Изобретение касается технологического передела при изготовлении графитированных изделий, например электродов, а именно пропитки различными веществами, применяемой для изменения свойств полуфабрикатов графитированных электродов в направлениях: увеличения плотности; повышения электропроводности; улучшения механических свойств и пр.
В качестве пропиточных сред применяются каменноугольные смола и пеки.
Процессы, происходящие при пропитке, определяются рядом факторов, важнейшими из которых являются пористость, размер, форма и распределение пор в пропитываемом материале, поверхностная энергия и вязкость жидкой фазы и др.
Известен способ получения графитированных электродов по а.с. СССР №768757 от 04.12.1978 г., опубл. 07.10.1980 г. Согласно этому способу обожженные углеродные заготовки нагревают, вакуумируют и пропитывают углеродсодержащим импрегнатом под определенными давлением и температурой во времени с последующим обжигом и графитизацией. Однако в соответствии с данным способом возможна полная пропитка только электродов мелких сечений, а при пропитке электродов средних и больших сечений остается непропитанной центральная часть электродов, что существенно снижает их качество.
Известен другой способ получения графитированных изделий, включающий нагрев обожженных углеродных заготовок, их вакуумирование и пропитку углеродсодержащим импрегнатом, каменноугольным пеком под давлением с последующим обжигом и графитацией (Е.Ф. Чалых «Технология и оборудование электродных и электроугольных предприятий», М., Металлургия, 1972 г., с.206-207). Однако способ не обеспечивает достаточно высокую степень пропитки углеродных заготовок, что отрицательно сказывается на плотности графитированных изделий.
Известен способ получения графитированных электродов. Способ включает нагрев обожженных углеродных заготовок, их вакуумирование и пропитку углеродосодержащим импрегнатом под давлением (Пат. RU 2377178, C01B 31/04, 30.06.2008 г.).
Известная пропитка изделий на основе углерода углеродосодержащим импрегнатом способствует уменьшению общей пористости за счет перераспределения объема пор по размерам их эквивалентных радиусов в сторону уменьшения, однако трудность представляет собой заполнение импрегнатом микропор. Это зависит от таких факторов, как вязкость импрегната, устанавливаемая температура его нагрева, скорость доставки его в автоклав, влияющей на скорость его охлаждения при проникновении в поры заготовки. Скоростью вакуумирования автоклава и скоростью создания необходимого для пропитки импрегнатом пор достаточного давления в автоклаве определяют производительность при производстве электродов. Эта проблема не решена в рассмотренных выше аналогах.
Наиболее близким техническим решением является способ пропитки углесодержащих изделий и устройство для его осуществления, изложенные в пат. США - US 4454177, заявлен 07.06.1982 г.
Известный способ включает пропитку заготовок углеродных изделий горячей пропитывающей средой - импрегнатом в закрытом автоклаве посредством того, что изделия, которые подлежат пропитке, загружаются в автоклав и нагреваются вместе с ним через теплообменник до температуры пропитки, далее из автоклава откачивается воздух (автоклав вакуумируется), пропиточная среда (импрегнат) вводится и заполняет автоклав, затем повышается давление для пропитки изделий. После пропитки остатки импрегната удаляются из автоклава и закрытый автоклав и пропитанные изделия в нем охлаждаются до температуры ниже определенного «нижнего предела», после чего изделия удаляются из автоклава. «Нижний предел» температуры выбирается, чтобы исключить вредные отходящие газы.
Устройство для реализации известного способа по пат. США №4454177 включает автоклав с входным и выходным соединениями для пропитывающей среды, вакуумный насос, связанный с автоклавом, окно с крышкой для загрузки и выгрузки заготовок, теплообменник для нагрева и охлаждения автоклава. Насос для создания давления импрегната в автоклаве. Нагреватель включает циркуляционный насос с горелкой, нагревающим элементом и расширительным баком. Охлаждающая установка состоит также из циркуляционного насоса, воздушного и водяного теплообменников и расширительного бака. Пропиточная установка содержит бак с обогревателем, уловитель паров и насос с обводной линией.
Загрузочное устройство содержит подставки для установки заготовок перед загрузкой в автоклав.
Этот способ и устройство по совокупности признаков и назначению из известных аналогов наиболее близок к заявленному способу и устройству и принят за прототип.
