Изобретение относится к устройствам автоматического программного регулирования процесса термообработки изделий в замкнутом сосуде под давлением и может быть использовано в промышленности строительных материалов, медицинской, химической и других отраслях промышленности, и является усовершенствованием изобретения по авт.сво № 1401446о
Цель изобретения - повышение качества термообработки.
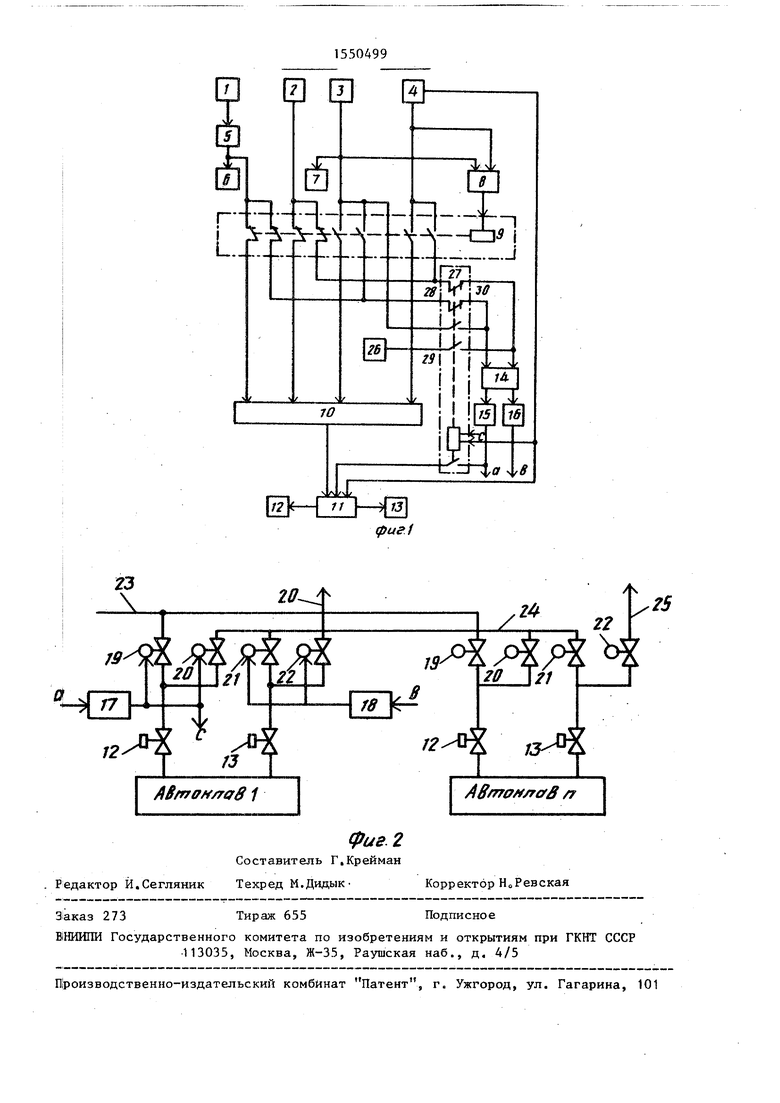
На фиг.1 приведена блок-схема устройства; на фиг02 - схема соединения устройства с трубопроводами.
Устройство содержит датчик температуры 1, программный задатчик 2 температуры, датчик 3 давления, программный эадатчик давления 4, измерительный преобразователь 5, блок 6 контроля .температуры, блок 7 конт - роля давления, элемент 8 сравнения, коммутатор 9, регулятор 10, блок управления 11, исполнительный элемент 12, регулирующий впуск пара, исполнительный элемент 13, регулирующий выпуск пара, блок сравнения 14, элементы управления 15 и 16, управляющие соответственно перепуском пара при впуске и перепуском пара при выпуске, исполнительные механизмы 17 и 18, клапаны 19-22 соответственно задвижка с электроприводом впуска пара из котельной, задвижка с электроприводом впуска пара из перепускного трубопровода, задвижка с
ел ел
О Јь СО СО
к
электроприводом выпуска пара в пере- пу4кной трубопровод, задвижка с электроприводом выпуска пара в атмосферу, клапаны связаны с трубопроводами, а именно трубопровод впуска пара из котельной 23, трубопровод перепуска 24, трубопровод выпуска пара в атмосферу, кроме того устройство содержит дополнительный датчик давле- JQ ний 26 в магистральном трубопроводе, дополнительный коммутатор 27.
