Изобретение относится к сварочному производству, в частности к способам наплавки.
Известен способ наплавки с подачей подогретых или даже оплавленных частиц порошка до попадания на подложку в плазме дугового разряда с полым катодом (ДРПК), который проводят с подачей его сбоку во внешний столб ДРПК. Этот способ можно использовать при наплавке поверхностей различных деталей на основной металл как менее легкоплавких, так и более тугоплавких сплавов (см. Неровный В.М., Ямпольский В.М. Сварочные дуговые процессы в вакууме. М.: Машиностроение, 2002. 264 с.).
Причина, препятствующая получению в известном способе технического результата, который обеспечивается заявляемым изобретением, заключается в том, что при использовании самотечных порошковых питателей сложно контролировать равномерность подачи порошка. Также при работе с мелкодисперсными порошками возможно ухудшение качества вакуума, что в целом может негативно сказаться на стабильности процесса. Производительность наплавки может достигать порядка 2…3 кг/ч.
Известен способ дуговой наплавки неплавящимся электродом, при котором к наплавляемой поверхности устанавливают сварочную горелку под острым углом к нормали αгор. Присадочную проволоку устанавливают к наплавляемой поверхности под острым углом к нормали αпров. Присадочную проволоку подают в зону анодного пятна сварочной дуги за горелкой по направлению сварки (см. патент RU №2268122 от 20.01.2006).
Причина, препятствующая получению в известном способе технического результата, который обеспечивается заявляемым изобретением, заключается в том, что используется электрическая дуга, горящая с неплавящегося вольфрамового электрода в среде инертных газов, и предполагается использование только одного направления наплавки, в частности, кольцевых лезвийных поверхностей. В процессе наплавки возникает затененный участок и как следствие необходимость ввода повышенных значений энергии относительно необходимой для плавления проволоки и активации поверхности и, следовательно, деформациям наплавленного изделия, остаточным напряжениям и не оптимальной структуре наплавленного материала. Также при равных токах мощность, выделяемая на аноде аргоновой дуги меньше чем ДРПК, что предполагает использования повышенных значений тока, что также приводит к большему тепловложению. При этом использование локальной газовой защиты является менее эффективным решением, чем вакуумная защита, особенно при многослойной наплавке химически активных металлов и сплавов.
Наиболее близким способом того же назначения к заявленному способу по совокупности признаков является способ наплавки в вакууме ДРПК и боковой подачей присадочной проволоки диаметром 1,2…3 мм. Способ реализуется с помощью вертикально расположенной горелки с полым катодом и системы боковой подачи присадочной проволоки, расположенной под углом относительно изделия. Обычно проволоку вводят в сварочную ванну под углом 10…30° При этом проволока электрически нейтральна и режим ее подачи выбирают так, чтобы она расплавлялась в жидком металле сварочной ванны (см. Неровный В.М., Ямпольский В.М. Сварочные дуговые процессы в вакууме. М.: Машиностроение, 2002. 264 с.). Данный способ принят за прототип.
Признаки прототипа, совпадающие с признаками заявленного изобретения, - способ дуговой наплавки, включающий наплавку в вакууме с подачей присадочной проволоки и установкой сварочной горелки над обрабатываемой поверхностью изделия.
Причина, препятствующая получению в известном способе технического результата, который обеспечивается заявляемым изобретением, заключается в том, что дуговая наплавка с подачей электрически нейтральной присадочной проволоки обеспечивает минимальное проплавление основного металла только при относительно небольших токах и с обязательным наличием сварочной ванны, поскольку только в ней присадочная проволока может расплавляться, производительность наплавки в этом случае небольшая - 1…2 кг/ч. Повышение производительности возможно при увеличении тока ДРПК, но при этом значительно возрастает тепловложение в изделие, что приводит к большим деформациям, остаточным напряжениям и не оптимальной структуре наплавленного материала. Также в зависимости от направления наплавки меняется положение ввода присадочной проволоки в сварочную ванну, в следствие чего изменяется ее форма и размеры, что напрямую влияет на параметры наплавляемого валика, требует корректировки параметров режима наплавки и в значительной степени влияет на геометрию будущей заготовки и ограничивает возможности построения изделий различной конфигурации.