Недостатками данного способа и устройства является длинный производственный цикл при загрузке «холодных» изделий и длительный процесс вакуумирования; наличие выбросов вредных веществ в атмосферу при вакуумировании и откачке импрегната из автоклава из-за вытеснения паров импрегната из емкости хранения; наличие двух раздельных контуров нагрева и охлаждения, объединенных одним общим узлом - теплообменником, из-за возможности непроизвольного соединения этих двух контуров и перетекания теплоносителя из одного контура в другой; конструкция теплообменника также несовершенна, т.к. расположение его только внутри автоклава недостаточно эффективно, а устройства теплообменника в виде «рубашки» в стенках корпуса автоклава технически сложно реализуемо; создание давления пропитки только насосом также малоэффективно ввиду сложности конструкции насосов для давлений свыше 1,6 МПа и температуры выше 200°C, быстрого износа деталей и, как следствие, снижения рабочих параметров ниже допустимых значений.
В основу изобретения поставлена задача сокращения рабочего цикла, увеличения надежности работы оборудования и улучшения экологичности за счет исключения попадания вредных веществ в атмосферу.
Поставленная задача решается тем, что в способе изготовления графитированных заготовок углеродных изделий подлежащие пропитке заготовки загружаются в автоклав, затем автоклав закрывается, нагревается через теплообменник до температуры пропитки, вакуумируется и заполняется импрегнатом, затем повышается давление, обеспечивающее пропитку изделий. После пропитки импрегнат удаляется из автоклава и закрытый автоклав и пропитанные изделия в нем охлаждаются. Новым в решении задачи является то, что заготовки загружаются в автоклав предварительно нагретыми; вакуумирование осуществляют поэтапно, предварительно вакуумируют вспомогательную емкость разрежения, после чего соединяют ее с автоклавом до уравновешивания в них давлений, затем вспомогательную емкость разрежения отсоединяют от автоклава и доводят разрежение в автоклаве до требуемого значения, далее автоклав заполняют жидким импрегнатом из емкости хранения до полного его заполнения, затем емкость хранения отключают от автоклава и начинают процесс пропитки заготовок, создавая давление импрегната в автоклаве подачей сжатого газа в подпиточную емкость, заполненную импрегнатом до объема его расхода в автоклаве на пропитку пор в заготовках.
Заявленное изобретение в объеме формулы изобретения позволяет ускорить процесс пропитки заготовок графитированных изделий, в частности электродов, т.е. увеличить производство изделий в единицу времени. Повышается надежность работы установки, улучшается экология за счет утилизации испарений продуктов производства.
Способ и устройство поясняются чертежом.
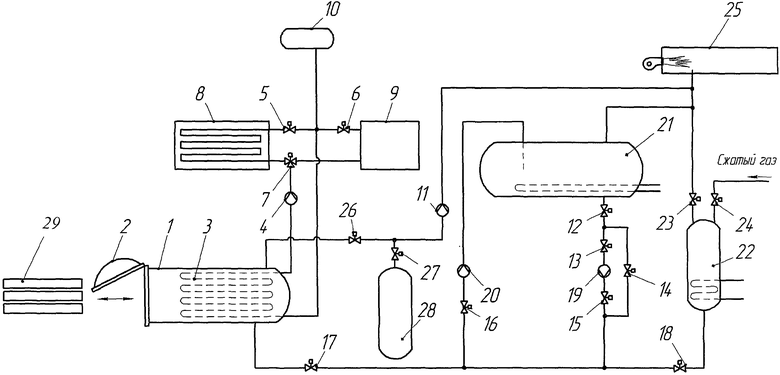