Устройство работает сл едующим об- «
При включении устройства сигнал от датчика 1 температуры с измерительного преобразователя 5 .поступает на блЬк 6 контроля температуры и через коммутатор 9 - на первый вход регулятора 10. Одновременно сигнал от 20 программного задатчика 2 температуры через коммутатор 9 поступает на второй вход регулятора 10. Одноновремен- НО включается программный задатчик 2 т4мпературы.25
При этом начинается регулирование процесса термообработки изделий в автоклаве по температуре. При рассог- лфсовании сигналов от датчика темпера- тУры 1 и программного задатчика тем- JQ п ратуры 2 с регулятора 10 выдается команда больше или меньше в блок управления 11. В результате включается исполнительный элемент 12, регулу выпуска пара из автоклава, на его управляющем выходе формируется сигнал который через блок управления 11 обес печивает отключение исполнительного элемента 12 и подключение исполнитель ного элемента 13 к регулятору 10, Начинается выпуск пара из автоклава по программе задатчика 4 давления до нулевого давления о На этом процесс завершается.
Устройство перепуска пара работает следующим образомо
При включении устройства при регулировании по температуре через коммутаторы 9 и 27 на первый вход блока сравнения 14 подключается преобразователь 5, а на второй вход - программный задатчик температуры 2.
При регулировании по давлению на те же входы блока 14 подключаются датчик 3 давления и программный задатчик 4 давления0 Одновременно от элемента 15 управления перепуском пара при впуске через блок 17 управления открывается задвижка 20 впуска пара из перепускного трубопровода 24. При подъеме температуры, и когда величина перепада температуры между датчиком температуры 1 и программным задатчиком 2 в блоке сравнения 14 становится равной заданной, срабатывает элемент 15 управления перепуском пара при впуске, от которого челйрующий впуск пара, который увеличи- рез блок 17 управления закрывается
вает или уменьшает подачу пара до восстановления заданной температуры. Элементом 8 сравнения осуществляется переключение процесса регулирования с температуры на давление, величи-дд На которого устанавливается программным задатчиком 4 в пределах О,1- 0,5 МПа, При равенстве сигналов от датчика 3 давления и программного эазадвижка 20 впуска пара из перепускного трубопровода и открывается задвижка 19 впуска пара из трубопровода котельной 23
Таким образом происходит своевременное переключение задвижек и исполь зуется полностью перепускной пар, а открытием задвижки пуска пара из трубопровода котельной не допускается
датчика 4 давления элементом 8 срав- 45 заДеРжка времени цикла, обеспечиваетНения дается команда на срабатывание коммутатора 9. При этом происходит отключение преобразователя 5 и Программного задатчика 2 температуры от регулятора 10 и подключение к нему - датчика 3 давления и программного задатчика 4 давления. Одновременно останавливается программный эадат- чик 2 температуры и запускается программный задатчик 4 давления„
При подходе задатчика 4 давления к значению, соответствующему по времени окончанию изотермической выдержки процесса термообработки, тее„ начася необходимое количество пара для подъема температуры по сигналу программного задатчика 2«
Аналогично устройство работает при регулировании по давлению, В этом случае на блоке сравнения 14 устанавливается величина рассогласования между сигналом датчика давления 3 и сигналом программного задатчика 4 0
При выпуске пара устройство работает аналогично
В этом случае величина перепада температуры между датчиком 1 тем-
лу выпуска пара из автоклава, на его управляющем выходе формируется сигнал который через блок управления 11 обеспечивает отключение исполнительного элемента 12 и подключение исполнительного элемента 13 к регулятору 10, Начинается выпуск пара из автоклава по программе задатчика 4 давления до нулевого давления о На этом процесс завершается.
