Изобретение касается холодной ковки, также известной как «высадка», длинных металлических стержней, в частности холодной ковки деформированных стальных стержней арматуры, используемой для крепежа железобетонных конструкций.
Известно, что стальные стержни с трудом поддаются обработке механическим способом не только по причине своей длины и веса, но также из-за широкого разнообразия форм, размеров, химического состава, предела прочности, плотности и других соответствующих механических характеристик.
Однако данные стержни требуют механической обработки с целью обеспечения безотрывности крепежа в бетонных конструкциях. Указанная безотрывность крепежа должна обеспечиваться без ухудшения свойств и характеристик самих стержней в местах их соединений, которые производятся удобным и экономичным способом.
Первый способ, применяемый для обеспечения удобного и экономичного соединения, заключается в изготовлении резьбы на концах стержня, как показано на фиг.1, с тем чтобы соединить их с другим стержнем посредством соединителя с внутренней резьбой. Подобное решение имеет недостаток, который заключается в уменьшении полезных характеристик стержня в месте соединения по причине сокращения площади поперечного сечения, возникающего из-за нарезки резьбы.
Данный способ был усовершенствован путем изготовления конической, а не цилиндрической резьбы, как показано на фиг.2. Используя преимущества эффекта механического захвата конического соединения, соединитель стержня с конической резьбой позволяет достичь характеристик, приближенных к свойствам самого стержня, что позволяет данному способу являться лидером среди систем, применяемых в настоящее время на рынке.
Тем не менее, обеспечивая предел прочности, сравнимый с характеристиками самого стержня, коническая резьба не позволяет добиться пластичности, свойственной стержню, по причине неустойчивого характера разрушения при нагрузках на растяжение.
Для преодоления данного недостатка разработана технология усиления конца стержня до непосредственного изготовления на нем резьбы, что позволило сократить площадь поперечного сечения применяемых стержней в местах их соединений.
Подобное усиление в виде утолщения лучше всего осуществляется путем ковки, но, к сожалению, отсутствие промышленных средств не позволяет осуществлять ее эффективным и экономичным способом. В действительности, существующие ковочные машины были разработаны для машиностроения, а не для строительства.
Материалы, используемые в машиностроении, имеют ровные и точные размеры, а также однородные характеристики разных партий материала. В отличие от этого производители деформированных стержней для крепежа бетона руководствуются не точными размерами, а допустимыми отклонениями по массе до 5% от произведенного тоннажа. Более того, нормативные документы и тенденции, относящиеся к используемым сортам стали, к формам, размерам ребер и поверхности, сильно разнятся от страны к стране. Данные причины делают использование ковочного оборудования для машиностроения невозможным для указанных целей.
Целью данного изобретения является создание ковочной машины, способной подготовить деформированные стальные стержни для последующей нарезки резьбы и обладающей универсальностью, которая позволит использовать любые сорта стали, а также форму и размеры стержней. И все это с сохранением удобства и экономичности использования.
Согласно изобретению ковочная машина для обработки стальных арматурных стержней, предназначенных для соединения между собой посредством соединителя с внутренней резьбой, характеризуется наличием приспособлений для высадки концов деформированных стальных стержней, а форма и конструктивные особенности позволяют длинным изделиям проходить по крайней мере с одной стороны машины. Для обеспечения ковочного усилия на длинное изделие в машине предусмотрен механизм крепления стержня в заданном положении. И, наконец, предложен ковочный штамп, пригодный для работы со стержнями, обладающими различными характеристиками.
Другое немаловажное преимущество изобретения заключается в возможности использования лицевой поверхности ковочного поршня в сдвинутом внутрь положении в качестве стопорного механизма для материала, подвергающегося ковке. Таким образом, регулировка положения отвода указанного ковочного поршня позволит регулировать объем материала, идущего на изготовление формы.
Таким образом, заявленное изобретение относится к ковочному прессу для холодной ковки металлических арматурных стержней, предназначенных для использования в механическом соединении двух коаксиально расположенных арматурных стержней с резьбой на конце соединителем с внутренней резьбой, характеризующемуся тем, что пресс содержит устройство для холодной высадки концов деформированных арматурных стержней с получением утолщений, предназначенных для образования на них резьбы.