Задача, на решение которой направлено изобретение, заключается в разработке способа наплавки, не имеющего ограничений по направлению для возможности реализации процесса трехмерной наплавки заготовок любой конфигурации, позволяющего в широких пределах регулировать параметры тепловложения, повышение качества и производительности наплавки различных металлов в особенности нержавеющих сталей, титановых, никелевых, алюминиевых и магниевых сплавов.
Техническим результатом изобретения является возможность получать высококачественные наплавленные слои различной толщины и металлические заготовки изделий различной конфигурации с высокими эксплуатационными показателями из жаропрочных и титановых сплавов и высоколегированных сталей и сплавов.
Указанный технический результат достигается тем, что в способе дуговой наплавки, включающем наплавку в вакууме с подачей присадочной проволоки и установкой сварочной горелки над обрабатываемой поверхностью изделия, согласно изобретению используют сварочную горелку с несколькими полыми катодами, расположенными радиально относительно оси подачи присадочной проволоки и симметрично вокруг оси подаваемой присадочной проволоки, при этом оси полых катодов сходятся на оси подачи присадочной проволоки и располагаются под углом к нормали обрабатываемой поверхности изделия, обеспечивающим необходимую конфигурацию и расположение активной зоны, а также характер взаимодействия с обрабатываемым изделием, в процессе наплавки используют осевую подачу присадочной проволоки и осуществляют раздельное регулирование тепловой энергии дуговых разрядов с полым катодом между изделием и проволокой.
Признаки заявляемого технического решения, отличительные от прототипа, - используют сварочную горелку с несколькими полыми катодами, расположенными радиально относительно оси подачи присадочной проволоки и симметрично вокруг оси подаваемой присадочной проволоки, при этом оси полых катодов сходятся на оси подачи присадочной проволоки и располагаются под углом к нормали обрабатываемой поверхности изделия, обеспечивающим необходимую конфигурацию и расположение активной зоны, а также характер взаимодействия с обрабатываемым изделием; в процессе наплавки используют осевую подачу присадочной проволоки и осуществляют раздельное регулирование тепловой энергии дуговых разрядов с полым катодом между изделием и проволокой.
Вакуум обеспечивает качественную защиту металла от воздействия атмосферных газов и дегазацию сварочной ванны в процессе наплавки, что приводит к сокращению содержание атмосферных газов и положительно сказывается на механических свойствах наплавленного металла. Количество микро- и макродефектов в наплавленном металле и зоне термического влияния при плавлении в вакууме минимально.
Использование сварочной горелки с несколькими полыми катодами и их радиальное расположение относительно оси подачи токоведущей присадочной проволоки и симметричное расположение вокруг оси подаваемой присадочной проволоки повышает эффективность нагрева присадочной проволоки за счет увеличения доли прямого воздействия дуговых разрядов на поверхность присадочной проволоки, позволяет сократить тепловложение в основной металл и его проплавление, а также дает возможность регулировки конфигурации и положения зоны взаимодействия ДРПК с присадочной проволокой и изделием (активной зоны).
Использование ДРПК в совокупности с раздельным регулированием тепловой энергии ДРПК между изделием и присадочной проволокой позволяет в широких пределах регулировать тепловложение в изделие и геометрические характеристики наплавляемых валиков.
Осевая подача присадочной проволоки снимает ограничения по направлению наплавки, поскольку обеспечивает постоянство параметров сварочной ванны при любом направлении наплавки, что очень актуально при реализации трехмерной печати металлических заготовок для изделий различной конфигурации.
Отличительные признаки в совокупности с известными позволят получать высококачественные наплавленные слои различной толщины и металлические заготовки изделий различной конфигурации с высокими эксплуатационными показателями из жаропрочных и титановых сплавов и высоколегированных сталей и сплавов.
Изобретение поясняется схемами реализации способа вакуумно-дуговой наплавки, представленными фиг. 1-10.
