4
О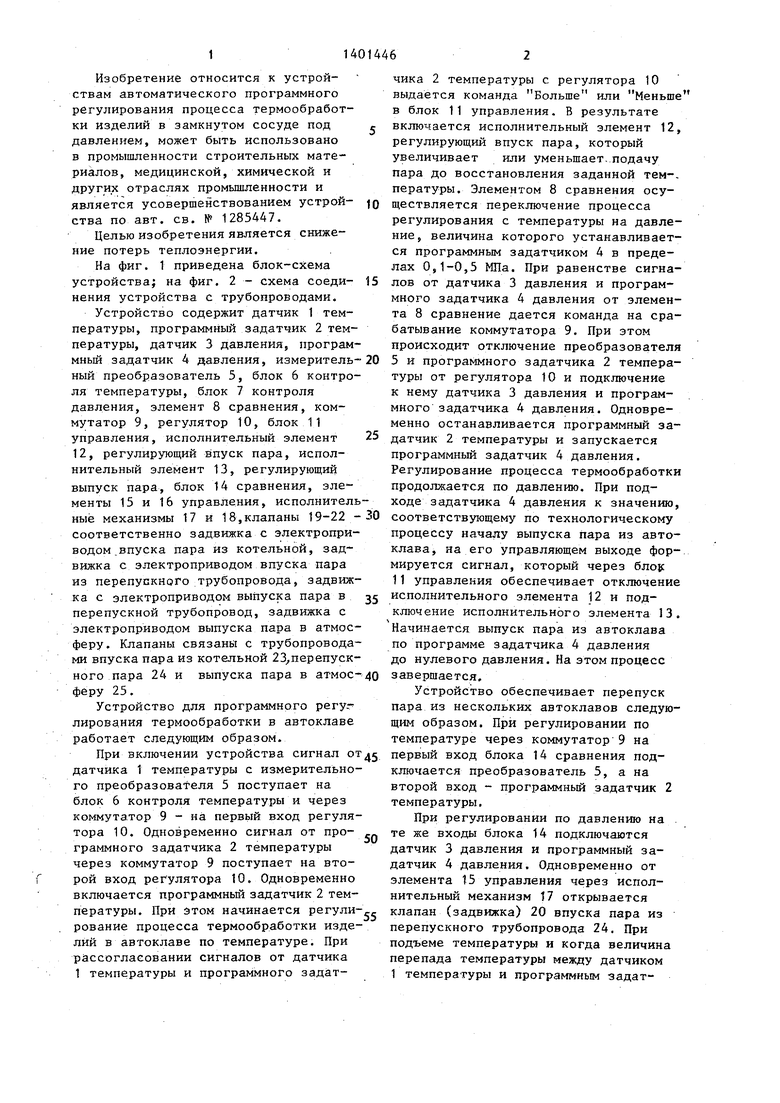
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного регулирования термообработки в автоклаве | 1987 |
|
SU1550499A2 |
| Устройство для программного регулирования термообработки в автоклаве | 1988 |
|
SU1621008A2 |
| Устройство для программного регулирования термообработки в автоклаве | 1985 |
|
SU1285447A1 |
| Устройство для управления автоклавом | 1979 |
|
SU809111A1 |
| Устройство для термообработки силикатобетонных изделий | 1975 |
|
SU532390A1 |
| Система автоматического регулирования процесса горения силовой установки с активным котлом-утилизатором высокотемпературного кипящего слоя | 2018 |
|
RU2686238C1 |
| Устройство для автоматического управления процессом тепловой обработки бетона | 1981 |
|
SU975692A1 |
| Система автоматического регулирования процесса горения силовой установки с активным котлом-утилизатором высокотемпературного кипящего слоя с воздухоподогревателем | 2018 |
|
RU2693350C1 |
| Устройство управления процессом автоклавной обработки изделий | 1981 |
|
SU947138A1 |
| Многоканальный регулятор инерционных процессов | 1979 |
|
SU855611A2 |
Устройство для программного регулирования термообработки в авто клаве может быть использовано для регулирования термообработки изделий в замкнутом сосуде под давлением. Устройство содержит датчики и программные задатчики температуры и давления, подключенные к коммутатору, на выходе которого включен регулятор с блоком управления и двумя исполнительными элементами, и обеспечи- - вает снижение потерь теплоэнергии за счет наличия блока сравнения, обеспечивающего по сигналам датчиков и задатчиков через управляющие элементы, исполнительные элементы и клапаны перепуск пара из одного автоклава в другой по заданной программе . 2 ил . а S (Л
4:
4
О)
гчз
Изобретение относится к устройствам автоматического программного регулирования процесса термообработки изделий в замкнутом сосуде под давлением, может быть использовано в промышленности строительных материалов, медицинской, химической и других отраслях промышленности и является усовершенствованием устрой- ства по авт. св. № 1285447.
Целью изобретения является снижение потерь теплоэнергии.
