(54) УСТЮЙСТВО ДЛЯ ТЕРМООБРАБОТКИ СИЛИКАТОБЕТОННЫХ ИЗДЕЛИЙ
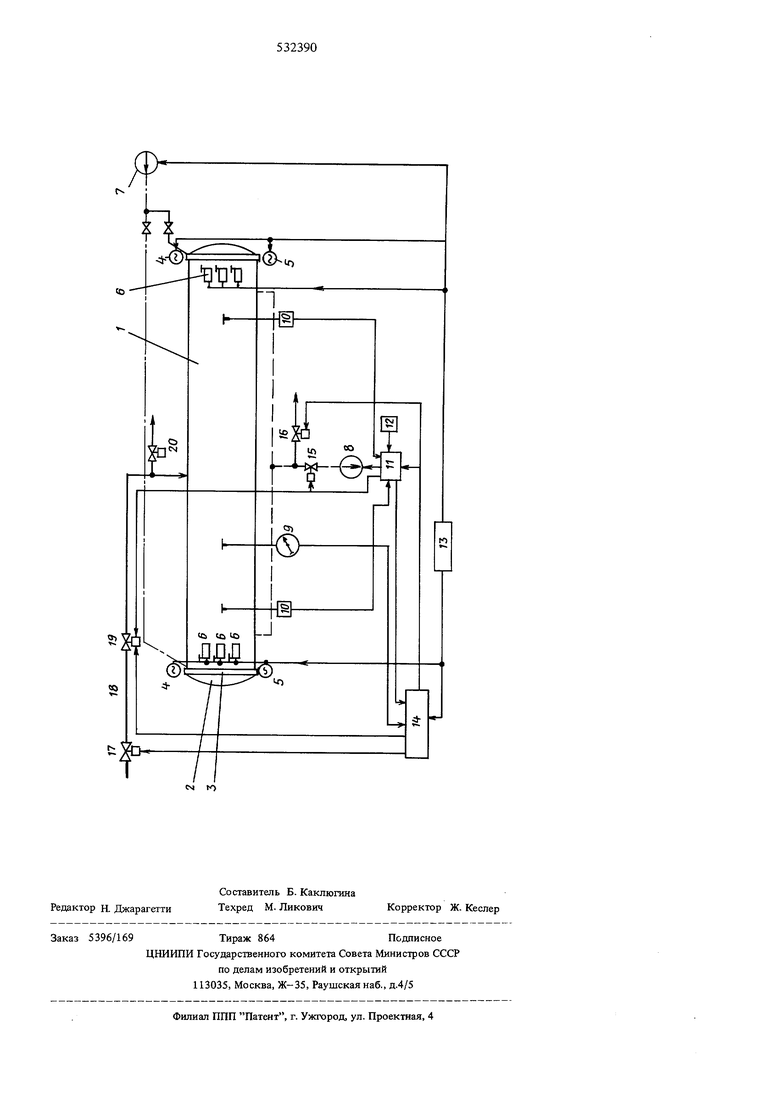
Первичный измеритель давления 9, например злектроконтактный манометр или преобразователь давления, контролирует давление в автоклаве.
Первичные измерители вакуума 10 подключены ко вторичному измерителю - регулятору вакуума 11, к которому подключен также задатчик 12 степени и времени вакуумирования.
Блок управления 13 связан с программным регулятором 14, гидронасосом, электроприводами 4 и 5, конечными выключателями 6.
Клапан 15 служит для подключения вакуум насоса 8 к автоклаву 1, а регулирующий клапан 16 для сброса конденсата.
Клапан 17 установлен на трубопроводе 18 подачи пара в автоклав и является отсечным.
При помощи регулирующего клапана 19 повышается давление в автоклаве 1 по заданной программе.
Клапан 20 служит для сброса и перепуска пара в другой автоклав (на чертеже не показан).
Работает устройство следующим образом.