В одном варианте устройство для холодной высадки содержит размещенные в одном корпусе устройство для ковки и устройство для зажима арматурного стержня. Также возможно, что пресс содержит станину, выполненную в виде пластин, скрепленных напряженными стержнями. В предпочтительном варианте устройство для холодной высадки содержит ковочный цилиндр с ударным поршнем и направляющую для предотвращения вращения последнего.
Далее предусмотрено, что устройство для холодной высадки содержит ковочный цилиндр с ударным поршнем, выполненный с возможностью регулирования положения отвода для регулирования объема материала арматурного стержня, подвергающегося высадке.
Целесообразно, если устройство для холодной высадки содержит ковочный цилиндр с ударным поршнем, выполненным с насечкой для центрирования конца арматурного стержня во время ковки.
Далее предпочтительно, если устройство для холодной высадки содержит ковочный цилиндр с ударным поршнем, который выполнен с клеймом маркировки для нанесения ее на конец арматурного стержня во время ковки.
В следующем варианте реализации ковочное устройство для холодной высадки содержит ковочный штамп и ковочный цилиндр с ударным поршнем, а пресс снабжен датчиком для автоматической остановки процесса ковки до момента соприкосновения ударного поршня с ковочным штампом.
Ковочный пресс может содержать монолитную станину, а устройство для холодной высадки может содержать расположенные внутри станины устройство для ковки и устройство для зажима арматурного стержня.
Далее предпочтительно, если устройство для холодной высадки содержит устройство для ковки и устройство для зажима арматурного стержня, имеющие один цилиндр для зажима арматурного стержня и осуществления ковки.
Ковочный пресс может быть снабжен средствами транспортировки и встроенной гидравлической системой, а также может быть выполненным с возможностью действия в обратном направлении для создания предварительного напряжения арматурного стержня.
В другом аспекте изобретение относится к механическому соединению арматурных стержней, содержащему два коаксиально расположенных металлических арматурных стержня с резьбой на концах и соединитель с внутренней резьбой (известному из US 5411347 А, F16B 7/18, 02.05.1995), которое усовершенствовано тем, что концы арматурных стержней выполнены с утолщением, полученным холодной высадкой на упомянутом ковочном прессе, а резьба расположена на упомянутых утолщениях.
Также предлагается способ изготовления механического соединения металлических арматурных стержней посредством соединителя с внутренней резьбой, соединяющего два коаксиально расположенных арматурных стержня, включающий образование резьбы на концах арматурных стержней, в котором до образования резьбы осуществляют холодную высадку концов арматурных стержней на упомянутом ковочном прессе, а резьбу образуют на упомянутых утолщениях.
В следующем аспекте заявленное изобретение относится к ковочному штампу для упомянутого ковочного пресса, характеризующегося тем, что он выполнен с продольным каналом по всей длине для обеспечения работы с длинными арматурными стержнями.
Ковочный штамп, предпочтительно, выполнен с выемкой, имеющей участок расширения. Далее ковочный штамп может быть выполнен с возможностью обеспечения зажима арматурного стержня или с возможностью обеспечения ковки стержней, имеющих разные размеры. Предпочтительно, если ковочный штамп выполнен с расширенным каналом для высадки концов арматурных стержней, способных удерживать соединитель, длина которого по меньшей мере в 1,6 раз превышает диаметр резьбы на конце арматурного стержня.
Изобретение также относится к механическому соединению арматурных стержней, содержащему арматурные стержни с резьбой на концах и соединитель с внутренней резьбой, в котором концы арматурных стержней выполнены с утолщением, полученным холодной высадкой в упомянутом ковочном штампе, а резьбы расположены на упомянутых утолщениях с продолжением по меньшей мере на одном из арматурных стержней в область ребер, имеющихся на стержне.
Функционирование данного изобретения детально представлено посредством нижеследующего описания, дополненного чертежами. Данная информация демонстрирует лишь пример реализации изобретения и не претендует на полную демонстрацию его возможностей.
На фиг.3 ковочная машина представлена в определенном конструктивном исполнении. Устройства для ковки 1 и зажима 2 размещены в одном корпусе 3.