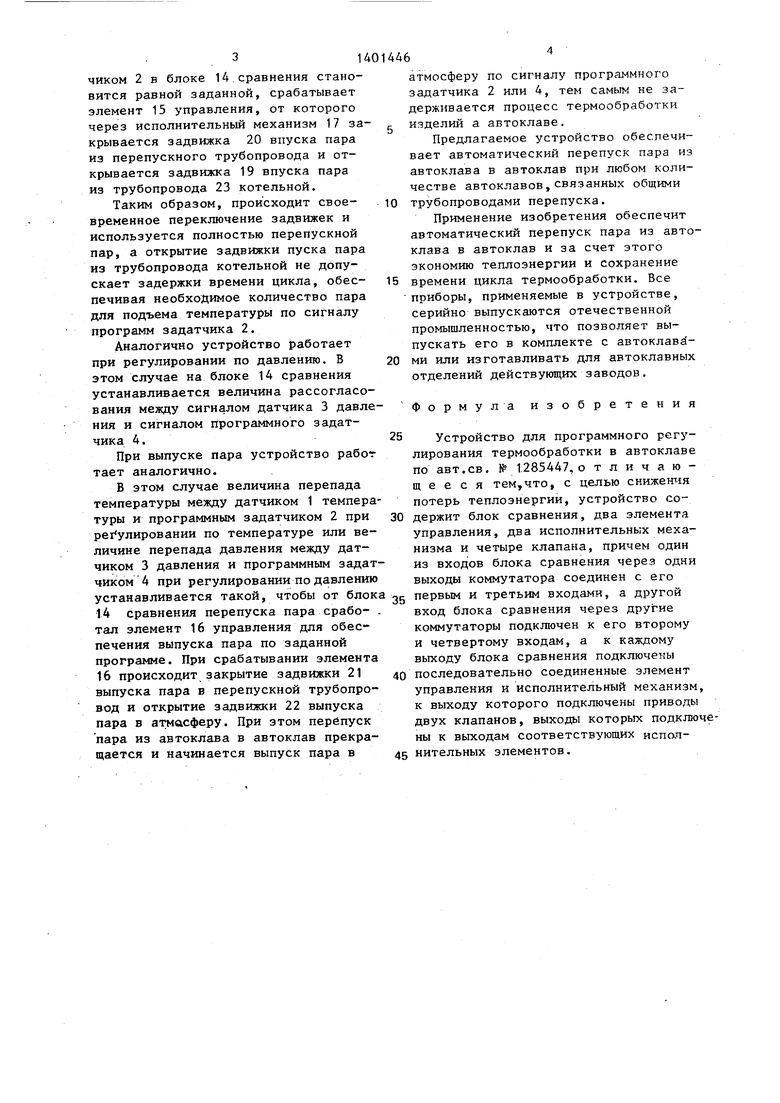
На фиг. 1 приведена блок-схема устройства; на фиг. 2 - схема соеди- нения устройства с трубопроводами.
Устройство содержит датчик 1 температуры, программный задатчик 2 температуры, датчик 3 давления, программный задатчик 4 давления, измеритель ный преобразователь 5, блок 6 контроля температуры, блок 7 контроля давления, элемент 8 сравнения, коммутатор 9, регулятор 10, блок 11
управления, исполнительный элемент
12, регулирующий впуск пара, исполнительный элемент 13, регулирующий выпуск пара, блок 14 сравнения, элементы 15 и 16 управления, исполнительные механизмы 17 и 18,клапаны 19-22соответственно задвижка с электроприводом.впуска пара из котельной, задвижка с электроприводом впуска пара из перепускного трубопровода, задвижка с электроприводом выпуска пара в перепускной трубопровод, задвижка с электроприводом выпуска пара в атмосферу. Клапаны связаны с трубопроводами впуска пара из котельной 23 перепуск- ного пара 24 и выпуска пара в атмосферу 25.
Устройство для программного регуг лирования термообработки в автоклаве работает следующим образом.
При включении устройства сигнал от датчика 1 температуры с измерительного преобразователя 5 поступает на блок 6 контроля температуры и через коммутатор 9 - на первый вход регулятора 10. Одновременно сигнал от программного задатчика 2 температуры через коммутатор 9 поступает на второй вход регулятора 10. Одновременно включается программный задатчик 2 температуры. При этом начинается регулирование процесса термообработки изделий в автоклаве по температуре. При рассогласовании сигналов от датчика 1 температуры и программного задат
Q
5
0
5
05 0
0
чика 2 температуры с регулятора 10 выдаётся команда Больше или Меньше в блок 11 управления. В результате включается исполнительный элемент 12, регулирующий впуск пара, который увеличивает или уменьшает, подачу пара до восстановления заданной тем-, пературы. Элементом 8 сравнения осуществляется переключение процесса регулирования с температуры на давление, величина которого устанавливается программным задатчиком 4 в пределах 0,1-0,5 МПа. При равенстве сигналов от датчика 3 давления и программного задатчика 4 давления от элемента 8 сравнение дается команда на срабатывание коммутатора 9. При этом происходит отключение преобразователя 5 и программного задатчика 2 температуры от регулятора 10 и подключение к нему датчика 3 давления и программного задатчика 4 давления. Одновременно останавливается программный эа- датчик 2 температуры и запускается программный задатчик 4 давления. Регулирование процесса термообработки продолжается по давлению. При подходе задатчика 4 давления к значению, соответствующему по технологическому процессу началу выпуска пара из автоклава, на его управляющем выходе формируется сигнал, который через бло1с 11 управления обеспечивает отключение исполнительного элемента 12 и подключение исполнительного элемента 13. Начинается выпуск пара из автоклава по программе задатчика 4 давления до нулевого давления. На этом процесс завершается.
