1
Изобретение относится к технологическому оборудованию для изготовления электрических машин, а именно для осадки секций обмотки якорей, и может быть иопользовано в электротехнической промышленности.
Известно устройство для осадки секций обмотки якорей электрических машин, содержащее цилиндрическую -стальную обечайку и фасонные пуансоны, перемещаемые в радиальных нацравляющих пазах крышек. Недостатком известного устройства является ограниченность его применения, так как для каждого типоразмера пригодно только индивидуальное устройство, и низкое качество осадки за счет недостаточного удельного давления.
Известно и другое устроЙ1ство для осадки секций обмотки якорей электрических мащин, содержащее стальную обечайку, в которой закреплены гидравлические цилиндры, штоки которых снабжены прижимными кулачками, фасонные пуансоны, перемещаемые в радиальных пазах, выполненных в сменных кассетах.
Это устройство является наиболее близким к изобретению ло технической сущности и достигаемому результату. Недостатком этого устройства является низкая производительность за счет повторных 3ainpeocOiBOK секций обмотки, так как за одну опрессовку устройство не позволяет охватить все пазы якоря, а
также не обеспечивает олрессовку секций обмотки независимо от количества пазов якоря. Целью изобретения является повышение производительности путем одновременной осадки всех секций обмотки якоря и универсальности устройства путем опрессовки секций обмотки независимо от количества пазов. Указанная цель достигается тем, что прижимные кулачки выполнены с выступами и впадинами и собраны так, что выступ одного кулачка размещен во впадине другого, образуя непрерывный бандаж, взаимодействующий с фасонными пуансонами. .
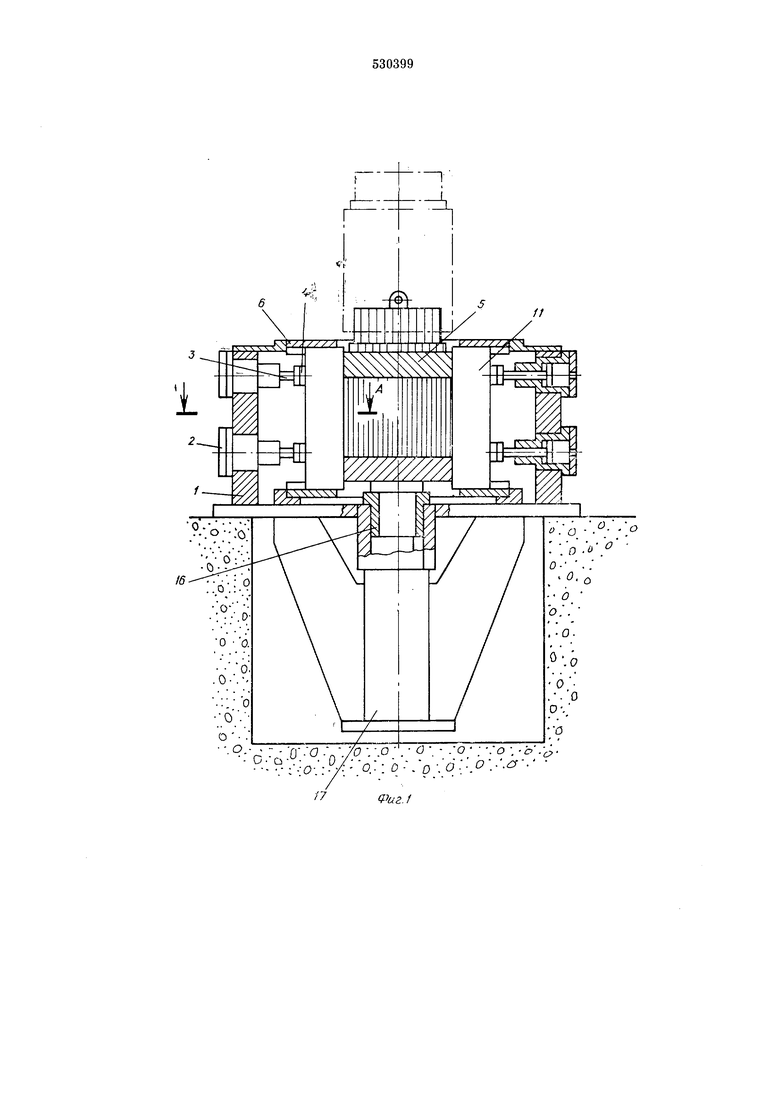
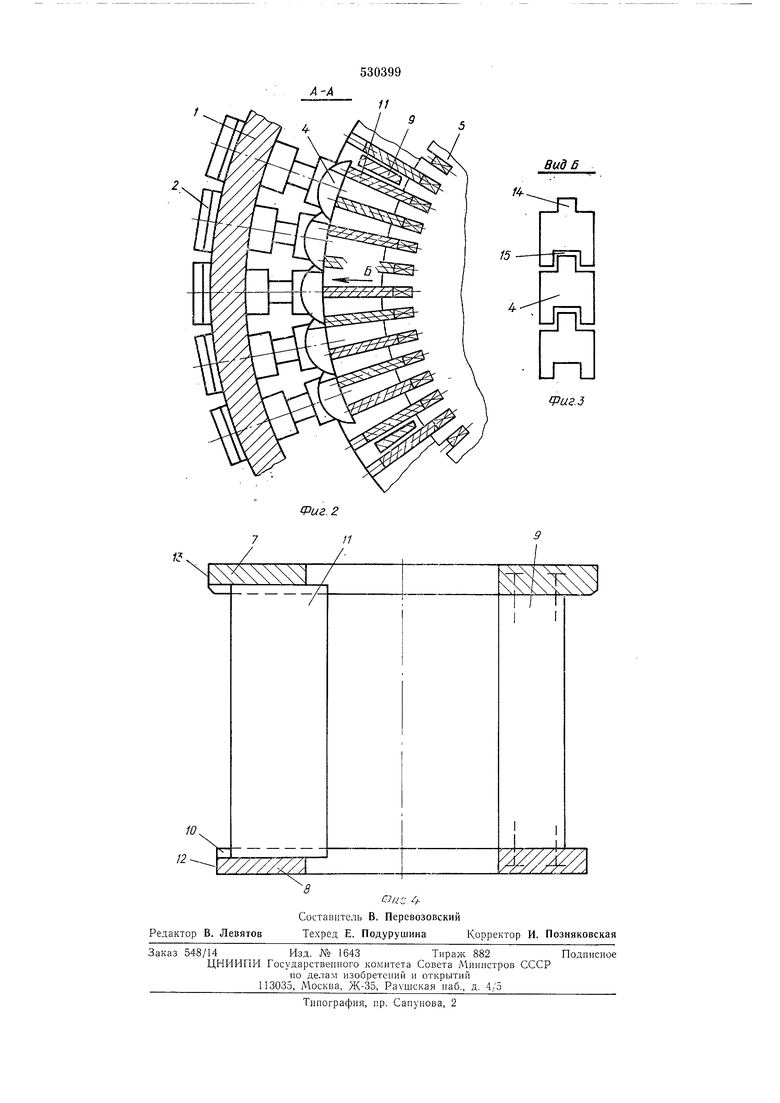
Иа фиг. 1 изображено устройство для осадки секций обмотки; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2; на фиг. 4 - сменная кассета с пуансонами.