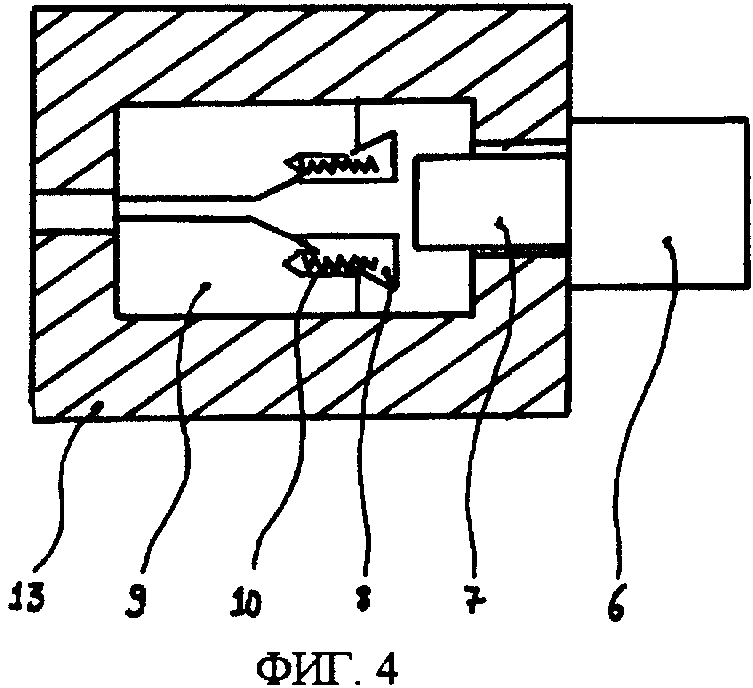
Устройства для ковки и зажима могут находиться в приблизительно перпендикулярном расположении, как показано на фиг.3, или почти в параллельной конфигурации (фиг.4). Конструктивное исполнение, показанное на фиг.3, содержит устройство для ковки, имеющее цилиндр 4 с гидравлическим приводом. Устройство зажима содержит другой цилиндр 5 с гидравлическим приводом. В модификации, показанной на фиг.4, единственный цилиндр 6 активизирует поршень 7 как ковочного, так и зажимного устройств. Ковочное и зажимное устройство 8 может убираться в собственный кожух 9. Средство 10, которым могут являться пружины, приводит в исходное положение ковочное и зажимное устройства по окончании рабочей операции.
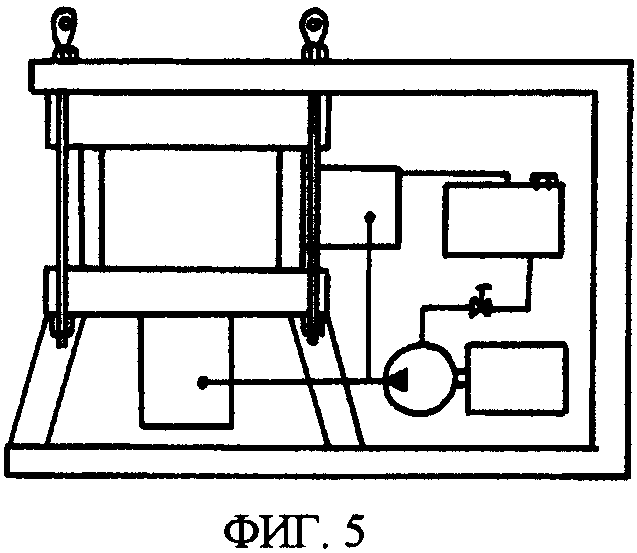
Станина машины может изготавливаться из пластин 11, скрепленных затяжками 12 (фиг.3). Корпус может выполняться в виде отдельной части, монолитной или сварной, как представлено в конструктивном исполнении на фиг.4. Учитывая тот факт, что обрабатываемые длинные стержни имеют значительный вес, гораздо более эффективно доставлять машину к самим стержням, будь то на сталепрокатном заводе, трубном производстве или прямо на строительной площадке, чем перемещать стержни к самой машине. Поэтому корпус последней может быть снабжен средствами подъема, как показано на фиг.5. На той же фиг.5 показано конструктивное исполнение, в котором силовая установка удобно расположена внутри станины или корпуса машины.
Другое преимущество изобретения заключается в ковочном устройстве, показанном на фиг.6, где штамп 14 имеет проходной канал 15, предназначенный для приблизительно определенного размера длинного стержня, подвергающегося обработке, так что указанный стержень может проходить через данное обжимное устройство. Устройство имеет также более широкую выемку 16, приблизительно соответствующую размеру расширения и целью которой является надежное закрепление конца стержня до нарезки резьбы.