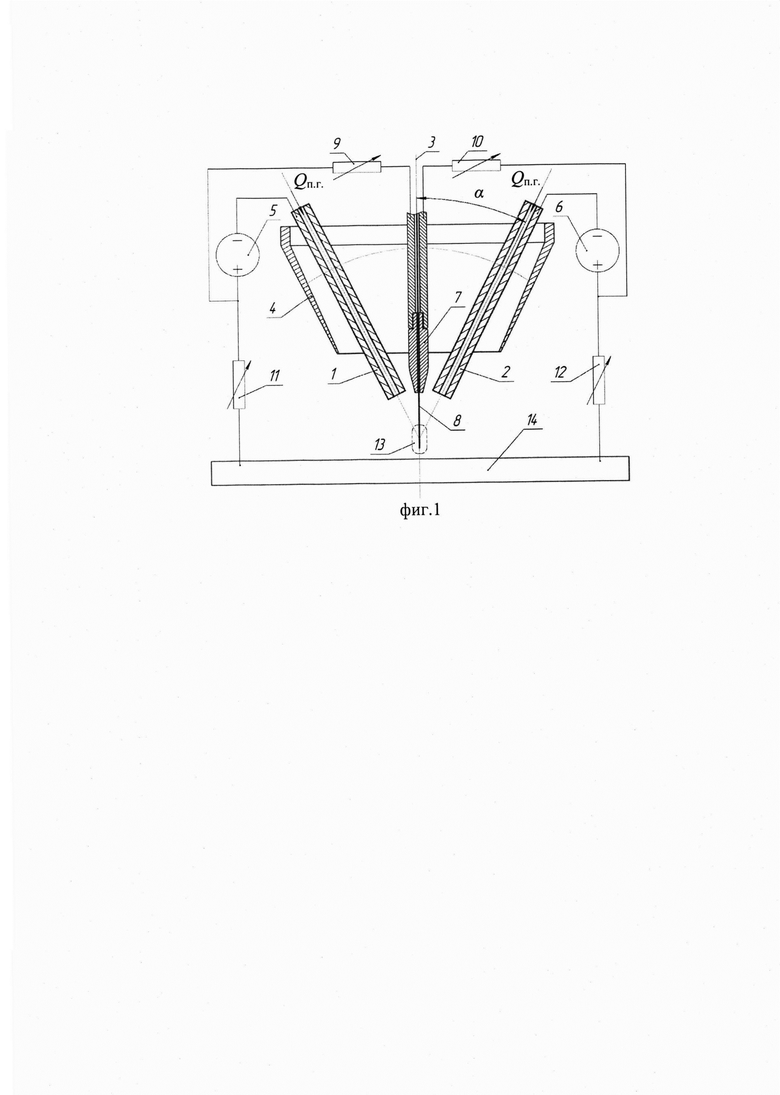
На фиг. 1 представлена схема реализации способа вакуумно-дуговой наплавки с использованием нескольких полых катодов и осевой подачи токоведущей проволоки.
На схеме показаны:
1,2 - полые катоды; 3 - ось подачи присадочной проволоки; 4 - общее изолированное сопло-экран; 5, 6 - сварочные источники питания; 7 - токопроводящий сварочный наконечник; 8 - присадочная проволока; 9, 10, 11, 12 - балластные реостаты, 13 - зона взаимодействия ДРПК и присадочной проволоки (активная зона); 14 - обрабатываемое изделие; α - угол наклона полого катода относительно нормали к изделию; Qп.г. - расход плазмообразующего газа.
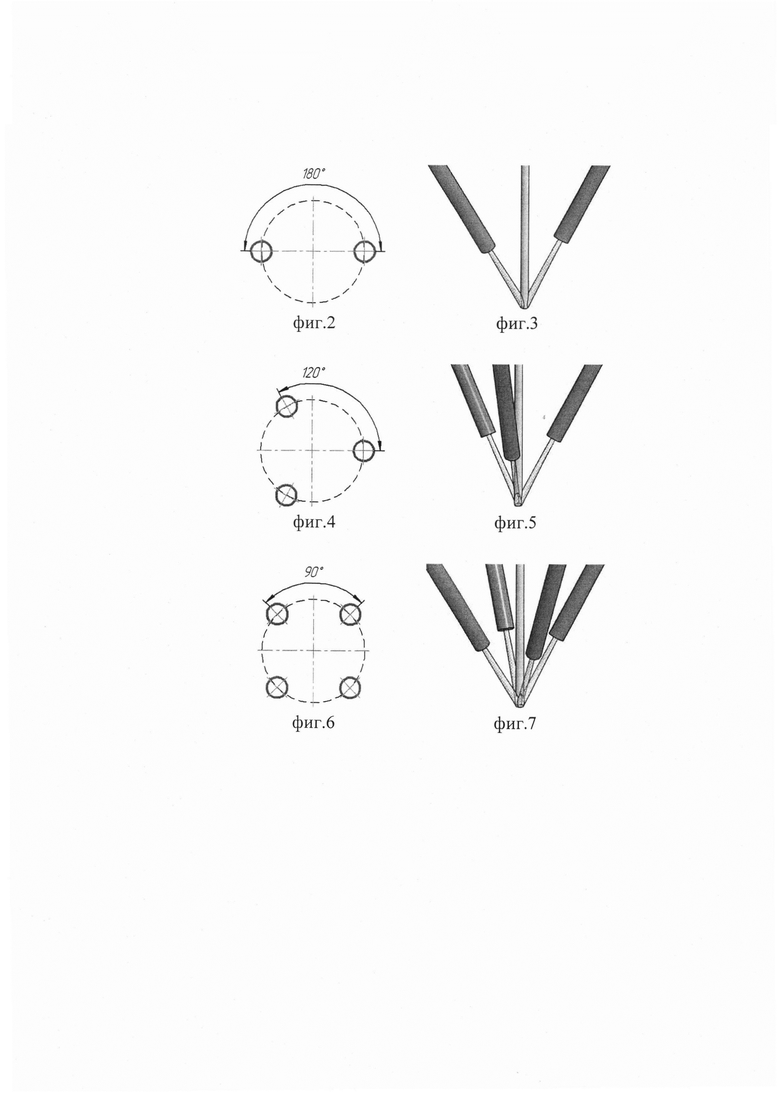