После загрузки изделиями, подлежащими термообработке, автоклав запирается крыпжами и байонетными кольцами. Конечные выключатели фиксируют запертое состояние крыщек и колец и подают в блок управления 13 разрещение на включение насоса 7 гидроуплотнения крыщек.
Затем блок управления 13 подает команду через программный регулятор 14 на открытие клапана 15 (клапаны 16, 17, 19 и 20 при этом закрыты) и включение вакуум- насоса 8. При этом удаляется воздух, находящийся в автоклаве, присутствие которого при термообработке снижало бы температуру пара, и создаются условия для лучшего проникновения острого пара в изделие, что ведет к снижению времени термообработки.
Степень вакуумирования и время устанавливаются задатчиком 12 в зависимости от обрабатываемых изделий.
После набора требуемого вакуума и заданной выдержки време1-ш вторичный измеритель - регулятор вак)/ума 11 выдает команду на регулятор 14 об окончании этапа вакуумирования и закрытие клапана 15. Регулятор 14 вьщает команду на открытие клапанов 17 и 19.
При этом при помощи регулирующего клапана 19 повышается давление в автоклаве 1 и увеличивается изотермическая выдержка.
По окончании изотермической выдержки регулятор 14 закрывает клапаны 17 и 19 и происходит
плавное снижение давления в автоклаве в течение заданного времени до нуля.
Затем открывается клапан 16 и из автоклава 1 удаляется конденсат. На этом пикл термообработки
заканчивается. Но при необходимости после сброса давления до 0 может быть вновь включена вакуум-система для уменьщения влажности изделий в автоклаве.
Таким образом, предложенное устройство позволяет повысить качество обрабатываемых изделий за счет предотвращения их растрескивания и ускорить процесс обработки за счет его ведения в оптимальном режиме, обеспеченном удалением воздуха из автоклава и лучщего проникновения пара в
глубь изделия.
Формула изобретения
Устройство для термообработки силикатобетонных изделий, содержащее автоклав, запираемый крышками и байонетными кольцами с приводами и конечными выключателями, гидронасос для уплотнения крышек, измерители давления, подключенные к программному регулятору, связанному с регулирующими клапанами впуска и вьшуска пара, и блок управления, отличающееся гем, что, с целью повыщения качества и сокращения времени термообработки, оно снабжено системой вакуумирования, содержащей вакуум - насос с приводом, соединенный с автоклавом через регулирующие клапаны, измерители вакуума, измеритель - регулятор вакуума и задатчик степени и времени вакуумирования, причем входы измерителя - регулятора вакуума связаны с измерителями и задатчиком степени и времени вакуумирования, а первый выход измерителя - регулятора вакуума подключен к приводу вакуум - насоса, второй выход соединен с программным регулятором и третий выход связан с
регулирующими клапанами впуска пара и системы вакуумирования.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство №357190,М.Кл. С04 в 41/30,1971 г.,
г. Авторское свидетельство № 369111,М.Кл С04 в 41/30,1971 г.,
3. Журавлев М. И. Оборудование заводов вяжущих материалов, М., 1967 г., стр. 235-237.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного регулирования термообработки в автоклаве | 1987 |
|
SU1550499A2 |
| Устройство для программного регулирования термообработки в автоклаве | 1986 |
|
SU1401446A2 |
| Устройство для термообработки строительных изделий | 1976 |
|
SU878758A1 |
| Устройство для программного регулирования термообработки в автоклаве | 1988 |
|
SU1621008A2 |
| Устройство для термической обработки древесины | 2018 |
|
RU2694109C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ЯЧЕИСТЫХ СИЛИКАТОБЕТОННЫХ ИЗДЕЛИЙ | 1970 |
|
SU279401A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ГИПСА ДЛЯ СТОМАТОЛОГИИ | 2008 |
|
RU2382003C2 |
| Способ управления процессом окислительного выщелачивания пирротиновых концентратов | 1977 |
|
SU692880A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАФИТИРОВАННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2522011C1 |
| Автоклав для производства ячеисто-бетонных изделий | 2021 |
|
RU2778358C1 |