Заявленный способ включает автоклав 1, в котором осуществляются основные физические и химические процессы над обожженными углеродными заготовками, а именно процесс пропитки заготовок 29 углеродсодержащим импрегнатом. Для этого автоклав загружают обожженными углеродными заготовками 29, в дальнейшем по тексту - заготовками, и герметично закрывают. Перед загрузкой заготовки предварительно нагревают. Возможен вариант загрузки без подогрева заготовок. В процессе загрузки естественно происходит охлаждение заготовок, для чего осуществляют их подогрев термомаслом, циркулирующим через теплообменник. Одновременно с нагревом заготовок осуществляют подготовительное вакуумирование, связанной с автоклавом, вспомогательной емкости разрежения 28 вакуум-насосом 11. После того как температура заготовок достигла требуемого значения, автоклав 1 соединяют со вспомогательной емкостью разрежения 28, вследствие чего происходит уравновешивание давления в обеих емкостях. Затем отсоединяют от автоклава 1 емкость разрежения 28 и доводят разрежение в автоклаве 1 до требуемого значения. Далее в автоклав 1 подается жидкий импрегнат до полного его заполнения, после чего начинают процесс пропитки заготовок. Для этого автоклав 1 отключают от емкости хранения 21 импрегната вместе с насосом 19 перекачки импрегната, соединяют напрямую подпиточную емкость 22 с автоклавом 1 и подают сжатый газ в подпиточную емкость 22, создавая постоянное давление жидкой среды импрегната и тем самым обеспечивая пропитку пор импрегнатом. Подпиточная емкость 22 заполняется импрегнатом до объема его расхода в автоклаве, необходимого на пропитку пор в заготовках. Заготовки в жидком импрегнате автоклава и под постоянным давлением выдерживаются определенное время, необходимое и достаточное для пропитки заготовок. Остатки импрегната возвращают в емкость хранения, откуда вредные газы вытесняются в камеру дожига, где они утилизируются. Далее отключается система подогрева теплоносителя, включается система охлаждения. Когда заготовки охладились до температуры, при которой они могут быть выгружены, автоклав открывают и заготовки выгружают, взвешивают для определения процента пропитки и передают для осуществления дальнейших технологических процессов.
Способ материализуется устройством, содержащим автоклав 1 с крышкой 2 и теплообменником 3. Через теплообменник при помощи насоса 4 циркулирует теплоноситель, например термомасло.
Теплообменник состоит из двух контуров: наружного и внутреннего в виде трубок, распложенных вдоль образующих внутри и снаружи автоклава; теплоноситель циркулирует по единому контуру нагрева/охлаждения и при помощи кранов 5, 6 и трехходового крана 7 может быть направлен либо через охладитель 8, либо через нагреватель 9 в зависимости от фазы цикла работы. Для компенсации температурных расширений теплоносителя имеется расширительный бак 10. Для создания вакуума в автоклаве существует вакуумный насос 11, краны 26, 27 и емкость разрежения 28. Система заполнения и опорожнения импрегнатом состоит из кранов 12-18, подающего 19 и откачивающего 20 насосов, резервуара хранения импрегната 21. Для создания давления пропитки в автоклаве 1 применяется сжатый газ и подпиточная емкость 22 с кранами 23 и 24. Все трубопроводы с импрегнатом, арматура на них, резервуар хранения импрегната 21 и подпиточная емкость 22 имеют постоянный обогрев и теплоизолированы. Для утилизации вредных газов, образующихся при вакуумировании, перекачке импрегната из автоклава 1 в емкость хранения 21 и сбросе давления из подпиточной емкости 22 предусмотрена камера дожига 25. Заготовки 29 устанавливаются на загрузочной подставке.
Устройство работает следующим образом.