На фиг. 2 показана схема расположения 2 полых катодов относительно оси подачи присадочной проволоки диаметрально под углом 180°.
На фиг. 3 показано взаимодействие ДРПК с присадочной проволокой при использовании двух полых катодов.
На фиг. 4 показана схема расположения 3 полых катодов относительно оси подачи присадочной проволоки под углом 120°.
На фиг. 5 показано взаимодействие ДРПК с присадочной проволокой при использовании трех полых катодов.
На фиг. 6 показана схема расположения полых 4 катодов относительно оси подачи присадочной проволоки под углом 90°.
На фиг. 7 показано взаимодействие ДРПК с присадочной проволокой при использовании четырех полых катодов.
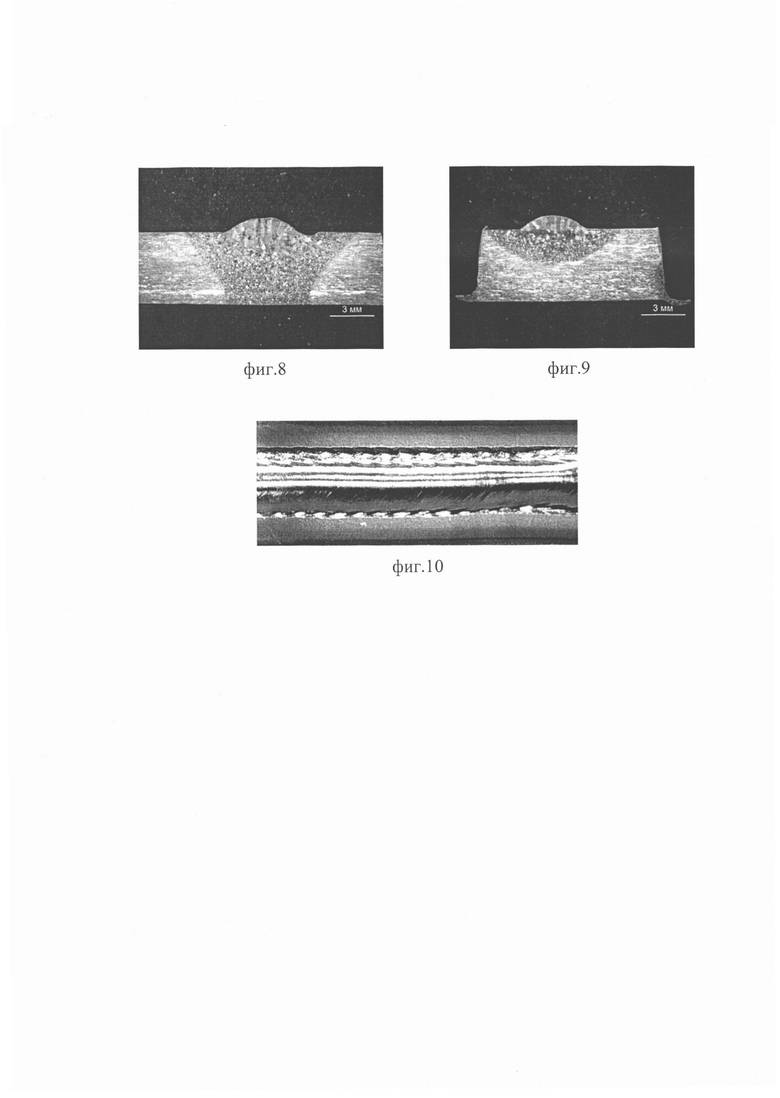
На фиг. 8 показан макрошлиф поперечного сечения наплавленного валика (режим 1).
