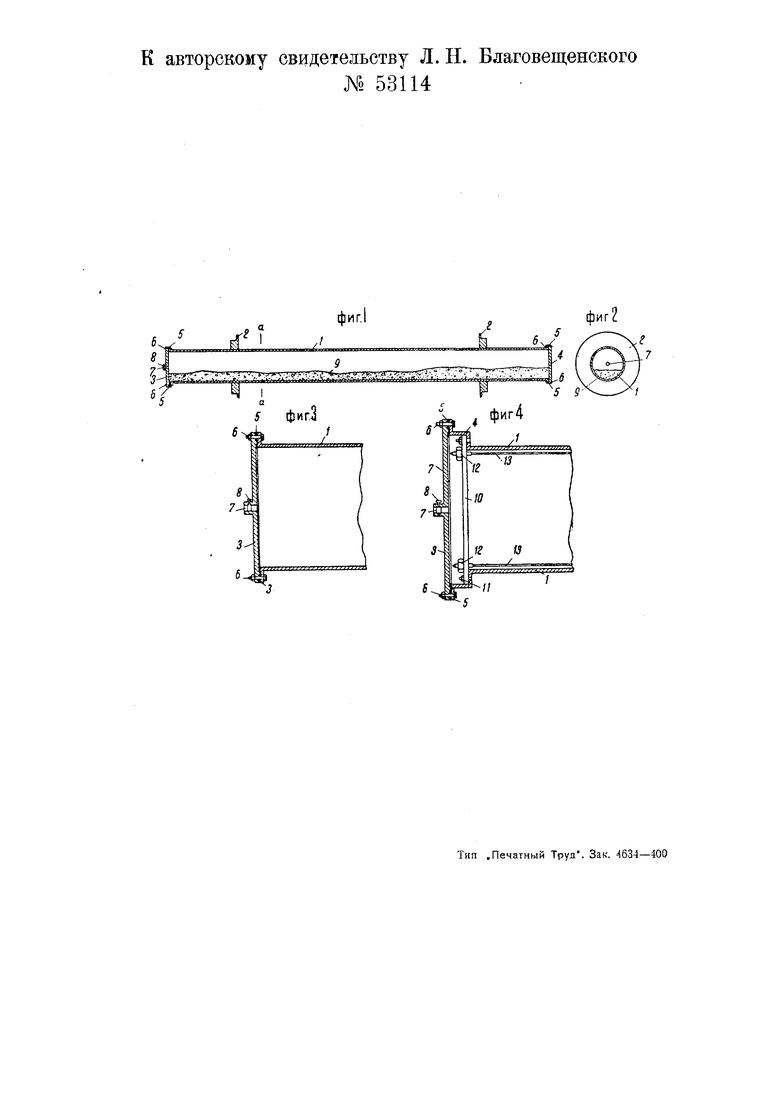
л. Н. Благ Способ изготовлени Заявлено 14 июня 1937 года за № от 9 июня 1937 г Опубликовано Одним из современных методов изготовления высокопрочных бетонных изделий является способ центрофугирования. Практикой доказана высокая эффективность конструкций из бетона,изготовленных способом центрофугирования и армированных с предварительным напряжением (напряженное армирование). Архитектурное оформление этих конструкций, например, колонны с наружным слоем из мраморной крошки, отличается эстетичностью внешнего вида, долговечностью службы и дешевизной. Предлагаемый способ имеет целью изготовление высокопрочных, малоусадочных бетонов и основан на принципе центрофугирования бетонной смеси в форме под вакуумом. На схематическом чертеже фиг. 1 изображает продольный разрез формы для осуществления предлагаемого способа изготовления бетонных изделий; фиг. 2-поперечЕ1ый разрез ее по аа фиг. 1; фиг. 3-соединение планшайбы с формой при изготовлении бетонных конструкций; фиг. 4- то же при изготовлении напряженно Зареги изобре рировано в Бюро последующей регистрации ний Госплана при СНК СССР ИМИТЕЙ ещенский. JTMSRE бетонных издел -- 1 ,§СЕч:о г Я П-8564, с присоединением а за № ТП-8884. мая 1938 года. армированных железобетонных TiOH струкций. При обычном способе изготовления бетонных изделий путем центрофугирования металлическая форма центробежного станка для изготовления конструкций круглого сечения представляет собой цельнотянутую металлическую трубу с насаженными на нее в разогретом состоянии бандажами. К торцам трубы на болтовом соединении крепятся планшайбы, представляющие собой диски с отверстием для введения бетона внутрь формы. Технологический процесс изготовления конструкции протекает в следуюш,ей последовательности. Форма с надетыми на нее планшайбами устанавливается на ролики центробежного станка. Затем в форму, с помощью ложкообразных питателей, вводится парафин в жидком состоянии (при температуре 80°) и форме сообщается вращение (примерно 500 об/мин.). В результате 3-минутного вр.ащения парафин ложится ровным слоем на внутреннюю поверхность формы. Толщина слоя парафина, примерно, 1,0- 1,5 мм.
