(54) СПОСОБ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОШИВКИ
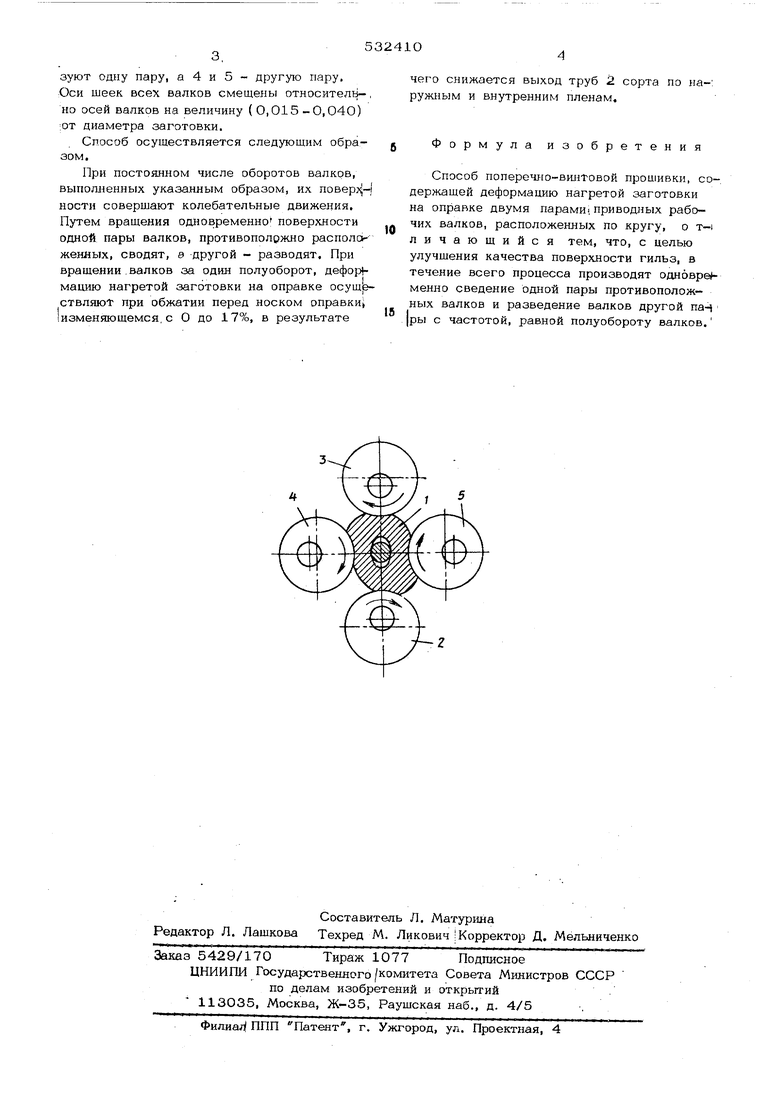
зуют одну пару, а 4 и 5 - другую пару. Оси шеек всех валков смещены относитель-, но осей валков на величину (0,015-0,040) ;от диаметра заготовки.
Способ осуществляется следующим образом.
При постоянном числе оборотов валков, выполненных указанным образом, их повер ности совершают колебательные движения. Путем вращения одновременно поверхности одной пары валков, противоположно расположенных, сводят, а другой - разводят. При вращении , валков за один полуоборот, дефорЬ мацию нагретой заготовки на оправке осуществляют при обжатии перед носком оправки; изменяющемся, с О до 17%, в результате
чего снижается вь1ход труб 2 сорта по на-: ружным и внутренним пленам.
Формула изобретения
Способ поперечно-винтовой прошивки, содержащей деформацию нагретой заготовки на оправке двумя парами, приводных рабочих валков, расположенных по кругу, о T-I личающийся тем, что, с целью улучшения качества поверхности гильз, в течение всего процесса производят однбвре менно сведение одной пары противоположных валков и разведение валков другой с частотой, равной полуобороту валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ ВИНТОВОЙ ПРОШИВКОЙ | 2009 |
|
RU2404869C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ИЗ ЛИТОЙ ЗАГОТОВКИ | 2009 |
|
RU2391155C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| Способ винтовой прошивки и устройство для его осуществления | 2022 |
|
RU2814881C2 |
| Способ винтовой прошивки и устройство для его осуществления | 2016 |
|
RU2647393C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2011 |
|
RU2457052C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2416474C1 |
| Способ настройки стана винтовой прокатки | 1975 |
|
SU534260A1 |
| Валок для винтовой прошивки | 1980 |
|
SU900891A1 |
