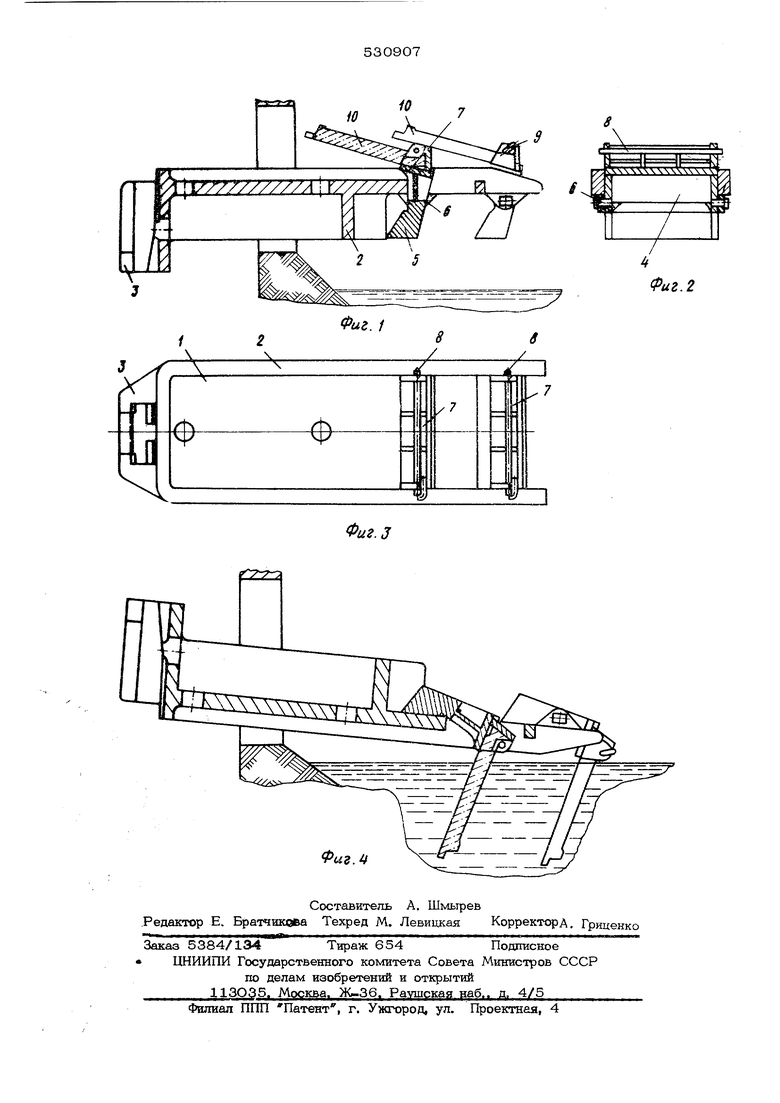
(54) УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ В ПЛАВИЛЬНУЮ ПЕЧЬ МЕТАЛЛИЧЕСКИХ РАСКИСЛИТЕЛЕЙ
для крепления к хоботу завалочной машины На противоположном конце лотка 1 шарнирно закреплены собственно устройства 4 для зажима и фиксации чушек раскислителя в определенном положении. Устройства 4 представляют собой балансиры 5, совершающие колебательное движение на оси 6. Чущки раскислителей устанавливаются в гнезда 7 балансира 5 и закрепляются штырями 8, которые для предотвращения от выпадания в момент кантовки, имеет загнутый упругий конец - защелка 9,
Устройство работает следующим образом.
Лоток 1 в положении загрузки чушек располагается на стеллаже. В гнезда 7
укладываются чущки раскислителя Ю и закрепляются щтырями 8, которые фиксируются от выпадания защелками 9,
При таком положении чушек за счет
силы тяжести балансира они удерживаются в положении минимального габарита по высоте. Хобот Завалочной машины вводится в зацепление замка 3 и лоток подается к печи. В таком положении лоток 1 вводит- ся в печь (фиг. 1), где поворачивается вокруг продольной оси на 180 . За счет перемещения балансиров 5 около оси 6 чушки занимают положение почти вертикальное и путем опускания лотка вниз они погружаются в расплавленную ванну. Спустя 30-40 сек. лоток поднимается на 25О-300 мм и выводится из печи, затем кантуется на 180 и укладывается на стеллаж.
Использование опытного образца предлагаемого устройства показало, что длительность операций по загрузке чушек алюминия и раскисления металла в 60-тонной
печи при использовании 3 - тонной завалочной машины составляет, сек:
Установка 6 чушек алюминия10 О
Захват хоботом лотка и его подача к печи15
Подача лотка в печь 1О
Кантование лотка2
Погружение чушек алюминия в расплавленный металл и вьщержка 30 Вывод лотка из печи8
Установка лотка на стеллаж15
Общая продолжительность операции по раскислению металла в печи алюминием составляет 3 мин.
Результаты опробования устройства для раскисления стали марки 20 ФЛ в печи алю минием показали, что при введении 165 кх алюминия на 1 т стали имело место полное успокоение ванны в течение всего периода раскисления и легирования. При этом сократился угар элемента: марганца - в два, а кремния - в полтора раза. При присадке ванадиевого сплава в печь усвоение ванадия составило 95%.
Формула изобретения
Устройство для введения в плавильную печь металлических раскислителей, содержащее навешенный на хобот завалочной ма. шины металлический лоток с узлом крепления раскислителей, отличающееся тем, что, с целью принудительното погружения в металлическую ванну раскислителей с меньшей плотностью, чем металлическая ванна, узел крепления раскислителей выполнен в виде балансирного механизма, насаженного на ось и имеющего фиксирующие штыри.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для введения в поток металла металлических раскислителей | 1980 |
|
SU947198A1 |
| Устройство для введения в поток металла металлических раскислителей | 1986 |
|
SU1447873A2 |
| Мульда | 1986 |
|
SU1379583A2 |
| Мульда | 1981 |
|
SU1016649A1 |
| Шихта для получения легирующего,раскисляющего и рафинирующего расплава | 1985 |
|
SU1275047A1 |
| Способ внепечной обработки стали и мартеновская печь | 1980 |
|
SU910793A1 |
| Способ выплавки стали | 1980 |
|
SU899662A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ МЕТАЛЛИЧЕСКОГО ЛОМА | 1970 |
|
SU260646A1 |
| Способ выплавки высококачественных сталей и сплавов | 1978 |
|
SU865928A1 |
| ЛИНИЯ ЗАГРУЗКИ ПЛАВИЛЬНОЙ ПЕЧИ | 1991 |
|
RU2035681C1 |