Для вставки деформированных стержней различной величины и размеров, а также стержней с различными формами и размерами ребер указанная выемка может быть снабжена пазами 17, как показано на фиг.7. Показанные пазы позволяют нестандартным краям больших стержней выходить наружу, не допуская создания избыточного механического давления как внутри конца стержня, так и в ковочном устройстве.
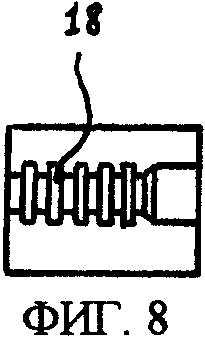
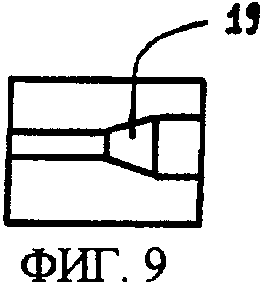
Проходной канал может быть снабжен захватывающими зубьями 18, как показано на фиг.8, для улучшения зажимного действия. Для возможности работы с деформированными стержнями, имеющими различные механические свойства и формы, могут поставляться ковочные механизмы с выемкой, имеющей участок 19 расширения, как показано на фиг.9.
В некоторых случаях, например, когда тяжесть стержней не позволяет обеспечить их вращение или когда их расположение или конфигурация на стройплощадке затрудняют или делают невозможным их вращение, оказывается удобной возможность полностью привинтить соединитель с внутренней резьбой на один из присоединяемых стержней. Данное изобретение позволяет легко решить эту проблему посредством продолжения резьбы конца стержня в область ребер, расположенных за зоной высадки, за счет чего обеспечивается фиксация соединителя, так как резьбы проходят в область ребер, или в удлиненной зоне высадки у ковочного устройства, имеющего удлиненную выемку 20, как показано на фиг.10.
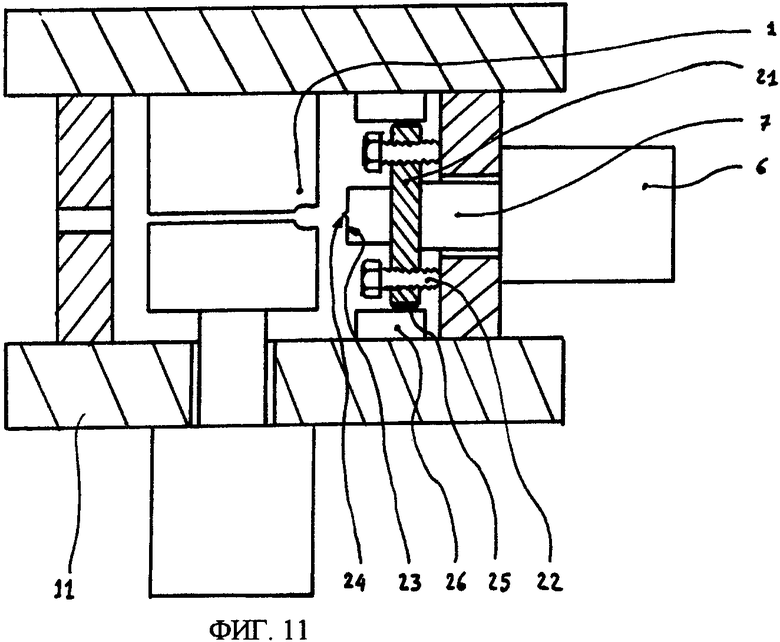
Другим преимуществом предложенного устройства является способность работать со стержнями различных размеров и форм благодаря легкорегулируемой величине хода. Работа стандартных промышленных ковочных прессов регулируется давлением их силовых установок. Величина их хода может быть отрегулирована за короткое время квалифицированными специалистами, что труднодостижимо в условиях строительной площадки. Настоящее изобретение позволяет решить данную проблему посредством простого устройства, показанного на фиг.11, обращению и работе с которым можно обучить простого рабочего, будь то на сталепрокатном заводе, трубном производстве или стройплощадке, в котором суппорт крепится на ударном поршне 7 ковочного цилиндра 6. Устройство 22 регулировки величины хода устанавливается на данный суппорт, обеспечивая желаемую ковочную длину между крайней точкой 23 поршня 7 и ковочным устройством 1. При этом достаточно просто вставить стержень до крайнего упора ковочного поршня с тем, чтобы получить необходимую длину ковки. Конструктивное исполнение, показанное на фиг.11, относится к механическому типу, но представлено только в качестве иллюстрации и не является ограничивающим. Другая регулировка величины хода, электрическая или иная, которую со временем разработает производитель, также применима в данном изобретении.