Устройство обеспечивает перепуск пара из нескольких автоклавов следующим образом. При регулировании по температуре через коммутатор 9 на первый вход блока 14 сравнения подключается преобразователь 5, а на второй вход - программный задатчик 2 температуры.
При регулировании по давлению на . те же входы блока 14 подключаются датчик 3 давления и программный задатчик 4 давления. Одновременно от элемента 15 управления через исполнительный механизм 17 открывается клапан (задвижка) 20 впуска пара из перепускного трубопровода 24. При подъеме температуры и когда величина перепада температуры между датчиком 1 температуры и программным задатчиком 2 в блоке 14.сравнения становится равной заданной, срабатывает элемент 15 управления, от которого через исполнительный механизм 17 закрывается задвижка 20 впуска пара из перепускного трубопровода и открывается задвижка 19 впуска пара из трубопровода 23 котельной.
Таким образом, происходит свое- временное переключение задвижек и используется полностью перепускной пар, а открытие задвижки пуска пара из трубопровода котельной не допускает задержки времени цикла, обес- печивая необходимое количество пара для подъема температуры по сигналу программ задатчика 2.
Аналогично устройство работает при регулировании по давлению, В этом случае на блоке 14 сравнения устанавливается величина рассогласования между сигналом датчика 3 давления и сигналом программного задатчика 4.
При выпуске пара устройство рабог тает аналогично.
В этом случае величина перепада температуры между датчиком 1 температуры и программным задатчиком 2 при рег улировании по температуре или величине перепада давления между датчиком 3 давления и программным задатчиком 4 при регулировании по давлению
устанавливается такой, чтобы от блока vjg первым и третьим входами, а другой
14 сравнения перепуска пара сработал элемент 16 управления для обеспечения выпуска пара по заданной программе. При срабатывании элемента 16 происходит закрытие задвижки 21 выпуска пара в перепускной трубопровод и открытие задвижки 22 выпуска пара в атмйсферу. При этом перепуск пара из автоклава в автоклав прекращается и начинается выпуск пара в
вход блока сравнения через другие коммутаторы подключен к его второму и четвертому входам, а к каждому выходу блока сравнения подключены
40 последовательно соединенные элемент управления и исполнительный механиз к выходу которого подключены привод двух клапанов, выходы которых подкл ны к выходам соответствующих испол45 нительных элементов.
атмосферу по сигналу программного задатчика 2 или 4, тем самым не задерживается процесс термообработки изделий а автоклаве.
Предлагаемое устройство обеспечивает автоматический перепуск пара из автоклава в автоклав при любом количестве автоклавов,связанных общими трубопроводами перепуска.
Применение изобретения обеспечит автоматический перепуск пара из автоклава в автоклав и за счет этого экономию теплоэнергии и сохранение времени цикла термообработки. Все приборы, применяемые в устройстве, серийно выпускаются отечественной промышленностью, что позволяет выпускать его в комплекте с автоклавй- ми или изготавливать для автоклавных отделений действующих заводов.
Формула изобретения
Устройство для программного регулирования термообработки в автоклаве по авт.св. № 1.285447,0 т л и ч а ю - щ е е с я тем,что, с целью снижетш потерь теплоэнергии, устройство содержит блок сравнения, два элемента управления, два исполнительных механизма и четыре клапана, причем один из входов блока сравнения через одни выходы коммутатора соединен с его
вход блока сравнения через другие коммутаторы подключен к его второму и четвертому входам, а к каждому выходу блока сравнения подключены
40 последовательно соединенные элемент управления и исполнительный механизм, к выходу которого подключены приводы двух клапанов, выходы которых подключны к выходам соответствующих испол45 нительных элементов.
ш
( JL
s
т
VXXX V V-VA-c±l
ю
/7
7f
ери Z.I
,t3
25Л
.
f XI/
Г7
п/J
Ae/nojf af}
в
т
V-VA/«
13
75
7S
(
I . v . гН
СЁШ
,2
го Л
2
У25
П
VJ
A8fTJOf(aS /f
| Устройство для программного регулирования термообработки в автоклаве | 1985 |
|
SU1285447A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
