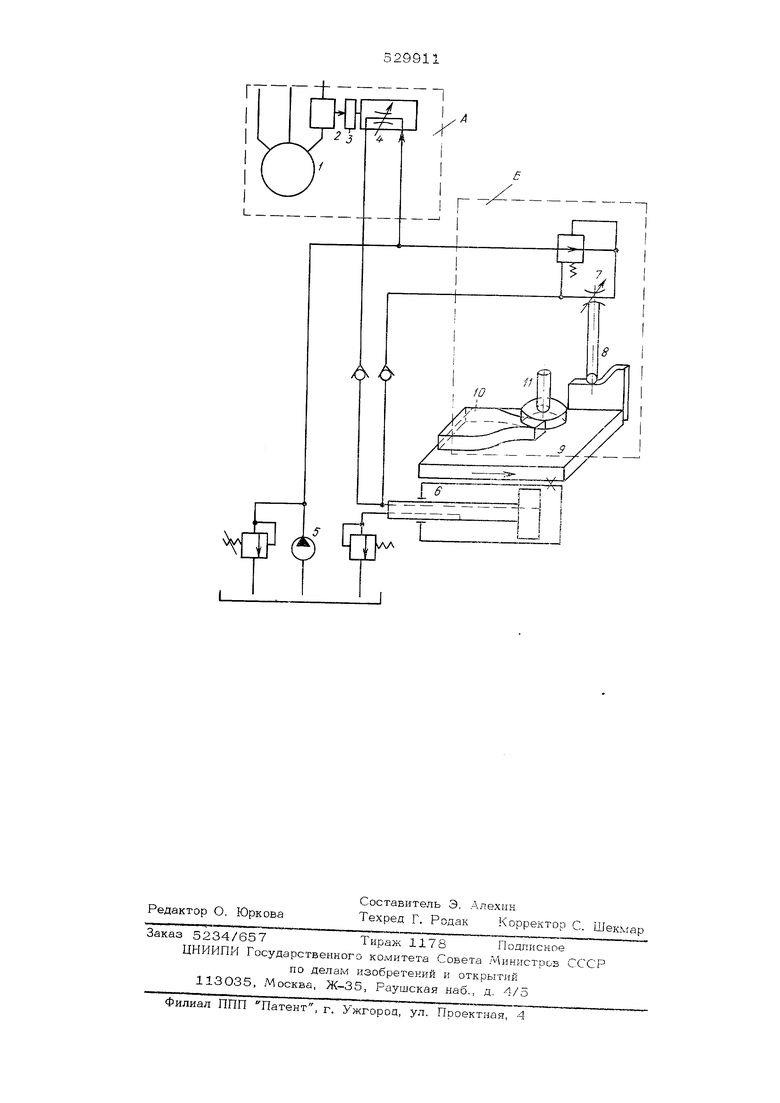
.54) УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛ |РОВАНИЯ ПОДАЧИ ПРИ ТОРЦОВОД1 ФРЕЗЕРОВАНИИ Контур А, схзуществляющий регулирование по току нагрузки, состоит из электродвигателя 1, датчика тока 2, блока автомагического регулирования 3 и дросселя 4. Контур Б, который осуществляет регулирование по изменяющемуся числу режущих зубьев, производит регулирование дополнительных объемов масла, поступающих от насоса 5 в гидродвигатель 6, Онсостоит из дросселя 7 с регулятором, кинематически связанного с программоносителем 8, жестко связанного со столом 9. Стол 9 с закрепленной на нем заготовкой Ю, взаимодействующей с инструментом 11, кинематически связан с гидродвигателем 6. Взаимосвязь работы контуров А и Б достигается тем, что объемы масла, поступающие по каждому контуру, идут в один и тот же гидродвигатель. Устройство работает следующим образом, Сигнал о величине тока нагрузки электродвигателя 1 от датчика 2 поступает в блок автоматического регулирования 3, где происходит его выпрямление, сравнение с заданным сигналом и усиление. Сигнал расе ог лас ования поступает на следящий золотник с электроуправлением, где соответственно ему происходит изменение проходного сечения золотника, подающего масло в гидродвигатель Контур Б регулирования по изменяющемуся числу режущих зубьев установлен в цепи, параллельной золотнику с электроуправлением Масло от насоса 5 через дроссели 4 и 7 поступает в гидродвигатель 6. При направлении подачи стола 9 с заготовкой 10 на инструмент 11, как это показано на чертеже, происходит увеличение ширины резания. При этом, если даже сохраняются неизменными глубина резания и твердость обрабатываемого материала, происходит увеличение тока нагрузки, что увеличивает управляющий сигнал рассогласования и, следовательно, уменьшает проходное сечение щелей золотника. Одновременно с этим копирное устройство 8, жестко связанное со столом, увеличивает проходное сечение дросселя 7 в гидравлической цепи управления по числу режущих зубьев так, чтобы суммарный объем масла, поступающего в гидродвигатель, остался неизменным. Система управления отрегулирована так, что при неизменной глубине резания и твердости обрабатываемого материала подача с изменением числа режущих зубьев остается постоянной. Формула изобретения Устройство автоматического регулирования подачи при торцовом фрезеровании, выполненное в виде контура, управляющего поступлением масла в гидродвигатель рабочего стола с заготовкой соответственно силовой характеристике процесса резания, и инструмента, отличающееся тем, что, с целью повышения производительности, в устройство введен контур регулирования объема масла, поступающего в гидродвигатель, с управлением от программоносителя (копира) по изменяющемуся числу режущих зубьев, причем этот контур включает дроссель с регулятором, кинематически связанный с программоносителем.

| название | год | авторы | номер документа |
|---|---|---|---|
| Стол копировальный | 1978 |
|
SU745651A1 |
| Гидравлический привод подачи стола фрезерного станка | 1989 |
|
SU1646718A1 |
| Зубофрезерный станок | 1973 |
|
SU510334A1 |
| Гидросистема | 1986 |
|
SU1530826A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Гидравлический привод | 1982 |
|
SU1121517A1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| УСТРОЙСТВО ДЛЯ БУРЕНИЯ АНКЕРНЫХ СКВАЖИН С ПРОМЫВКОЙ | 2006 |
|
RU2309238C1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| Электрогидравлический привод | 1975 |
|
SU608990A1 |