(54) СТРОГАЛЬНО-ФОРМИРУКЩИЙ СТАНОК
1
Изобретение относится к станкам для производства столярных плит и может быть использовано в деревообрабатывающей промышленности.
Известен строгально-формирующий станок, включающий механизм подачи режущий нож и обогреваемые плиты 1.
Недостатком этого станка является невозможность переработки низкосортного пускового шпона в виду того, что при полистной рубке все дефекты листа выявятся на сформированном щите, хотя в несколько изменных размерах, зависящих от ширины полосок.
Известен также строгально-формирующий станок, включающий механизмы подачи, резания, формирования и обогреваемые плиты 2.
Недостатками станка являются частые заломы полосок шпона в зазоре между обогреваемыми плитами и низкая производительность.
Это объясняется тем, что при строгании пакета, собранного из низкокачественного шпона, появляются отдельные узкие полоски (щепки) шпона, которые создают значительные дополнительные сопротивления проталкиванию сформированнрго из полосок шпона ковра в зазоре между плитами. Цель изобретения - повьпиение каf чества формирования непрерывного слоя полосок шпона и повышение производительности.
Это достигается тем, что станок снабжен двумя ленточными транспортерами, рабочие ветви которых расположены между обогреваемыми плитами, причем привод транспортеров снабжен муфтой скольжения для регулирования крутящего момента.
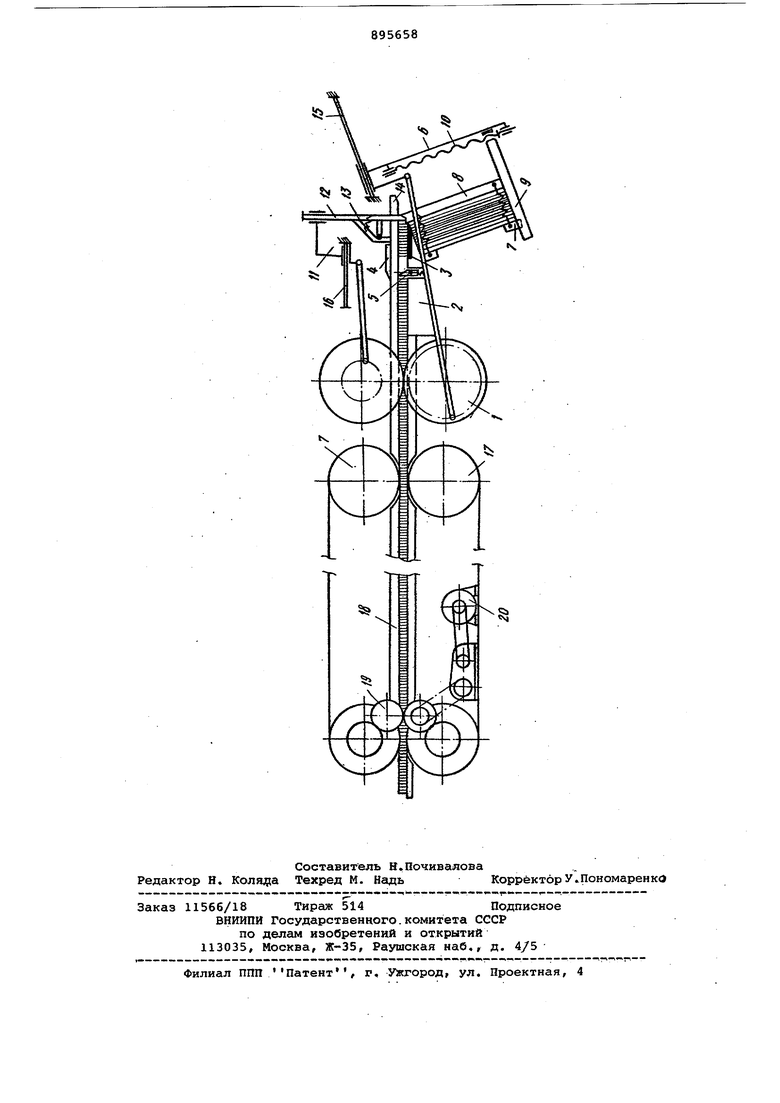
15 На чертеже изобргикен станок, общий вид.
