Во многих случаях сварки, в особенности при сварке чугуна И легированных сталей, структура переходных зон, а часто также и наплавленного металла в целом или в отдельных частях получается неблагоприятной по условиям прочности, твердости, обрабатываемости, коррозии и пр.
Для устранения указанных дефектов предлагается производить обработку сварного соединения в целом или частично, например, в переходных зонах, электрическим током путем пропускания его через сварное соединение во время дуговой -сварки или непосредственно после нее, пока шов еще не остыл.
Электрический ток используется, с одной стороны, в качестве источника джоулева тепла, с другой стороны, используются особые специфические свойства электрического тока в отношении влияния его на отдельные струкчурные составляющие (фазы) металла.
Как это теперь доказано, электрический ток распределяется по сечению металла не равномерно, а сообразно микропроводимостям отдельных фаз, причем по границам фаз имеет место уплотнение тока. В виду этого при общем небольшом среднем нагреве металла отдельные микроточки его могут получать высокий нагрев, достаточный для внесения изменений в гянкроструктуру металла. Эти-то свойства электрического тока и используются, согласно изобретению, для улучшения качества сварных швов. Так, например, при холодной сварке чугуна, по границе между основным и наплавленным металлом получается обычно отбеленная зона, не поддающаяся механической обработке. Эта зона обнаруживает в структуре такие твердые составляющие, как цементит и мартенсит.
При пропускании через сварное соединение электрического тока получается либо распадение твердых составляющих либо их сильное нзмельчение. Все это ведет к умягчению закаленной переходной зоны н дает возможность производить обработку сварного соединения простыми углеродистыми или быстрорежущими резцами.
По указанию авторов, проведенной ими экспериментальной работой установлена принципиальная возможность улучшения переходной зоны при холодной сварке чугуна путем обработки ее электрическим toKOM. Точно так же в ряде случаев пропускание электрического тока через сварное соединение дало снижение твердости и улучшение обрабатываемости его.
Термообработку сварных соединений электрическим током возможно произ ВОДИТЬ как 1Ю каждому из двух нижеописанных способов, так и по комбинациям их между собой.
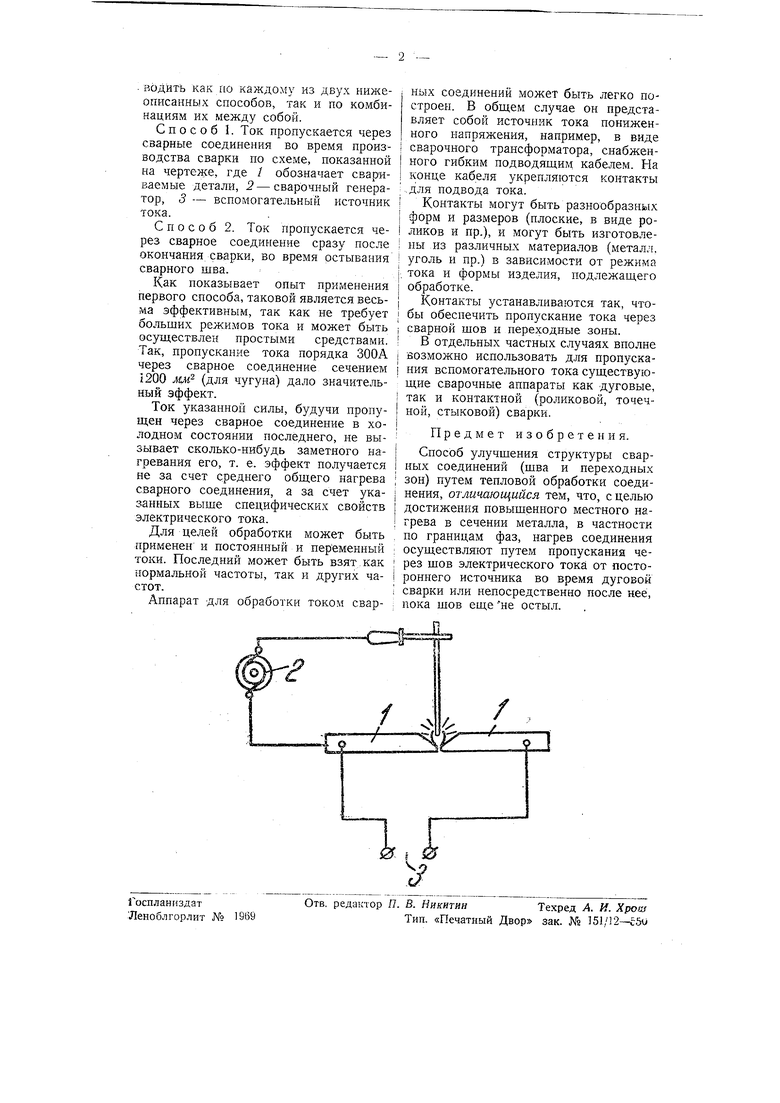
Способ 1. Ток пропускается через сварные соединения во время производства сварки ио схеме, показанной на чертеже, где / обозначает свариваемые детали, 2 - сварочный генератор, 3 - вспомогательный источник тока.
