Цель настоящего изобретения - использовать продольную составляющую силы давления стружки на резец для перемещения супорта токаркого станка, устранив этим необходимость в ходовом винте и т. п. Для осуществления этой дели предлагается свободно вращающийся дисковый резец, имеющий форму усеченного конуса, установить на супорте под углом наклона плоскости его вращения к оси обтачиваемого изделия не менее 45°.
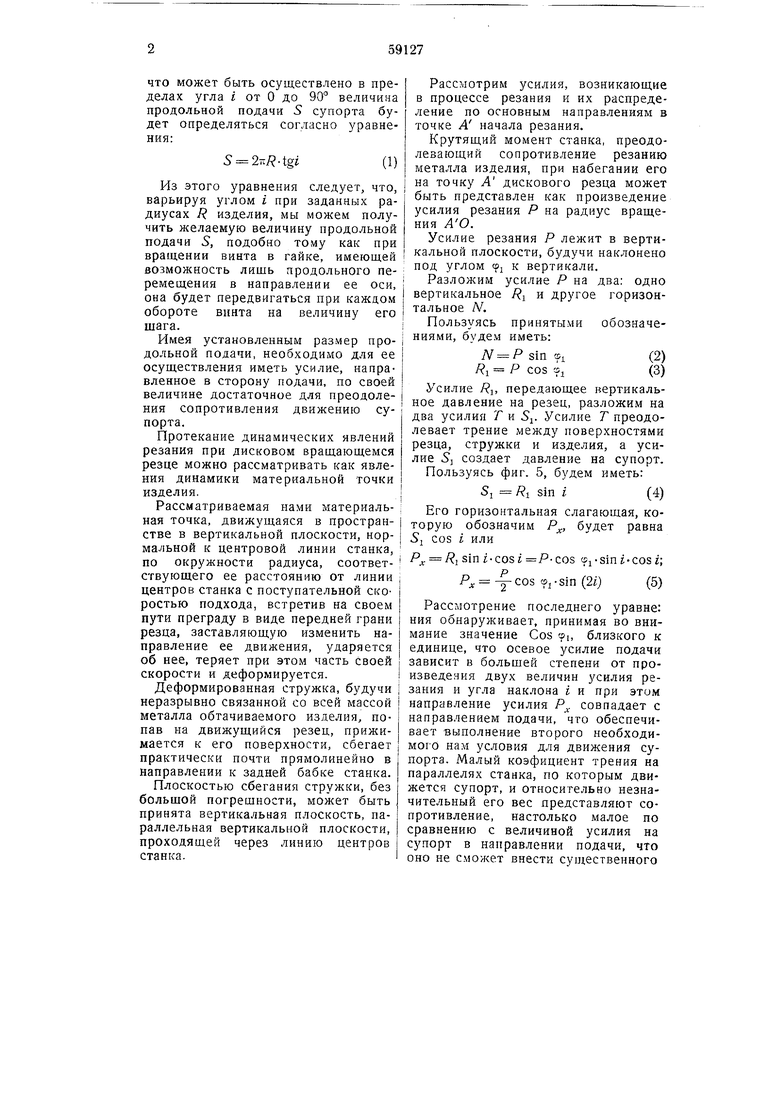
На чертеже фиг. 1, 2 и 3 схематически изображают относительное положение резца и изделия в видах спереди, сверху и сбоку; фиг, 4 - сечение изделия плоскостью, перпендикулярной к линии центров станка, и фиг. 5 - сечение дискового резца плоскостью схода стружки.
Рассмотрение условий работы дискового свободно вращающегося резца (фиг. 1, 2 и 3), изготовленного по форме усеченного конуса и установленного в супорте станка так, что плоскость основания конуса наклонена к оси обрабатываемого издеделия 2 под углом не менее 45° (а вершина конуса нацравлена вниз и в
сторону передней бабки станка), показывает, что распределение слагающих давления резания таково, что горизонтальная слагающая этого давления направлена также к передней бабке станка, т. е. в направлении продольной подачи, а не в обратном направлении, что мы наблюдаем при обыкновенных призматических резцах. В силу указанных специфических свойств дискового вращающегося резца он сам прижимается к изделию давлениехм стружки. При этом резец периферией основания конусного диска обкатывает изделие по спирали с диаметром, равным расстоянию между осями резца и изделия, уменьщенному на величину радиуса резца или, другими словами, равным диаметру обточки (диаметр изделия после прохода резца).