Другим преимуществом изобретения, показанного на фиг.11, является использование маркировки и рельефных форм 24, которые могут наноситься на поверхность крайних точек 23 ковочного поршня 7, например, с целью оставить след маркировки или фирменного наименования на обрабатываемых стержнях или даже решить проблему непрочных или изогнутых стержней, которые могут подвергнуться деформации под напряжением сжатия. В прошлом дополнительный процесс маркировки каждого стержня был слишком дорогостоящим и единственная отметка производственной серии обеспечивалась маркировкой, наносимой на каждую партию. Идентификация партий, не говоря об отдельных стержнях, не могла не приводить к ошибкам, при том что некоторые стержни могли просто выпасть из общей партии или быть оставлены без внимания, что безусловно вело к потере возможности их проследить. Маркировка также была подвержена повреждению во время работы или транспортировки крюками кранов или в кузовах грузовиков. Маркировка из чернил также портилась из-за воздействия дождевой влаги и солнечных лучей.
Другим преимуществом изобретения, показанного на фиг.11, является использование устройства 25, которое предупреждает вращение ковочного поршня 7 при работе. В действительности, в отличие от промышленных деталей, сырье которых точно подготавливается исходя из требуемых критериев формы и размеров, деформированные стержни отличаются неровными концами, возникающими в результате изгибов, распилки и обрезки. Данные неровности на концах стержней создают неравномерное усилие во время ковки, которое передается на головку поршня, заставляя его вращаться преимущественно в направлении данного усилия. Указанная проблема решается посредством устройства 25, выполненного в виде подвижных накладок, скользящих по направляющей кулисе 26, закрепленной на станине.
Существует множество иных вариантов применения изобретения, которые известны соответствующим специалистам. Например, это может касаться использования машины в обратном направлении, как показано на фиг.12. Разъемное соединение 27 крепится на поверхности крайней части 23 поршня 7 ковочного цилиндра 6 и может закрепляться или накручиваться на конец или конец с резьбой 28 стержня 29. Таким образом имеется возможность вытягивания стержня с резьбой, что может понадобиться, например, для его выпрямления или предварительного натяжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ВЫСАДКИ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С УСТУПАМИ, ТАКИХ КАК ВАЛЫ ИЛИ СТЕРЖНИ | 2015 |
|
RU2614224C2 |
| СПОСОБ КОВКИ С ОСАЖИВАНИЕМ БУРИЛЬНЫХ ТРУБ | 2014 |
|
RU2669961C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКИХ ПОВОРОТНЫХ РЕЗЦОВ | 2016 |
|
RU2626481C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| СПОСОБ ОБРАБОТКИ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2016 |
|
RU2628803C1 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Бурозаправочный станок | 1937 |
|
SU53846A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |






Изобретения относятся к оборудованию и технологической оснастке для соединения коаксиально расположенных арматурных стержней. Концы стержней выполнены с утолщением, имеющим резьбу. Для соединения стержней предназначен соединитель, имеющий внутреннюю резьбу. Утолщения на концах стержней получают на ковочном прессе, оснащенном устройством для холодной высадки концов арматурных стержней. В качестве указанного устройства для высадки используют ковочный штамп, имеющий продольный канал по всей длине для обеспечения работы с длинными арматурными стержнями. В результате обеспечивается расширение технологических возможностей используемого оборудования при сохранении удобства эксплуатации и экономичности. 5 н. и 15 з.п. ф-лы, 12 ил.
| US 5411347 А, 02.05.1995 | |||
| Многооперационная горизонтально-ковочная машина | 1958 |
|
SU118068A1 |
| Способ стыкового соединения арматурных стержней | 1985 |
|
SU1285130A1 |
| КЛИШЕ ДЛЯ МАСТИЧНОГО ШТЕМПЕЛЯ | 2002 |
|
RU2231449C1 |
| US 5067844 А, 26.11.1991 | |||
| US 4473738 А, 25.09.1984. | |||

