Настоящее изобретение относится к гидравлическим прессам с двумя расположенными во взаимно перпендикулярных плоскостях цилиндрами и предназначено для применения при ремонте и изготовлении буферных стержней и тарелок, шпренгельных тяг, а также упряжных крюков и других частей железнодорожного подвижного состава, с целью ускорения и удешевления стоимости этих работ. Для возможности осадки концов длинных деталей предлагаемый гидравлический пресс снабжен удлиненной фундаментной плитой с находящимся на ней упором. Установка имеет направляющие для передвижной поддержки (люнета) для обрабатываемых деталей.
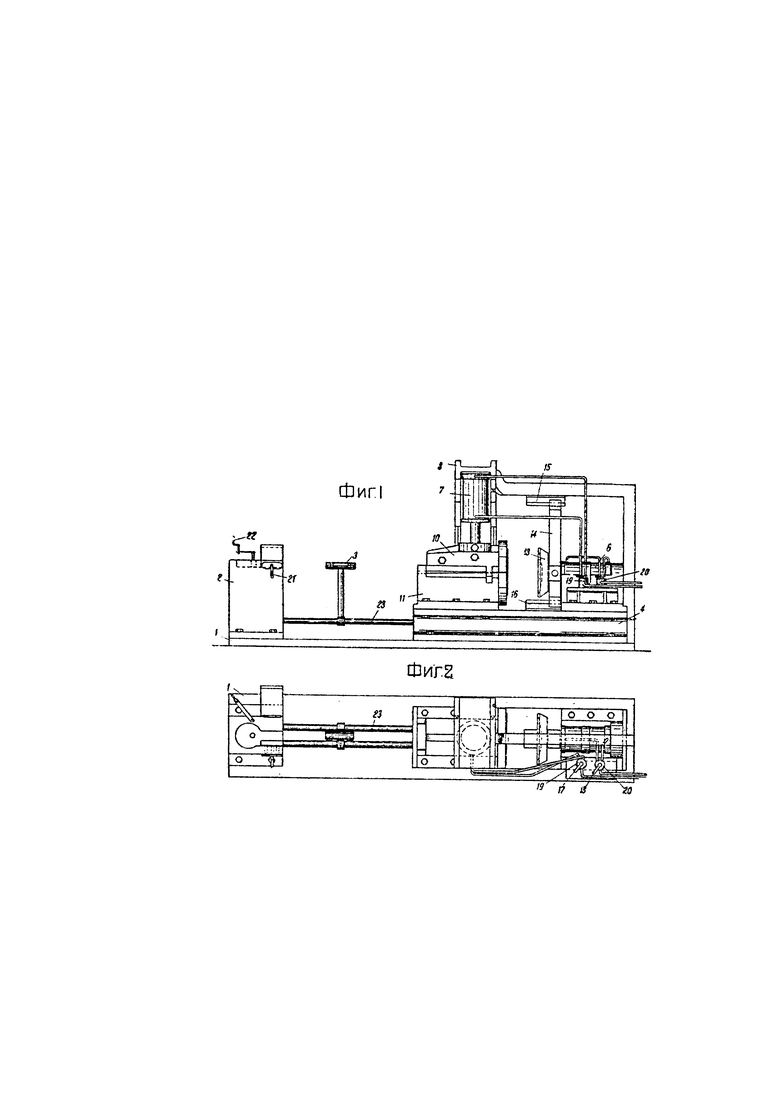
На чертеже фиг. 1 и 2 изображают схематический общий вид гидравлического пресса в двух проекциях.
Пресс монтирован на станине 4 сварной конструкции, установленной на фундаментной плите 1. Станина несет кронштейн 8, в котором укреплен вертикальный цилиндр 7 пресса. К штоку поршня цилиндра 7 при посредстве болтов прикреплен верхний подвижной штамп 10, служащий для правки стержней. Под ним находится прикрепленный наглухо к станине нижний штамп 11. Штампы снабжены сменными вкладышами. Правка стержней производится путем нажима верхнего штампа на стержень, уложенный на нижнем неподвижном штампе. Для правки буферных тарелок, осадки крюков и т.п. служит горизонтально расположенный цилиндр 6, к головке штока которого прикреплен штамп 13 со сменной фигурной частью. С целью правильного положения штампа 13 при работе и предупреждения перекоса он снабжен стойками 14, движущимися по параллелям 15, 16. Для обрезки заусенцев у вновь изготовленных тарелок имеются вставные ножи, прикрепляемые к штампу 13 (на чертеже не показанные). Срезка заусенцев производится в два приема, т.е. за один прием срезаются заусенцы с одной половины окружности тарелки, а за другой - остальная часть их.
Пресс снабжен двумя распределительными ручками 17, 18 (фиг. 3) для пуска жидкости при посредстве золотников, находящихся в коробках 19, 20, одновременно в оба цилиндра 6, 7 или в последовательном порядке, в зависимости от характера производимых операций по обработке деталей В удлиненной части фундаментной плиты установлен упор 2 в виде тумбы, предназначенный для осадки концов длинных деталей. В направляющих 23 находится передвижная поддержка (люнет) 3. При ремонте крюка его головка закладывается в в углубление упора 2 и закрывается крышкой, запираемой защелкой 21 и винтовым прижимом 22. Стержень крюка располагается в поддержке 3. Осадка производится при помощи штампа 13 цилиндра 6. При изготовлении же нового крюка конец его зажимается посредством вертикального цилиндра 7, а осадка также осуществляется штампом 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для соединения полос | 1984 |
|
SU1304961A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫСАДКИ КОНЦОВ МЕТАЛЛИЧЕСКИХ СТЕРЖНЕЙ ПЕРЕД ИХ СОЕДИНЕНИЕМ | 2005 |
|
RU2328358C2 |
| Способ изготовления заготовок балок картеров и автоматическая линия для его осуществления | 1987 |
|
SU1500427A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Гидравлический пресс для изготовления колес | 1940 |
|
SU63615A1 |
| Устройство для удаления деталей из рабочей зоны пресса | 1988 |
|
SU1659157A1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| СПОСОБ И УСТРОЙСТВО ВЫПРЯМЛЕНИЯ И ЗАЧЕХЛОВКИ ДЕФОРМИРОВАННЫХ ПО ДЛИНЕ ОТРАБОТАВШИХ ДЕФЕКТНЫХ СТЕРЖНЕЙ УПРАВЛЕНИЯ И ЗАЩИТЫ | 2020 |
|
RU2739902C1 |
| Установка для сухого двустороннего прессования кирпича | 1938 |
|
SU58229A1 |
Гидравлический пресс для обработки длинных деталей с двумя расположенными во взаимно перпендикулярных плоскостях цилиндрами, отличающийся применением на общей плите упора для возможности осадки концов длинных деталей.