Строгально-формирующий станок содержит привод 1, выполненный в виде
2Q кривошипно-шатунного механизма. Механизм резания включает в себя ножевую траверсу 2 с ножом 3, полозом 4 и фиксатором 5, каретку 6 с прижимом 7.
25 Кроме того, устройство имеет опорную стенку 8 , подъемный стол 9 с механизмом подъема 10. Формирующий механизм включает каретку 11 с толкателем 12 и флажком 13, ограничитель 14. Станок содержит также поправляющие 15 механизма резания и направляющие 16 формирующего механизма, два ленточных транспортера 17, обогреваемые плиты 18, блок шестерен 19 на ведущих барабанах транспортеров и приводс муфтой скольже ния 0. Станок работает следующим образо Собранный в пакет шпон устанавли вается на стол 9 и закрепляется прижимом 7. Пакет располагается так образом, чтобы волокна шпона были направлены вдоль режущей кромки ножа 3. После этого производится стро гание пакета за счет надвигания каретки б на нож 3, который срезает слой полосок определенной ширины. Толкатель 12, установленный на каре ке 11, движение которой согласовано движением каретки 6, в момент среза ния последней полоски заходит своими выступами в пазы оп.орной стенки 8 соскакивает с полоза 4 и начинает рабочий ход. Последний заключается в проталкивании срезанного слоя в зазоре между ножевой траверсой 2 и ограничителем 14, формируя при этом срезанные слои в непрерывный ковер, который проталкивается в клеильное устройство. При холостом ходе каретки 11 толкатель 12 движется над срезаемым слоем шпона, опираясь флажком 13 на полоз 4. При холостом ходе каретки 6 происходит подъем стола 9 на толщину срезаемого слоя. В конце рабочего хода толкателя 12 срабатывает фиксатор 5, предотвращающий обратное движение сформировайного ковра под действием упругих сил сжатого материала. Во время проталкивания ковра толкателем 12 в зазоре между лентами транспортеров 17 происходит его нагрев за счет тепла, поступающего через ленты транспортеров от обогреваемых плит -18. К ведущим барабанам транспортеров 17 приложен определенный крутящий момент от привода с муфтой скольжения 20 через блок шестерен 19, Величина момента определяется, исходя из условий неподвижности транспортеров 17 во время холостого хода толкателя 12 и их движения при требуемом сжатии ковра во время рабочего хода. Пакет шпона может собираться из сухих листов шпона с нанесением на них клея, и тогда при нагреве в зазоре происходит склеивание материала, либо из сырого шпона и тогда в обогреваемых плитах происходит сушка срезанных слоев. Формула изобретения Строгально-формирующий станок, включающий механизмы подачи, резания, формирования и обогреваемые плиты, отличающ ийся тем, что, с целью повышения качества формирования непрерывного слоя полосок шпона и повышения производительности, станок снабжен двумя ленточными транспортерами, рабочие ветви которых расположены между обогреваемыми плитами, причем привод транспортеров снабжен муфтой скольжения для регулирования крутящего момента. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 106078, кл. В 21 С 1/04, 1960. 2.Авторское свидетельство СССР 431003, кл. В 27 С 1/00, 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРОГАЛЬНО-ФОРМИРУЮЩИЙ СТАНОК | 1972 |
|
SU431003A1 |
| Строгально-формирующий станок | 1981 |
|
SU986783A1 |
| Строгально-формирующий станок | 1979 |
|
SU808271A1 |
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| Линия для изготовления древесного слоистого материала (и ее варианты) | 1982 |
|
SU1021608A1 |
| Строгально-формирующий станок | 1975 |
|
SU532523A1 |
| Устройство для съема и укладки листов строганого шпона | 1976 |
|
SU629069A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОСОК ШПОНА, СТРУЖКИ И Т.П. | 2003 |
|
RU2329138C2 |
| Установка для производства теплоизоляционного шнура | 1978 |
|
SU927787A1 |
| Станок ля изготовления древесной стружки | 1983 |
|
SU1151455A1 |