Иэобре1-ен ;е oiiiocviTCH к строт альноформирую1 ;е1-лу станку { кгсжет ;споль«,
зовано 3 дер зообрабатывающэй промышленности,
Иавесте;:: строгально-формируюший ста-- з нок, включs, ь;еханьгз; ; подачт: с прижи /Ja 4т-, р грааия с ко кевой трагерсо:: и f/opмкров п:1Я с пащю/з-шгоитмт МЛ.
Однако зтот станок ке обладает вьюокой ю производите.ггглгс-птью.
Иззестек ТЁК-ке строгапьнс- ормиоуюшкй станок, вк:1счаю)дий л-юханизмы Гспачт; с прижимами, резаул с ножегюй траверсой п формирования о иоаьк кны.и п непсдвкжиымп на- ;/; правляющими и фкксаторамк|,2J.
Этот стакок имеет нтгекую ГЕ1Н:35одитоль ность и ;-з обеспечивает сбразодамия иелрб- pbiBHoii лентъ; из скрепленных ме Kjy сшбсй полосок iifnoiia,90
Целью изобретения .С.и повьт:ие:гке производите: SOCT.г CTarr.va ,; обеспе-лэниЭ возможкостн образо.:-анч:,; иот рзрьт зкой леяты КЗ скрепле:пч:лк :-;е;: :чу собой шпона,25
соО дюстигаетсл теМ; что за неподвиж- -ьт;ли .:л ;:.;; rexaHiiarvja формирова- ИНГ ус7-анозлек узел скрепления срезанного СЛОЯ; при;-к;1Гч:ы снабжены губками, а мехаHu3jv:. псзалл в тЛолнэЕ с силовыми цилиндралпТ; ла глтохах ксторьтх расположен прижим с -;одаю i.s: губк; й. npimeN; механизм форми- ;)oi:e :;;л с-О;;-. с леханизьдлх- резания, а часть тса-1рл ;ляк::мих с фиксаторами установ - лена ка лоч-севой траверсе.
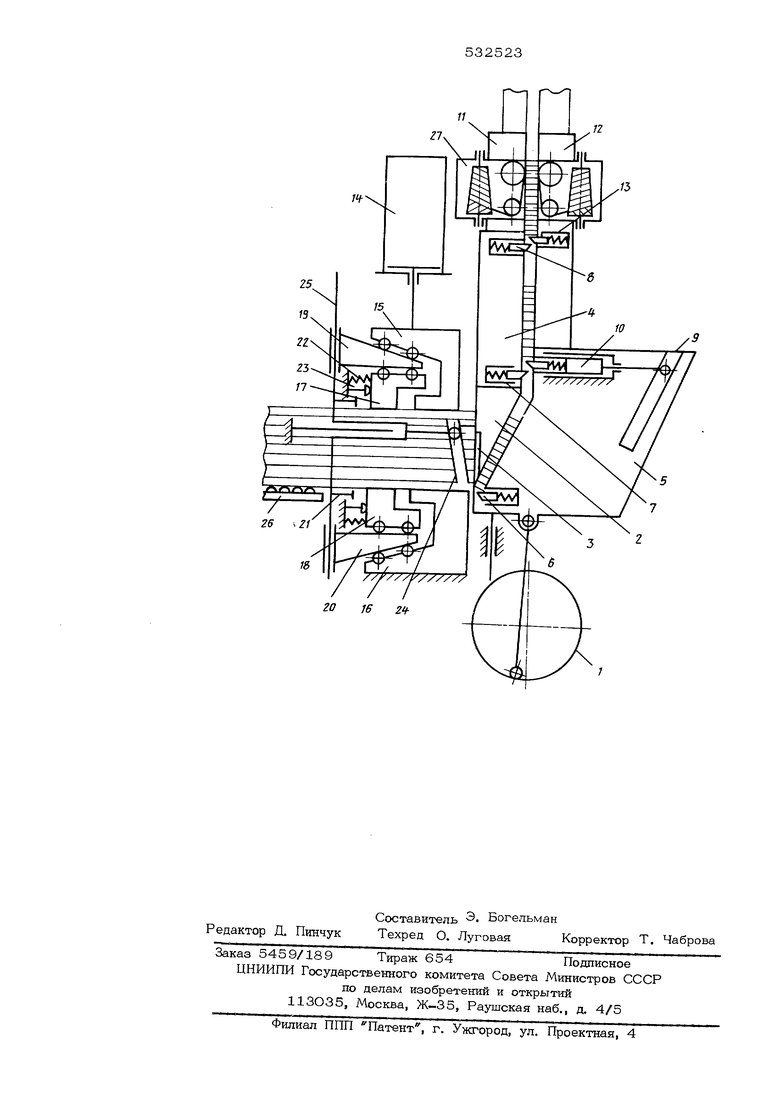
На чьрте-кс схематичестш изображен предлаг-аямьгй птс;;ох.