Шаг этой спирали обусловлен размером угла между осями резца и изделия и величиной диаметра обточки. Размером продольной подачи и является линейная величина шага указанной спирали.
При заданном радиусе R обточки путем изменения угла / наклона оси резца к оси обтачиваемого изделия. что может быть осуществлено в пределах угла i от О до 90 величина продольной подачи S супорта будет определяться согласно уравнения:S 2T.R.{gi Из этого уравнения следует, что, варьируя углом i при заданных радиусах R изделия, мы можем получить желаемую величину продольной подачи S, подобно тому как при вращении виита в гайке, имеющей возможность лишь продольного перемещения в направлении ее оси, она будет передвигаться при каждом обороте винта на величину его шага. Имея установленным размер продольной подачи, необходимо для ее осуществления иметь усилие, направленное в сторону подачи, по своей величине достаточное для преодоления сопротивления движению супорта. Протекание динамических явлений резания при дисковом вращающемся резце можно рассматривать как явления динамики материальной точки изделия. Рассматриваемая нами материальная точка, движущаяся в пространстве в вертикальной плоскости, нормальной к центровой линии станка, по окружности радиуса, соответствующего ее расстоянию от линии центров станка с поступательной скоростью подхода, встретив на своем пути преграду в виде передней грани резца, заставляющую изменить направление ее движения, ударяется об нее, теряет при этом часть своей скорости и деформируется. Деформированная стружка, будучи неразрывно связанной со всей массой металла обтачиваемого изделия, попав на движущийся резец, прижимается к его поверхности, сбегает практически почти прямолинейно в направлении к задней бабке станка. Плоскостью сбегания стружки, без больщой погрешности, может быть принята вертикальная плоскость, параллельная вертикальной плоскости, проходящей через линию центров станка. Рассмотрим усилия, возникающие в процессе резания и их распределение по основным направлениям в точке А начала резания. Крутящий момент станка, преодолевающий сопротивление резанию металла изделия, при набегании его на точку А дискового резца может быть представлен как произведение усилия резания Р на радиус вращения АО. Усилие резания Р лежит в вертикальной плоскости, будучи наклонено под углом tpi к вертикали. Разложим усилие Р на два: одно вертикальное R и другое горизонтальное Л, Пользуясь принятыми обозначениями, буде.м иметь: Л Р sin cci(2) Р cos cfi(3) Усилие , передающее вертикальное давление на резец, разложим на два усилия Т и S. Усилие Т преодолевает трение между поверхностями резца, стружки и изделия, а усилие 5 создает давление на супорт. Пользуясь фиг. 5, будем иметь: 5i sin i(4) Его горизонтальная слагающая, которую обозначим PJ,, будет равна 5i cos i или Рд. RI sin г-со$г P-cos «j-sin г-cos г; Pj; - cpj-sin (2f)(5) Рассмотрение последнего уравне: ния обнаруживает, принимая во внимание значение Cos 91. близкого к единице, что осевое усилие подачи зависит в больщей степени от произведения двух величин усилия резания и угла наклона i и при этом направление усилия Р. совпадает с направлением подачи, что обеспечивает выполнение второго необходимого нам условия для движения супорта. Малый коэфициент трения на параллелях станка, по которым движется супорт, и относительно незначительный его вес представляют сопротивление, настолько малое по сравнению с величиной усилия на супорт в направлении подачи, что оно не сможет внести существенного
изменения в работу станка по предлагаемому способу.
Предмет изобретения.
Способ осуществления продольной подачи супорта токарного станка с установленным на нем свободно вращающимся дисковым резцом формы Фиг.1
усеченного конуса, отличающийся тем, что, с целью использования продольной составляющей силы давления стружки на резец для перемещения супорта, дисковый резец установлен на нем под углом наклона плоскости своего вращения к оси обтачиваемого изделия не менее 45°. ФигЗ