Подлежащие пропитке заготовки 29 загружаются в автоклав 1, крышка автоклава 2 закрывается герметично. Затем производится нагрев заготовок, для чего открывается кран 6, трехходовой кран 7 переключается, направляя поток теплоносителя через нагреватель 9, запускается насос 4 и нагреватель 9. Таким образом теплоноситель при нагреве циркулирует следующим образом: насос 4 - трехходовой кран 7 - нагреватель 9 - кран 6 - теплообменник 3 - насос 4. Конструктивно теплообменник 3 выполняется в виде трубок, располагающихся вдоль образующих автоклава 1 как внутри, так и снаружи автоклава 1. Одновременно с фазой нагрева заготовок открывается кран 27 и включается вакуум-насос 11, при этом вакуумируется емкость разрежения 28. После того как температура заготовок достигла определенного значения, вакуумируется внутреннее пространство автоклава, для чего открывается кран 26, при этом часть воздуха сразу переходит из автоклава в емкость разрежения 28, что ускоряет процесс вакуумирования. Далее кран 27 закрывается, вакуум-насос 11 доводит разрежение в автоклаве до необходимого значения. При достижении необходимой величины вакуума производится выдержка по времени, после чего кран 26 закрывается, вакуум-насос 11 отключается. Откачиваемый вакуум-насосом 11 из автоклава 1 воздух, содержащий вредные вещества, поступает на камеру дожига 25, где они утилизируются. Затем открываются краны 12, 14, 17 и автоклав 1, под действием разрежения заполняется импрегнатом из емкости хранения 21. После этого в автоклаве создается давление, для чего закрываются краны 12 и 14, открывается кран 18 и 24, и в подпиточную емкость 22 подается сжатый газ. Под действием сжатого газа создается давление и импрегнат пропитывает поры заготовок. По мере пропитки импрегнат вытесняется из предварительно заполненной подпиточной емкости 22 и поступает в автоклав 1. После того как процесс пропитки закончен, нагреватель 9 отключается, краны 24, 18 закрываются, кран 16 открывается и насосом 20 остатки импрегната перекачиваются в емкость хранения 21 до полного опорожнения автоклава 1, после чего краны 16, 17 закрываются. При заполнении емкости хранения 21 вредные газы вытесняются в камеру дожига, где они утилизируются. Далее для охлаждения заготовок и автоклава кран 5 открывается, трехходовой кран направляет поток теплоносителя в сторону охладителя 8, кран 6 закрывается. Теплоноситель при охлаждении циркулирует следующим образом: насос 4 - трехходовой кран 7 - охладитель 8 - кран 5 - теплообменник 3 - насос 4. Когда заготовки охладились до температуры, при которой они могут быть выгружены, автоклав открывается, заготовки выгружаются.
Возможно также создавать давление в автоклаве с помощью насоса 19, в этом случае краны 14 и 18 закрываются, а краны 12, 13, 15 должны быть открыты. При этом по мере пропитки импрегнат подается в автоклав 1 из емкости хранения 21 насосом 19.
Для подготовки к следующему циклу пропитки подпиточная емкость пополняется импрегнатом, для чего из нее на камеру дожига сбрасывается избыточное давление через кран 23, открываются краны 12, 13, 15, 18, и насосом 19 емкость 23 заполняется до определенного уровня.
Для утилизации вредных газов вместо камеры дожига возможно также использование и других систем очистки.
На основании вышеизложенного и результатов патентно- информационного поиска считаем, что разработанный способ изготовления графитированных изделий отвечает требованиям «новизна», «изобретательский уровень», «промышленная применимость» и отвечает требованиям Ст.1350 ГК РФ «Условия патентоспособности изобретения».
Источники информации
1. Авт. свид. СССР №42049, 02.10.1934 г.
2. Авт. свид. СССР №768757, 04.12.1978 г.
3. Пат. RU №2160704 C2, 20.12.2000 г.
4. Пат. RU №2377178 C1, 30.06.2008 г.
5. Е.Ф. Чалых, «Технология и оборудование и электродных и электроугольных предприятий», М., Металлургия, 1972 г., с.206-207.
6. Пат. США - US4454177, 07.06.1982 г. (прототип).