Помощью ложкообразных питателей в форму вводится бетонная смесь и осуществляется центрофугирование. Продолжительность центрофугирования обычно 7 - 8 мин. при числе 600-800 об/мин.
Далее изготовленная конструкция в форме поступает в пропарочную камеру. Пропаривание производится в продолжение 10 часов при температуре 60°. Слой парафина тает и вытекает из формы. Образовавщийся зазор между внутренней поверхностью трубы и наружной поверхностью конструкции позволяет легко извлечь конструкцию из формы.
При центрофугировании по предлагаемому способу после ввода в форму бетонной смеси 9 на торцы металлической формы надеваются планшайбы специальной конструкции, создающие герметичность внутреннего пространства формы, после чего производится выкачивание воздуха из формы помощью вакуум-насоса, шланг которого соединяется с отверстием, имеющимся в одной из планшайб.
По осуществлении вакуума отверстие планщайбы запирается поворотом ручки крана.
Далее следует процесс центрофугирования. В целях равномерного распределения бетона по сечению число оборотов формы в первые две минуты поддерживается равным, примерно, 100-150 об/мин.
Дальнейший процесс центрофугирования протекает в обычном порядке (7-8 минут при числе 600- 800 об/мин). Пропаривание конструкции (ускоренное твердение) можно также вести при наличии вакуума внутри формы.
Форма представляет собой цельнотянутую металлическую трубу 7 с надетыми на нее в разогретом состоянии бандажами 2.
Торцы металлической формы закрываются глухими планшайбами (крышками) 3 и 4, которые крепятся к форме помощью болтов 6.
В одной из планшайб 3 имеется отверстие 7 с краном 8. В целях создания плотности соединения планшайб с формой и обеспечения герметической замкнутости внутренности формы между торцами металлической формы и планшайбами проложены резиновые ленты 5.
Схема на фиг. 3 представляет соединение планшайбы 5с формой при изготовлении бетонных конструкций.
Схема на фиг. 4 представляет конструкцию формы и соединение ее с планшайбой при изготовлении напряженно-армированных железобетонных конструкций.
Как видно из последней схемы (фиг. 4), при изготовлении напряженноармированных железобетонных конструкций появляется необходимость в добавочной планшайбе W, прикрепляемой к форме помощью болтов //. Планшайба 70 является опорой для натяжных приспособлений /2 металлической арматуры 73, вводимой в форму.
Применением описанного способа вакуумного центрофугирования достигается, по указаниям автора, получение бетона максимально возможной плотности и высокой механической прочности, а как следствие этого,- высокие свойства водонепроницаемости и долговечности службы.
Вопрос высоких свойств водонепроницаемости и долговечности службы возникает при изготовлении центробежных труб для водопровода и канализации.
Кроме того центробежный вакуумбетон является малоусадочным бетоном.
Получение малоусадочных бетонов является неотложной задачей настоящего времени. Усадочность бетона приобретает особый вред при напряженном армировании, снижая его экономическую эффективность.
Предмет изобретения.
Способ изготовления бетонных изделий путем центрофугирования, отличающийся тем, что центрофугирование бетонной смеси производят под вакуумом. к авторскому свидетельству Л. Н. № 53114 Благовещенского

| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБА ЖЕЛЕЗОБЕТОННАЯ НИЗКОНАПОРНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2770507C2 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ТРУБ ЦЕНТРОФУГИРОВАНИЕМ | 1935 |
|
SU50006A1 |
| СПОСОБ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1971 |
|
SU413131A1 |
| Центробежный способ изготовления предварительно напряженных железобетонных труб, полых балок, колонн, свай и т.п. | 1948 |
|
SU81103A1 |
| СПОСОБ АРМИРОВАНИЯ МОНОЛИТНЫХ И СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2716182C1 |
| СПОСОБ ВОЗВЕДЕНИЯ ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2005 |
|
RU2280121C1 |
| Способ изготовления напорных железобетонных трубчатых изделий | 1991 |
|
SU1815228A1 |
| БЕЗБАЛЛАСТНЫЙ ПУТЬ | 2008 |
|
RU2425188C2 |
| БЕЗБАЛЛАСТНЫЙ РЕЛЬСОВЫЙ ПУТЬ | 2008 |
|
RU2424389C2 |
фиг
fi.
8 t