Устройство перепуска пара работает следующим образомо
При включении устройства при регулировании по температуре через коммутаторы 9 и 27 на первый вход блока сравнения 14 подключается преобразователь 5, а на второй вход - программный задатчик температуры 2.
При регулировании по давлению на те же входы блока 14 подключаются датчик 3 давления и программный задатчик 4 давления0 Одновременно от элемента 15 управления перепуском пара при впуске через блок 17 управления открывается задвижка 20 впуска пара из перепускного трубопровода 24. При подъеме температуры, и когда величина перепада температуры между датчиком температуры 1 и программным задатчиком 2 в блоке сравнения 14 становится равной заданной, срабатывает элемент 15 управления перепуском пара при впуске, от которого через блок 17 управления закрывается
задвижка 20 впуска пара из перепускного трубопровода и открывается задвижка 19 впуска пара из трубопровода котельной 23
Таким образом происходит своевременное переключение задвижек и используется полностью перепускной пар, а открытием задвижки пуска пара из трубопровода котельной не допускается
заДеРжка времени цикла, обеспечивается необходимое количество пара для подъема температуры по сигналу программного задатчика 2«
Аналогично устройство работает при регулировании по давлению, В этом случае на блоке сравнения 14 устанавливается величина рассогласования между сигналом датчика давления 3 и сигналом программного задатчика 4 0
При выпуске пара устройство работает аналогично
В этом случае величина перепада температуры между датчиком 1 тем-
пературы и программным задатчиком 2 при регулировании по температуре, или величина перепада давления между датчиком 3 давления и программным задатчиком t- , при регулировании по давлению, устанавливается такой, чтобы от блока 14 сравнения сработал элемент 16 управления перепуском пара при выпуске пара для обеспечения выпуска пара по заданной программе. При срабатывании элемента 16 происходит закрытие задвижки 21 выпуска пара в перепускной трубопровод и открытие задвижки 22 выпуска пара в атмосферу. При этом перепуск пара из автоклава в автоклав прекращается и начинается выпуск пара в атмосферу по сигналу программного задатчи- ка 2 или 4, тем самым не задерживается цикл процесса термообработки изделий в автоклаве0
Устройство автоматического перекрытия трубопровода подачи пара в автоклаве при понижении давления в магистральном паропроводе относительно давления в автоклаве работает следующим образом.
Одновременно с окончанием перепуска пара при впуске после срабатывания элемента 15 управления перепуском пара блока управления 17 электроприводами задвижек впуска паобразом, перекрывается магистральный паропровод и выпуск пара из автоклава не допускается. Это позволяет сохра- нять температуру и давление в автоклаве, соответственно режим процесса термообработки и качество изделий, После восстановления давления в маги- стральном паропроводе, когда оно ста0 новится выше, чем в автоклаве, блок 14 отключает элемент 15, снимается команда с блока управления 1I на закрытие исполнительного элемента 12, Цикл термообработки изделий продол5 жается по заданной программе,
При следующем понижении давления в магистральном паропроводе относительно давлания в атвокпаве цикл работы этого устройства повторяется, как было описано.