7. А.С. Фиалков, «Процессы и аппараты производства порошковых углеграфитовых материалов», М., Аспект Пресс, 2008 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ГРАФИТИРОВАННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2377178C1 |
| Способ получения графитированных электродов | 1978 |
|
SU768757A1 |
| Способ пропитки графитированных изделий | 1980 |
|
SU891561A1 |
| Способ получения графитированных изделий | 1975 |
|
SU614025A1 |
| СПОСОБ ОБЖИГА УГЛЕРОДСОДЕРЖАЩИХ ЗАГОТОВОК | 1998 |
|
RU2152372C1 |
| Способ пропитки углеродных изделий | 1988 |
|
SU1664742A1 |
| Антифрикционный самосмазывающийся материал | 1983 |
|
SU1097656A1 |
| СПОСОБ ГЛУБОКОЙ ПРОПИТКИ ДРЕВЕСИНЫ | 2011 |
|
RU2469842C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ДРЕВЕСИНЫ АНТИСЕПТИРОВАННЫХ ИЗДЕЛИЙ, В ТОМ ЧИСЛЕ, ЖЕЛЕЗНОДОРОЖНОЙ ШПАЛЫ | 2003 |
|
RU2230658C1 |
| Установка для пропитки каменноугольным пеком и охлаждения углеродных заготовок | 1980 |
|
SU950803A1 |
Изобретение относится к электродной промышленности и предназначено для использования при изготовлении графитированных изделий, в частности касается процесса пропитки различными веществами для устранения пористости. В способе изготовления графитированных изделий, преимущественно электродов, вакуумирование осуществляют поэтапно. Предварительно вакуумируют вспомогательную емкость разрежения. После этого емкость соединяют с автоклавом до уравновешения давления в емкости разрежения и автоклаве. Затем отсоединяют емкость от автоклава и доводят вакуумирование автоклава в автономном режиме до требуемого значения. Далее импрегнат подают в автоклав до полного его заполнения. После этого начинают процесс пропитки заготовок, создавая давление импрегната в автоклаве подачей сжатого газа в подпиточную емкость, заполненную импрегнатом до объема его расхода в автоклаве на пропитку пор в заготовках. Устройство для изготовления графитированных изделий, преимущественно электродов, снабжено вспомогательной емкостью разрежения, связанной с автоклавом и вакуум-насосом. Кроме того, устройство снабжено подпиточной емкостью с импрегнатом, связанной с автоклавом и нагнетательным насосом. Техническим результатом изобретения является сокращение производственного цикла, увеличение надежности, упрощение конструкции устройства и экологичности за счет утилизации вредных веществ производства. 2 н. и 5 з.п. ф-лы, 1 ил.
1. Способ изготовления графитированных изделий, преимущественно электродов, включающий загрузку обожженных углеродных заготовок в автоклав, их нагрев, вакуумирование и пропитку углеродсодержащим импрегнатом под давлением, отличающийся тем, что вакуумирование осуществляют поэтапно, предварительно вакуумируют вспомогательную емкость разрежения, после чего ее соединяют с автоклавом до уравновешения давления в емкости разрежения и автоклаве, затем отсоединяют упомянутую емкость от автоклава и доводят вкуумирование автоклава в автономном режиме до требуемого значения, далее импрегнат подают в автоклав до полного его заполнения, после чего начинают процесс пропитки заготовок, создавая давление импрегната в автоклаве подачей сжатого газа в подпиточную емкость, заполненную импрегнатом до объема его расхода в автоклаве на пропитку пор в заготовках.
2. Способ по п.1, отличающийся тем, что заготовки загружают в автоклав предварительно нагретыми.
3. Способ по п.1, отличающийся тем, что газы, откачиваемые из автоклава при вакуумировании и вытесняемые при перекачке импрегната в емкость хранения, утилизируют.
4. Устройство для изготовления графитированных изделий, преимущественно электродов, содержащее автоклав, теплообменник, средства для нагрева и охлаждения теплоносителя, вакуумирования, пропитки изделий и создания давления в автоклаве, отличающееся тем, что оно снабжено вспомогательной емкостью разрежения, связанной с автоклавом и вакуум-насосом, а также подпиточной емкостью с импрегнатом, связанной с автоклавом и нагнетательным насосом.
5. Устройство по п.4, отличающееся тем, что средства для нагрева и охлаждения теплоносителя объединены в одну замкнутую систему с возможностью перенаправления теплоносителя на нагрев или охлаждение.
6. Устройство по п.4, отличающееся тем, что теплообменник состоит из двух контуров: наружного и внутреннего в виде трубок, расположенных вдоль образующих внутри и снаружи корпуса автоклава.
7. Устройство по п.4, отличающееся тем, что оно снабжено камерой дожига газов, образующихся в ходе производственного процесса.
| US 4454177 A1, 12.06.1984 | |||
| US 3957957 A1, 18.05.1976 | |||
| Механизам привода орудия минитрактора | 1985 |
|
SU1348238A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАФИТИРОВАННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2377178C1 |
| Способ получения графитированных электродов | 1978 |
|
SU768757A1 |
| Линия для получения графитированных изделий | 1987 |
|
SU1527150A1 |
| Смывной клапан для клозетного промывного бака | 1929 |
|
SU18305A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАФИТИРОВАННОГО МАТЕРИАЛА С ПОВЫШЕННОЙ АБРАЗИВНОЙ СТОЙКОСТЬЮ | 2010 |
|
RU2443623C1 |