На фиг. 9 показан макрошлиф поперечного сечения наплавленного валика (режим 2).
На фиг. 10 - внешний вид наплавленного валика.
Осуществление способа заключается в следующем.
Горелку располагают на заданном расстоянии от обрабатываемого изделия 14. Несколько полых катодов 1,2 располагаются радиально относительно оси подачи присадочной проволоки 3 и симметрично вокруг оси подаваемой присадочной проволоки 3 под углом, зависящим от их количества (фиг. 2, 4, 6). При этом оси полых катодов сходятся на оси подачи присадочной проволоки 3 (фиг. 3, 5, 7) и располагаются под углом к нормали обрабатываемой поверхности изделия, обеспечивающим необходимую конфигурацию и расположение активной зоны 13, а также характер взаимодействия с обрабатываемым изделием 14.
Производится вакуумирование рабочей камеры. Включают подачу воды в системы охлаждения горелки (не показаны) и подачу плазмообразующего газа Qп.г., например, аргона. Включают источники питания 5 и 6. При помощи высоковольтного высокочастотного разряда или других известных способов возбуждают ДРПК между полыми катодами 1, 2 и обрабатываемым изделием 14, при этом происходит локальное оплавление поверхности изделия и формирование сварочной ванны. С заданной скоростью включается подача присадочной проволоки 8. При взаимодействии присадочной проволоки 8 с ДРПК в активной зоне 13 происходит ее плавление и перенос расплавленного металла в сварочную ванну. Раздельное регулирование тепловой энергии ДРПК между присадочной проволокой 8 и обрабатываемым изделием 14 осуществляется с помощью балластных реостатов 9, 10 и 11, 12 соответственно. Далее происходит включение перемещения в заданном направлении со скоростью наплавки для формирования наплавленного валика с заданными геометрическими параметрами. При этом обеспечивается получение высоких механических характеристик наплавляемого металла за счет активной дегазации сварочной ванны и качественной вакуумной защиты металла от взаимодействия с атмосферными газами. В случае осуществления наплавки при помощи установок с числовым программным управлением, задание траектории перемещения происходит с помощью управляющей программы на языке GCODE.
Пример конкретного выполнения
Способ реализовали в камере с вакуумной системой, обеспечивающей остаточное давление ≤10 Па. Использовали горелку с полыми катодами и общим изолированным соплом-экраном, в которой каждый полый катод устанавливали в электрододержатель, установленный в водоохлаждаемый корпус, выполненный с каналом для подачи плазмообразующего газа. Использовали натекатель плазмообразующего газа, обеспечивающий микрорасход газа в пределах 0,1…4 л/ч, источник(и) питания с напряжением холостого хода не менее 70 В, падающей вольтамперной характеристикой, балластные реостаты для раздельного регулирования тепловой энергии ДРПК между изделием и проволокой и необходимое вспомогательное оборудование. Система подачи проволоки включает в себя механизм подачи присадочной проволоки, кабель-канал, трубку подачи проволоки и токопроводящий сварочный наконечник для проволоки заданного диаметра. Для перемещения заготовки в процессе наплавки использовали манипулятор с ЧПУ.