Ол .сдор5Х:хт гикзод 1, выполненный, на-AipuMep. в Бгде кравошилно-иитунного механизма, р«к-сл.;:р™фоол 1рутои ий механизм, включ:иош - й ъ себя ко;-кез; ло траверсу 2, нож 3, по;.Е ,1Ж;-г : е- отч1ак-гчительнь;е напоавляющие 4 и о с Ф:Лчсатсра.:1 G, 7 и м, копир 9. пла- патои-:п; (р;лсйтор 10, 1-1е1Тодв :жные огракиЧ ;челы; ;; лагюайлгтющле 11 и 12 и фиксаTOi-. 13. I-.pciMo Tcvo. станок сопержит меха- Kvi3M пода .;if. вклк-чаюи4ИЙ в се-5я плевмолиликлг ь;й лрл.-слм 13, опору 16, гюдгю1лт-е рубки и-7 л 1л кллкья 19 и 20, толпяюшую 24 движения стойки 25, роликовый стоп 26, механизм скрепления 27 срезанного слоя. Станок работает следующим образом. Собранный в пакет шпон по роликовому столу 26 подают в рабочую зону и с помощью пневмоцилиндра. 14 фиксируют прижимом 15. При ходе ножевой траверсы вверх направляющая 24 через стойку 25 перемешает клинья 19 и 20 в сторону ножевой траверсы, в результате чего пакет, ранее зафиксированньш пневмоципиндром 14 межд прижимом 15 и опорой 16, оказывается за фиксированным только подающими губками и 18, регулируемые толкатели 21, закрепл ные на стойке 25, продвигают подающими г ками пакет на остаток хода стойки 25. При ходе ножевой траверсы вниз клинья освобождают подающие губки от давления пневмоцилиндра, и они пружинами 22 возвращаются до упоров 23. Одновременно пакет фиксируется прижимом 15 и опорой 16 Строгание происходит за счет возвратнопоступательного движения ножевой траверсы 2 с закрепленным на ней ножом 3. В нижнем положении ножевой траверсы срезанный слой оказывается в зазоре между ножевой траверсой и подвижной ограничительной направляющей 5. При этом фиксатор 6 заскакивает под нижнюю полоску срезаемого слоя. При ходе ножевой травер сы вверх фиксатор 10, перемещаясь по скосу ножевой траверсы с помощью копира 9, заскакивает под нижнюю полоску сре занного слоя и при ходе ножевой траверсы вниз удерживает его, в результате чего срезанный слой оказывается между подвиж ной ограничительной направляющей 4 и неподвижной направляющей 12. При следующем ходе вверх фиксатор 7 Проталкивает срезанный слой выше и он оказывается в зазоре между неподвижными ограничительными направляющими 11 и 12. Срезанный слой выталкивается из станка фиксатором 13 при следующем ходе ножевой траверсы вверх. При этом срабатывает механизм скрепления 27, работающий, например, с термопластичной нитью. Формула изобретения Строгально-формирующий станок, включающий механизмы подачи с прижимами, резания с ножевой подвижной траверсой, формирования с подвижными и неподвижными направляющими и фиксаторами, отличающийся тем, что, с целью повышения производительности станка и обеспечения возможности образования непрерывной ленты из скрепленных между собой полосок щпона, за неподвижными направляющими механизма формирования установлен узел скрепления полосок щпона, прижимы снабжены подающими губками, а механизм подачи выполнен с силовыми цилиндрами, на щтоках которых расположен прижим с подающей губкой, причем механизм формирования совмещен с механизмом резания, а часть направляющих с фиксаторами установлена на ножевой траверсе. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 106078, М.Кл В 27 D 1/04, 1956 г. 2.Авторское свидетельство СССР № 431003, М. Кл.В 27 С 1/ОО, 1972г. (прототип).
20 16 Z4П
/3
77
| название | год | авторы | номер документа |
|---|---|---|---|
| Строгально-формирующий станок | 1979 |
|
SU808271A1 |
| Строгально-формирующий станок | 1980 |
|
SU895658A1 |
| СТРОГАЛЬНО-ФОРМИРУЮЩИЙ СТАНОК | 1972 |
|
SU431003A1 |
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| Строгально-формирующий станок | 1981 |
|
SU986783A1 |
| Линия для изготовления древесного слоистого материала (и ее варианты) | 1982 |
|
SU1021608A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU374174A1 |
| ШПОНОСТРОГАЛЬНЫЙ СТАНОК | 2011 |
|
RU2484952C1 |
| Суппорт шпонострогального станка | 1983 |
|
SU1130480A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |