Изобретение относится к изготовлению труб из черных, цветных металлов и сплавов теплой прокаткой.
Известны устройства для волочения труб на оправке с использованием ультразвуковых колебаний.
В известном устройстве, содержащем оправку со стержнем, несколько ультразвуковых преобразователей установлены на нескольких фланцах под прямым углом к
связанному со стержнем длинному передаточному органу, который объединяет колебательную энергию нескольких фланцев и изменяет направление ее действия на 9О . Поскольку источник колебательной энергии находится на значительном расстоянии от оправки, происходят значительные потери колебательной энергии. Известно более близкое по технической сущности к предлагаемому устройство для теплового изготовления труб на оправке на станах ХПТ, волочением и др., содержащее высокочастотный индуктор для подогрева и оправку, закрепленную на стержне, связанном с преобразователем ультразвуковьос колебаний. Однако и это
устройство имеет большие потери колебательной энергии, что отрицательно сказывается на качестве внутренней поверхности труб.
Целью изобретения является создание упругих колебаний в непосредственной близости от очага деформации, уменьшения потерь колебательной энергии и тем самым улучшение качества внутренней поверхности труб.
Достигается это тем, что в устройстве для теплой прокатки труб, включающем индуктор высокочастотного магнитного поля для подогрева трубы перед очагом деформации и оправку, удерживаемую в рабочем положении стержнем, индуктор расположен от торца оправки вдоль стержня на расстоянии, кратном половине длины волны, а стержень на этой длине выполнен из магнитострикционного материала. Такое решение позволяет значительно приблизить источник ультразвуковых колебаний к очагу деформации и оказывать активное влияние на качество внутренней поверхности труб, особенно труднодеформированных и склонны к налипанию на оправку материалов.
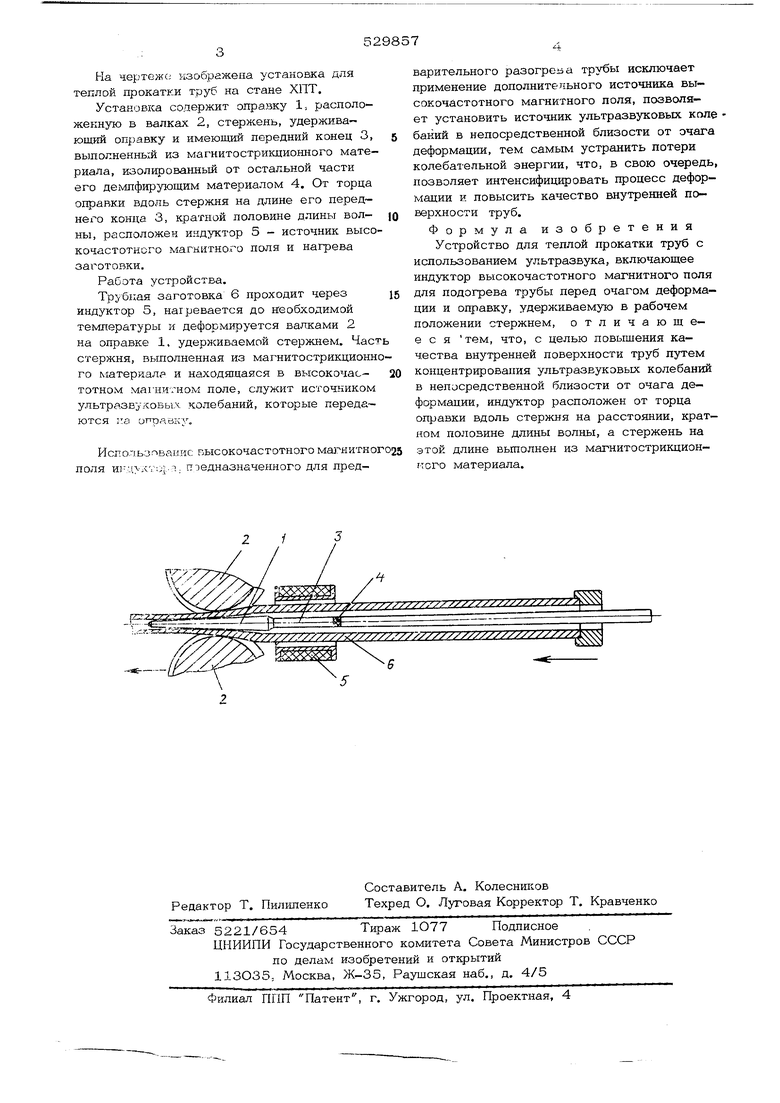
На чертеже изображена установка для теплой прокатки труб на стане ХПТ.
Установка содержит оправку i, расположенную в валках 2, стержень, удерживающий оправку и имеющий передний конец 3, выполненный из магнитострикционного материала, изолированный от остальной части его демпфирующим материалом 4. От торца оправки вдоль стержня на длине его переднего конца 3, кратной половине длины вол- ны, расположен индуктор 5 - источник высокочастотного магнитного поля и нагрева заготовки.
Работа устройства.
Трубная заготовка 6 проходит через
индуктор 5, нагревается до необходимой температуры и деформируется валками 2 на оправке 1, удерживаемой стержнем. Част стержня, выполненная из магнитострикционнго материал и находядаяся в высокочастотном магнитном поле, служит источником ультразвуковых колебаний, которые переда ются иа оправкл%
Испольо ванис высокочастотного ма : нитног поля ирц лт:;; Л; пэедназначенного для предварительного разогрей а трубы исключает применение дополнительного источника высокочастотного магнитного поля, позволяет установить источник ультразвуковых, кол бакий в непосредственной близости от очага деформации, тем самым устранить потери колебательной энергии, что, в свою очередь позволяет интенсифицировать процесс деформации и повысить качество внутренней поверхности труб.
Формула изобретения
Устройство для теплой прокатки труб с использованием ультразвука, включающее индуктор высокочастотного магнитного поля для подогрева трубы перед очагом деформации и оправку, удерживаемую в рабочем положении стержнем, отличающееся тем, что, с целью повышения качества внутренней поверхности труб путем концентрирования ультразвуковых колебаний в непосредственной близости от очага деформации, индуктор расположен от торца оправки вдоль стержня на расстоянии, кратном половине длины волны, а стержень на этой длине выполнен из магнитострикцион- гтсго материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для волочения труб с применением ультразвуковых колебаний инструмента | 1970 |
|
SU458357A1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ РАДИАЛЬНЫХ КОЛЕБАНИЙ РАБОЧЕГО | 1971 |
|
SU295587A1 |
| СПОСОБ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2310526C2 |
| Способ непрерывной прокатки труб | 1981 |
|
SU982830A1 |
| Способ периодичной прокатки труб | 1979 |
|
SU829227A1 |
| НЕПРЕРЫВНЫЙ СТАН ДЛЯ ХОЛОДНОЙ И ТЕПЛОЙ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ | 1961 |
|
SU145521A1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ТРУБ С ПРИМЕНЕНИЕМ РАДИАЛЬНЫХ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2004 |
|
RU2271889C1 |
| Устройство для волочения с ультразвуком | 1990 |
|
SU1773524A1 |
| Способ холодной прокатки труб | 1989 |
|
SU1724401A1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ С ПРИМЕНЕНИЕМ КОЛЕБАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116850C1 |