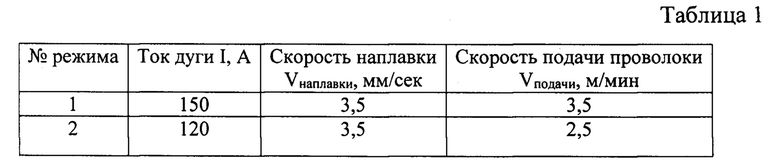
При осуществлении способа суммарный ток ДРПК составлял 120…150 А. Диаметр полых катодов 1,2 мм. Расход плазмообразующего газа (аргон) составлял 1,5…2 л/час. Перемещение изделия относительно горелки производили со скоростью 3,5 мм/сек, использовали присадочную проволоку из титанового сплава марки ВТ-20 диаметром 1,2 мм, скорость подачи присадочной проволоки 2,5…3,5 м/мин. Расстояние от изделия до горелки 10 мм. Параметры режимов дуговой наплавки в вакууме сплава ВТ-20 представлены в таблице 1.
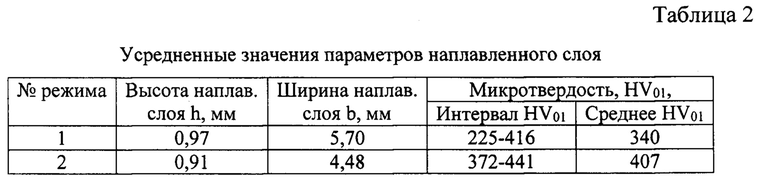
Изделие - пластина из титанового сплава. Высота наплавленных слоев 1 мм, ширина 4,5…5,7 мм, глубина проплавления изменялась в диапазоне 0,1…1,5 мм (фиг. 8, 9, таблица 2). Пористость в наплавленных слоях отсутствует для всех режимов обработки.
Процесс вакуумно-дуговой наплавки отличается высокой стабильностью и отсутствием цветов побежалости на наплавленных валиках (фиг. 10), что свидетельствует о высоком качестве защиты металла в процессе наплавки.
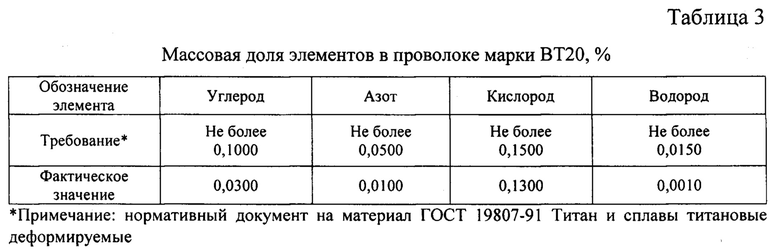
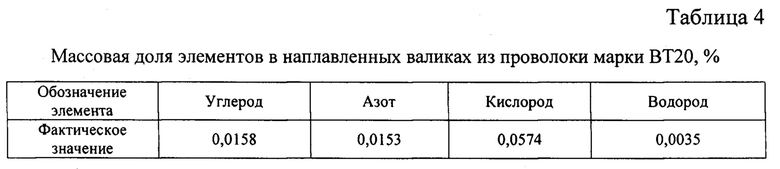
Также вакуумный переплав обеспечивает сокращение содержание примесей в наплавленных валиках (таблица 3, 4).
Предлагаемый способ вакуумно-дуговой наплавки обладает рядом преимуществ, основные из которых - сочетание простоты ее реализации с достаточно плавным регулированием с помощью балластных реостатов энергии ДРПК между присадочной проволокой и изделием и производительность более 5 кг/ч. Относительно низкая по сравнению с традиционными способами наплавки при атмосферном давлении температура перегрева присадочного металла позволяет практически избежать выгорания в нем легирующих элементов и благоприятно воздействует на структуру наплавленного слоя.