Способ 2. Ток пропускается через сварное соединение сразу после окончания сварки, во время остывания сварного шва.
Как показывает опыт применения первого способа, таковой является весьма эффективным, так как не требует больших режимов тока и может быть осуществлен простыми средствами. Так, пропускание тока порядка ЗООА через сварное соединение сечением 1200 MAf- (для чугуна) дало значительный эффект.
Ток указанной силы, будучи пропущен через сварное соединение в холодном состоянии последнего, не вызывает сколько-нибудь заметного нагревания его, т. е. эффект получается не за счет среднего общего нагрева сварного соединения, а за счет указанных выше специфических свойств электрического тока.
Для целей обработки может быть применен и постоянный и переменный токи. Последний может быть взят,как нормальной частоты, так и других частот.
Аппарат для обработки током сварных соединений может быть легко построен. В общем случае он представляет собой источник тока пониженного напряжения, например, в виде сварочного трансформатора, снабженного гибким подводящим кабелем. На конце кабеля укрепляются контакты .для подвода тока.
Контакты могут быть разнообразных форм и размеров (плоские, в виде роликов и пр.), и могут быть изготовлены из различных материалов (металл, уголь и пр.) в зависимости от режима тока и формы изделия, подлежащего обработке.
Контакты устанавливаются так, чтобы обеспечить пропускание тока через сварной шов и переходные зоны.
В отдельных частных случаях вполне возможно использовать для пропускания вспомогательного тока существующие сварочные аппараты как дуговые, так и контактной (роликовой, точечной, стыковой) сварки.
Предмет изобретения.
Способ улучшения структуры сварных соединений (шва и переходных зон) путем тепловой обработки соединения, отличающийся тем, что, с целью достижения повышенного местного нагрева в сечении металла, в частности по границам фаз, нагрев соединения осуществляют путем пропускания через шов электрического тока от постороннего источника во время дуговой сварки или непосредственно после нее, пока шов еще не остыл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ улучшения структуры сварных соединений путем тепловой обработки соединения | 1938 |
|
SU56177A1 |
| БЕЗНИКЕЛЕВЫЙ ЭЛЕКТРОД ДЛЯ ХОЛОДНОЙ ДУГОВОЙ СВАРКИ СЕРОГО И ВЫСОКОПРОЧНОГО ЧУГУНА И ЧУГУНА СО СТАЛЬЮ | 1998 |
|
RU2151677C1 |
| Способ испытания сталей на свариваемость | 1950 |
|
SU87693A1 |
| Способ изготовления обмазанных электродов | 1939 |
|
SU60668A1 |
| Электрод для дуговой сварки | 1937 |
|
SU53152A1 |
| Состав электродного покрытия для холодной сварки чугуна | 1985 |
|
SU1316775A1 |
| Способ нанесения многослойной обмазки на электроды | 1938 |
|
SU54251A1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2000 |
|
RU2177861C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА СО СТАЛЬЮ | 2006 |
|
RU2308361C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА СО СТАЛЬЮ | 2006 |
|
RU2308360C1 |
