижным направляющим регулируемой по высоте. Регулировка производится при помощи рычажно-винтов ого механизма, состоящего из четырех рычагов 18, сидящих на концах осей 19 и подвижных в подшипниках 20 и двух рычагов 21, жестко связанных с осями 19, а также при помощи винта 22, (.редняя часть которого фиксируется от смеinetiMH в осевом направлении вилкой 23, а концы связаны с гайками 24 и 25 рычагов 21. Регулировка обеспечивает подъем или опускание осей 26 ходовых роликов 2, закрепленных на рычагах 18. В осях 26 ходовых роликов 2 расположены шаровые опоры 27, служащие для стабилизации каретки в горизонтальной плоскости. Передний конец стержня 28 щнека одевается на конец вала 29, установленного в подшипниках в корпусе 30 с возможностью свободного вращения. Подщипники воспринимают также осевую нагрузку - усилие растяжки. Задний конец стеожня 28 шнека надет на поддерживающий центр 31 задней бабки 32. Задняя бабка 32, управляемая от пневмоцилиндра 33, перемещается в направляющих 34 станины и закрепляется в требуемом положении зажимами 35.
Стенд оборудован сварочным устройством, скользящим токоподводом сварочного тока, пультом управления, расположенным на каретке (не показаны).
Стенд для сборки и сварки щнеков работает следующим образом.
СтерЖе ТБ шнека с надетой на него спиралью 36 устанавливают на стенд. Каретка 3 при этом находится в крайнем правом положении, конец спирали вводят между копиром 8 и прижимом 9 и приваривают к стержНю 28. Подают воздух в щтоковую полость силового цилиндра 14 и зажимают перо спирали 36 между копиром 8 и прижимом 9. Включают перемещение каретки 3 влево. Каретка 3, перемещаясь, удерживает спираль между копиром и прижимом до тех
пор, пока часть спирали, находящаяся между точкой ее приварки к стержню и зажимом не приляжет плотно своей внутренней кромкой к стержню.
При достижении плотного прилегания
сила сопротивления спирали растяжению резко возрастает и она начинает проскальзывать между копиром и прижимом, оставаясь все время под усилием растяжения, обеспечивающим плотное прилегание внутренней кромки спирали к стержню. Величи0 На этого усилия устанавливается при наладке величиной давления среды в полости силового цилиндра 14 с помощью регулятора давления (не показан).
Во время растяжки шнек вращается в подшипниках корпуса 30 н поддерживаю5 щего центра 31 под воздействием копира 8, как от гайки. Для обеспечения устойчивости длинных и тонких стержней во время растяжки каретка снабжается устройством в виде роликоопор для стержня. РоликоопоР ры подвижны вместе с кареткой 3 вдоль стержня. Также используются два откидных Г-образных рычага с роликоопорами с двух сторон стержня шнека (не показаны). По окончании растяжения второй конец спирали приваривают к стержню, отводят
5 прижим от копира и изделие снимают со станка.
Таким образом, в том случае, когда заготовка не имеет формы правильной спирали с разномерным шагом и при растягивании прилегание внутренней поверхности заготовки к оси получается неравномерным, с большими зазорами и не позволяет надежно соединить сваркой растянутую спираль с осью шнека, данный стенд обеспечивает высокое качество изготовляемых щнеков.
Формула изобретения
поворотный вал и поддерживающий центр для закрепления стержня шнека, перемещаемую по направляющим станины каретку с захватом витка спирали шнека, а также сварочное устройство для приварки начала и конца спирали к стержню, отличающийся тем, что, с целью повышения качества путем Обеспечения прилегания спирали к стержню в процессе растяжки спирали, захват витка спирали выполнен в виде неподвижного упора и поворотного от силового цилиндра со штоком рычага, на конце одйого из плеч которого шарнирно закреплен прижим для витка спирали, щток силового цилиндра щарнирно соединен с вторым пле30
чом рычага, а корпус силового цилиндра установлен на каретке.
принятые во внимание при экспертизе
№ 609567, кл. В 21 С 37/22, 12.05.1978 (прототип). 23