Применение предлагаемого способа дает возможность получать высококачественные наплавленные слои различной толщины и металлические заготовки изделий различной конфигурации с высокими эксплуатационными показателями из жаропрочных и титановых сплавов и высоколегированных сталей и сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ МЕТАЛЛА С РЕГУЛИРОВАНИЕМ ТЕПЛОВЛОЖЕНИЯ | 2022 |
|
RU2804862C1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ И НАПЛАВКИ | 2023 |
|
RU2815524C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2004 |
|
RU2268122C1 |
| Способ аддитивной наплавки металлических изделий и устройство для его осуществления | 2024 |
|
RU2841395C1 |
| Способ плазменной сварки металлов плавящимся электродом | 2022 |
|
RU2806358C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ ИЗДЕЛИЙ ИЗ ВЫСОКОМАРГАНЦОВИСТЫХ СТАЛЕЙ | 1998 |
|
RU2136462C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ С ВЕРТИКАЛЬНОЙ ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2020 |
|
RU2753069C1 |
| Способ плазменной наплавки | 1990 |
|
SU1761402A1 |
| Горелка для плазменной наплавки | 1990 |
|
SU1756055A1 |
Изобретение относится к сварочному производству, а именно к дуговой наплавке в вакууме. В предложенном способе дуговой наплавки используют несколько полых катодов, осевую подачу токоведущей присадочной проволоки и раздельное регулирование тепловой энергии дугового разряда с полым катодом между изделием и проволокой с помощью балластных реостатов. Несколько полых катодов распределяются относительно оси подачи присадочной проволоки радиально под углом, зависящим от их количества. При этом оси полых катодов сходятся на оси подачи присадочной проволоки и располагаются под углом к нормали обрабатываемой поверхности изделия, обеспечивающим необходимую конфигурацию и расположение активной зоны. Такое взаимное расположение полых катодов и присадочной проволоки уменьшает тепловложение в основной металл и уменьшает его проплавление. Для питания дуг используют отдельные или общий источники питания. Техническим результатом изобретения является возможность получать высококачественные наплавленные слои различной толщины с высокими эксплуатационными показателями из жаропрочных и титановых сплавов и высоколегированных сталей и сплавов. 1 пр., 10 ил., 4 табл.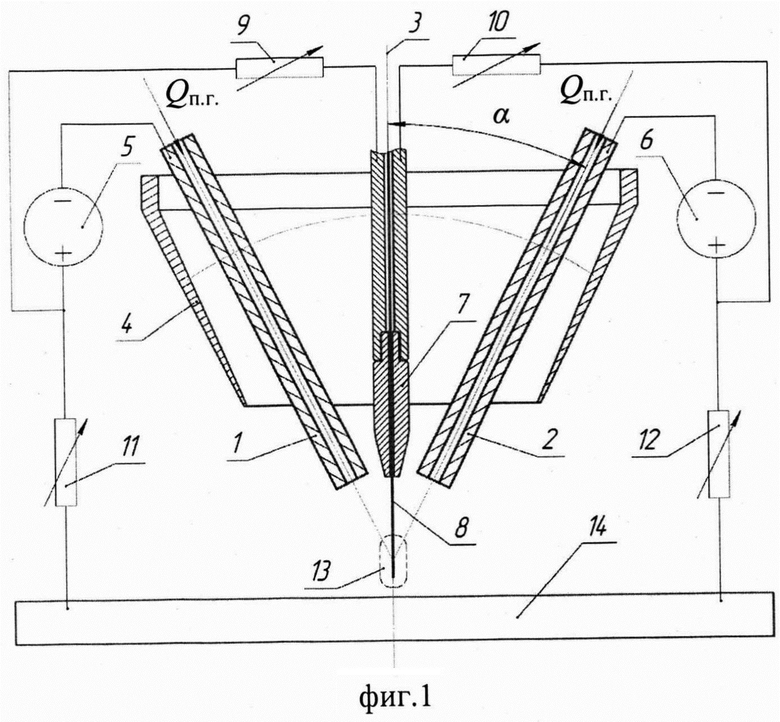
Способ дуговой наплавки, включающий установку сварочной горелки над обрабатываемой поверхностью изделия и наплавку в вакууме с подачей присадочной проволоки, отличающийся тем, что используют сварочную горелку с полыми катодами, расположенными радиально относительно оси подачи присадочной проволоки и симметрично вокруг оси подаваемой присадочной проволоки, при этом оси полых катодов сходятся на оси подачи присадочной проволоки и располагаются под углом к нормали обрабатываемой поверхности изделия, обеспечивающим необходимую конфигурацию и расположение активной зоны и характер взаимодействия с обрабатываемым изделием, при этом в процессе наплавки осуществляют осевую подачу присадочной проволоки и раздельное регулирование тепловой энергии дуговых разрядов с полых катодов между изделием и проволокой.
| Неровный В.М., Ямпольский В.М | |||
| Сварочные дуговые процессы в вакууме | |||
| М.: Машиностроение, 2002 | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2188750C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1031677A1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2004 |
|
RU2268122C1 |
| DE 102015015179 A1, 01.06.2017 | |||
| CN 109909591 A, 21.06.2019 | |||
| JP 6339775 A, 13.12.1994. | |||