При работе в автоклавном отделении нескольких автоклавов датчик давления 26 в магистральном паропроводе используется один, подключаемый через соответствующие контакты коммутаторов 27,
Применение предлагаемого изобретения обеспечивает улучшение качества продукции в процессе термообработки изделий в автоклаве0
Формула изобретения
0
5
0

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного регулирования термообработки в автоклаве | 1988 |
|
SU1621008A2 |
| Устройство для программного регулирования термообработки в автоклаве | 1986 |
|
SU1401446A2 |
| Устройство для программного регулирования термообработки в автоклаве | 1985 |
|
SU1285447A1 |
| Система автоматического регулирования процесса горения силовой установки с активным котлом-утилизатором высокотемпературного кипящего слоя | 2018 |
|
RU2686238C1 |
| Устройство для автоматического управления процессом тепловой обработки бетона | 1981 |
|
SU975692A1 |
| Система автоматического регулирования процесса горения силовой установки с активным котлом-утилизатором высокотемпературного кипящего слоя с воздухоподогревателем | 2018 |
|
RU2693350C1 |
| Устройство для управления автоклавом | 1979 |
|
SU809111A1 |
| СИСТЕМА РЕКУПЕРАЦИИ ИЗБЫТОЧНОГО МАГИСТРАЛЬНОГО ДАВЛЕНИЯ В ТЕПЛОВЫХ ПУНКТАХ СЕТЕЙ ТЕПЛОСНАБЖЕНИЯ | 2010 |
|
RU2452899C2 |
| Устройство для испытания котельных труб на длительную прочность внутренним давлением | 1984 |
|
SU1165930A1 |
| Устройство для термообработки силикатобетонных изделий | 1975 |
|
SU532390A1 |
Изобретение относится к устройствам автоматического программного регулирования процесса термообработки изделий в замкнутом сосуде под давлением и может быть использовано в промышленности строительных материалов, медицинской, химической и других отраслях промышленности. Целью изобретения является повышение качества термообработки. Устройство содержит датчик температуры, программный задатчик температуры, датчик давления, программный задатчик давления, измерительный преобразователь, блок контроля температуры, блок контроля давления, элемент сравнения, коммутатор, регулятор, блок управления, исполнительный элемент, регулирующий впуск пара, исполнительный элемент, регулирующий выпуск пара, блок сравнения, элементы управления. Изобретение позволяет улучшить качество продукции в процессе термообработки изделий в автоклаве. 2 ил.
ра срабатывает коммутатор 27, При
этом от блока сравнения 14 отключают- 35 лирования термообработки ся преобразователь 5 и программный за- датчик температуры 2, при регулировании по температуре, или датчик 3 давления и программный задатчик 4 давления, при регулировании по дав- 40 лению, одновременно через замыкающие контакты коммутатора 27 на первый вход блока 14 подключается датчик 3 давления, а на второй вход - датчик 26 давления в магистральном паропро- 45 воде. В этом случае на блоке 14 сравниваются сигналы от датчика 3 давления и датчика 26 давления. При понижении давления в магистральном паропроводе относительно давления50
в автоклаве от блока 14 срабатывает элемент 15, от которого через коммутатор 27 в блок управления 11 дается команда на закрытие исполнительного элемента 12, регулирующего впуск 55 пара. Величина перепада давления принимается 0,02-0,04 МПа, Таким
Устройство для програ
клаве по а,с. № 1401446, чающееся тем, что повышения качества термоо устройство содержит допол датчик давления и коммута соответствующие размыкающ которого входы блока срав ключены к соответствующим коммутатора, выход дополн датчика давления через од кающих контактов дополнит коммутатора соединен с о входов блока сравнения, д которого через другой зам контакт дополнительного к соединен с выходом датчик управляющий вход дополнит мутатора подключен к выхо тельного механизма,а упра ход программного задатчи входом сброса дополнитель татора.
лирования термообработки
Устройство для программного регув автоклаве по а,с. № 1401446, отличающееся тем, что, с целью повышения качества термообработки, устройство содержит дополнительные датчик давления и коммутатор, через соответствующие размыкающие контакты которого входы блока сравнения подключены к соответствующим выходам коммутатора, выход дополнительного датчика давления через один из замыкающих контактов дополнительного коммутатора соединен с одним из входов блока сравнения, другой вход которого через другой замыкающий контакт дополнительного коммутатора соединен с выходом датчика давления, управляющий вход дополнительного коммутатора подключен к выходу исполнительного механизма,а управляющий выход программного задатчика связан с входом сброса дополнительного коммутатора.
Г i
Г2
/ч
22
25
20 Т// Т
клЯ 13Ж
А8т0мл08 /7
| Устройство для программного регулирования термообработки в автоклаве | 1986 |
|
SU1401446A2 |
