Повышение производительности процесса дуговой электросварки по методу Славянова обычно осуществляется увеличением диаметров применяемых металлических электродов и силы тока. Повышение силы тока требует соответственно применения мошных сварочных генераторов тока или трансформаторов. Рост производительности процесса сварки в этом случае сопровождается параллельным ростом расхода электроэнергии. При этом количество отложенного металла в единицу времени на 1 ампер тока возрастает в самой незначительной мере.
Настояш,ее изобретение имеет своею целью поднять коэфициент полезного действия процесса сварки и теплового эффекта вольтовой дуги. При этом имеется в виду сварка, так называемыми, качественными электродами, т. е. электродами со шлако-и газообразующими покрытиями или, как принято называть в общежитии, электродами с толстыми обмазками.
Для осуществления этой цели авторами применяется для дуговой сварки электрод, в котором токопроводящий стержень снабжен электрически изолированным от него металлом, служащим для присадки.
Такие электроды вообще известны из патентной литературы, но они имеют существенные недостатки: а) металлические прутки присадочного металла в известных электродах расположены рядом с токоведущим стержнем и б) прутки эти изолированы от токоведущего стержня изоляционными прокладками из фибры, дерева и т. п. Первый недостаток приводит к тому, что, поскольку токоведущий стержень плавится раньше присадочных и торец токоведущего стержня оказывается выше торцов присадочных прутков, постольку при обрыве дуги затрудняется повторный контакт токоведущего электрода со свариваемым изделием и, следовательно, зажигание дуги. Второй недостаток приводит к нежелательному введению посторонних веществ в наплав или в щлак.
В предлагаемом электроде, для устранения этих недостатков, присадочный металл, расположенный для облегчения зажигания дуги концентрично токопроводящему стержню (подобное концентричное расположек авторскому свидетельству Е. М. Кузмака и И. П. Доронина 58152
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения многослойной обмазки на электроды | 1938 |
|
SU54251A1 |
| Способ улучшения структуры сварных соединений | 1938 |
|
SU56176A1 |
| Способ дуговой сварки | 1986 |
|
SU1470476A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ СВАРКИ ЧУГУНА | 1996 |
|
RU2098248C1 |
| Способ испытания сталей на свариваемость | 1950 |
|
SU87693A1 |
| Способ улучшения структуры сварных соединений путем тепловой обработки соединения | 1938 |
|
SU56177A1 |
| Штучный покрытый электрод для дуговой сварки | 2016 |
|
RU2627093C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ В СРЕДЕ ИНЕРТНОГО ГАЗА | 2005 |
|
RU2374047C2 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ И СВАРКИ С КОМБИНИРОВАННОЙ ГАЗОВОЙ ЗАЩИТОЙ | 2006 |
|
RU2319584C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ С ИСПОЛЬЗОВАНИЕМ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2020 |
|
RU2742408C1 |
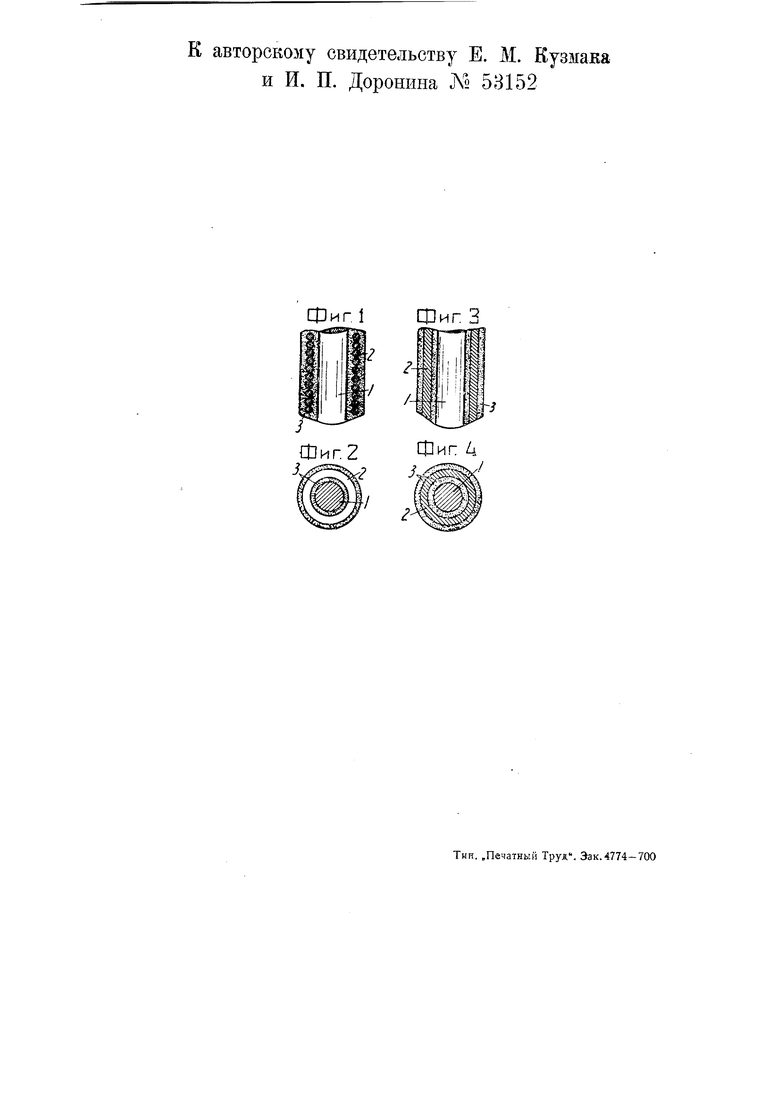
фиг I
ШигЗ