В цилиндрической стальной обечайке 1 за креплены в два ряда равномерно распределенные по окружности гидравлические цилиндры 2. Штоки 3 цилиндров связаны с прижимными самоустанавливающимися кулачкпми 4.
Виутри обечайки в зависимости от типоразмера якоря 5 устанавливаются сменные кягсеты 6. Сменная кассета (фиг. 4) состоит из верхнего 7 и нижнего 8 дисков, соединенных с помощью стоек 9. На дисках выполнены радиальные направляющие пазы 10, в которых
перемещаются пуансоны 11, непосредственно воздействующие на оенции обмотки якоря.
Количество пуансонов 11 кассеты 6 соответствует количеству пазов якоря. Ковцентрично.сть кассеты относительно якоря обеспечивается с ЛО.МОЩЬЮ двух центрирующих ПОЯ1СКОВ
12 и 13 нижиего 8 и верхнего 7 дисков. Конструюция прижимных кулач-ков 4 (фит. 2, 3) обеапечивает взаимное перекрытие зон, на которые они произ1водят давление, за счет наличия на кулачках выступов 14 и В1падин 15 (фиг. 3). Это дает возможность производить осадку секций независимо от количества пазов в Якоре.
Описанное устройство работает следующим образом. В специальное гнездо 16 устанавливают якорь 5 (фиг. 1). Поворотом якоря пазы его размещают против пуансонов 11 кассеты 6. В этом положении якорь фиксируют. Подъемный механизм 17 опускает якорь в рабочую позицию. При подаче рабочей жидкости в гидравлические цилиндры 2 штоки 3 перемещают .прижимные кулачки 4, которые через фасонные пуансоны 11 передают давление на секции обмотки якоря. В таком положении якорь выдерживают в течение определенного технологическим процессом времени. После окончания процесса осадки штоки цилиндров отводят в исходное положение переключением направления подачи рабочей жидкости в цилиндрах. Пуансоны кассеты возвращаются в исходное положение под действием пружин (на чертеже не показаны).
Подъемный механизм 17 поднимает якорь в установочную позицию. После снятия готового якоря и установки нового цикл повторяется.
Для осадки секций якоря другого типоразмера достаточно заменить кассету 6 с пуансонами 11.
Эффективность применения данного устройства по сравнению с существующими конструкциями заключается в одновременной осадке всех секций обмотки якоря и опрессовки их независимо от количества пазов якоря, что повышает производительность и придает универсальность устройству.
Формула изобретения
Устройство для осадки секций обмотки якорей электрических машин, содержащее стальную обечайку, в которой закреплены гидравлические цилиндры, штоки которых снабжены прижимными кулачками, фасонные пуансоны, перемещаемые в радиальных пазах, выполненных в сменных кассетах, отличающеес я тем, что, с целью повышения производительности путем одновременной осадки всех секций обмотки якаря и универсальности устройства путем опреасовки секций обмотки независимо от количества пазов, прижимные кулачки выполнены с выступами и впадинами и собраны так, что выступ одного кулачка размещен .во впадине другого, образуя непрерывный бандаж, взаимодействующий с фасонными пуансонами.
О .
Т-г; п7 --°. - . -.. --:--;о-;:У-;о о-/р -.о:-.с.-.-
.1
В ид б
14--т
15
И
4fpus.3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для опрессовки обмоток якорей электрических машин | 1978 |
|
SU720628A1 |
| Устройство для осадки секций обмотки якорей электрических машин | 1985 |
|
SU1275670A1 |
| Устройство для осадки секций обмотки якорей электрических машин | 1978 |
|
SU758403A1 |
| Устройство для осадки секций обмоток якорей электрических машин | 1950 |
|
SU93821A1 |
| Ручной механизм для опрессовки кабельных наконечников | 1973 |
|
SU526978A1 |
| Устройство для запрессовки игл в канюли | 1987 |
|
SU1426740A1 |
| Механизированная пресс-форма | 1978 |
|
SU765942A1 |
| Автомат для изготовления биполярных электродов химического источника тока | 1980 |
|
SU877654A1 |
| Станок для обработки цилиндрическихиздЕлий | 1977 |
|
SU848109A1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
11
If
