В известных полуавтоматических приспособлениях к вертикальнофрезерному станку для обработки окон золотниковых втулок цилиндров паровоза перевод фрезы после обработки одной частп контура окна па другую расположенную под углом к первой, и переключепие подач станка обычно производится вручную, что требует непроизводительной затраты времени и может привести к нарушению формы или размеров заданного контура окна.
В предлагаемом приспособлепии этп недостаткп в значительной степени устранены тем, что переключение направлеиия вращения шпинделя с изделием отирсительно фрезы ири ее переходе с одно части контура окна на другую происходит автоматически. Для этого в кинематическую цепь от ходового винта подачи приспособления к шпинделю с изделием включена муфта, управляемая посредством установочных уиоров, размеп1еиных на шпинделе приспособления.
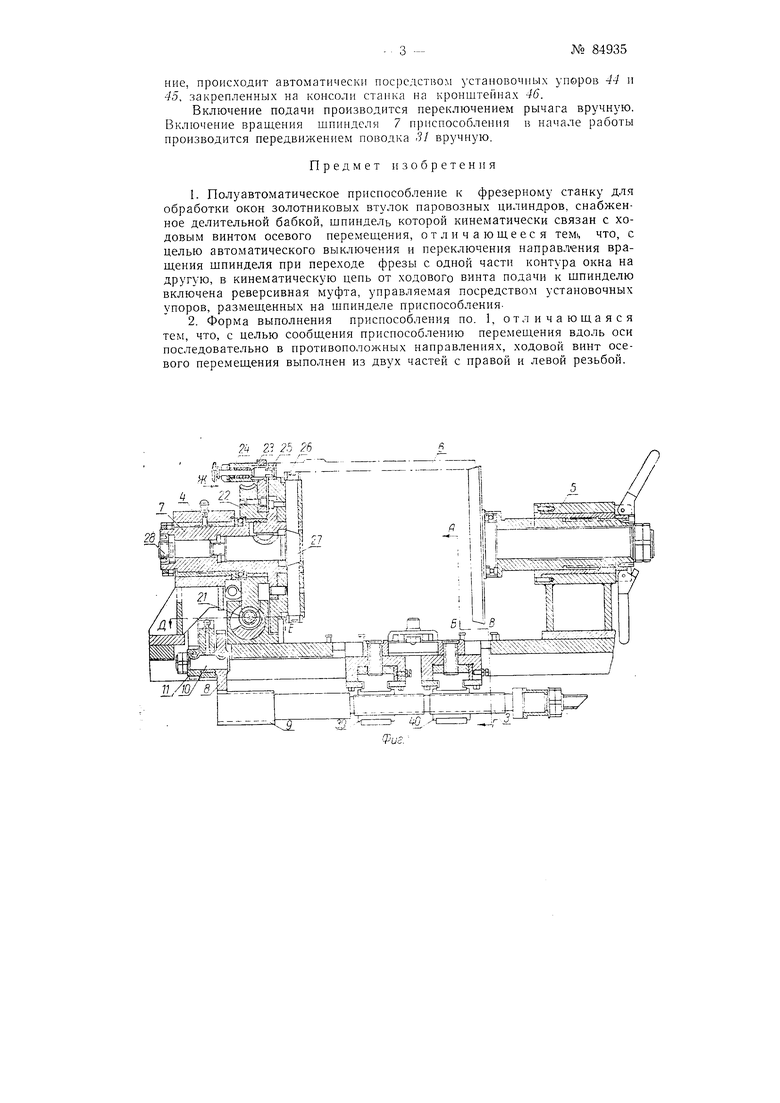
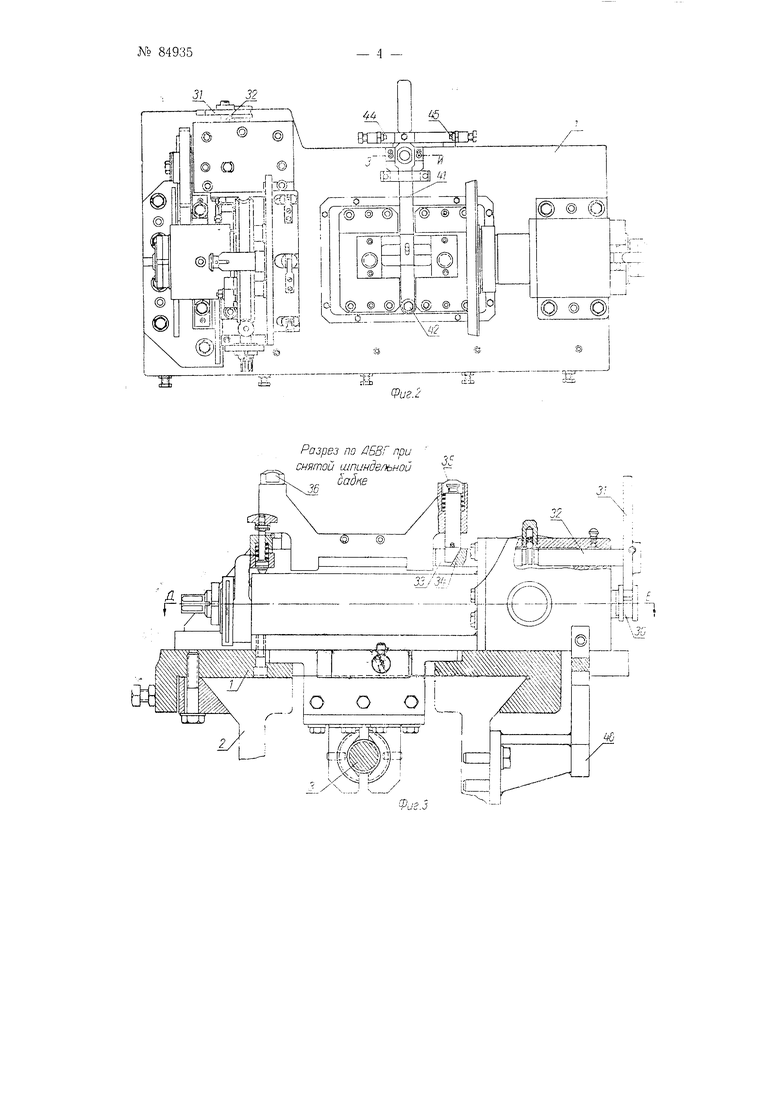
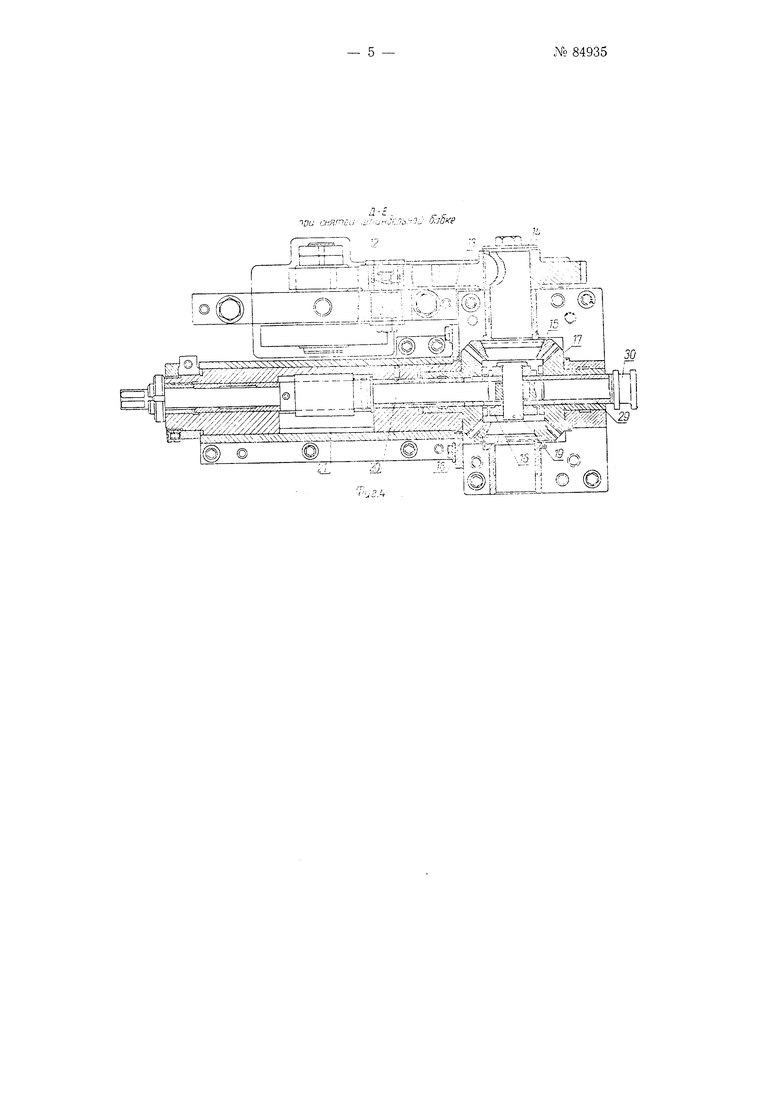
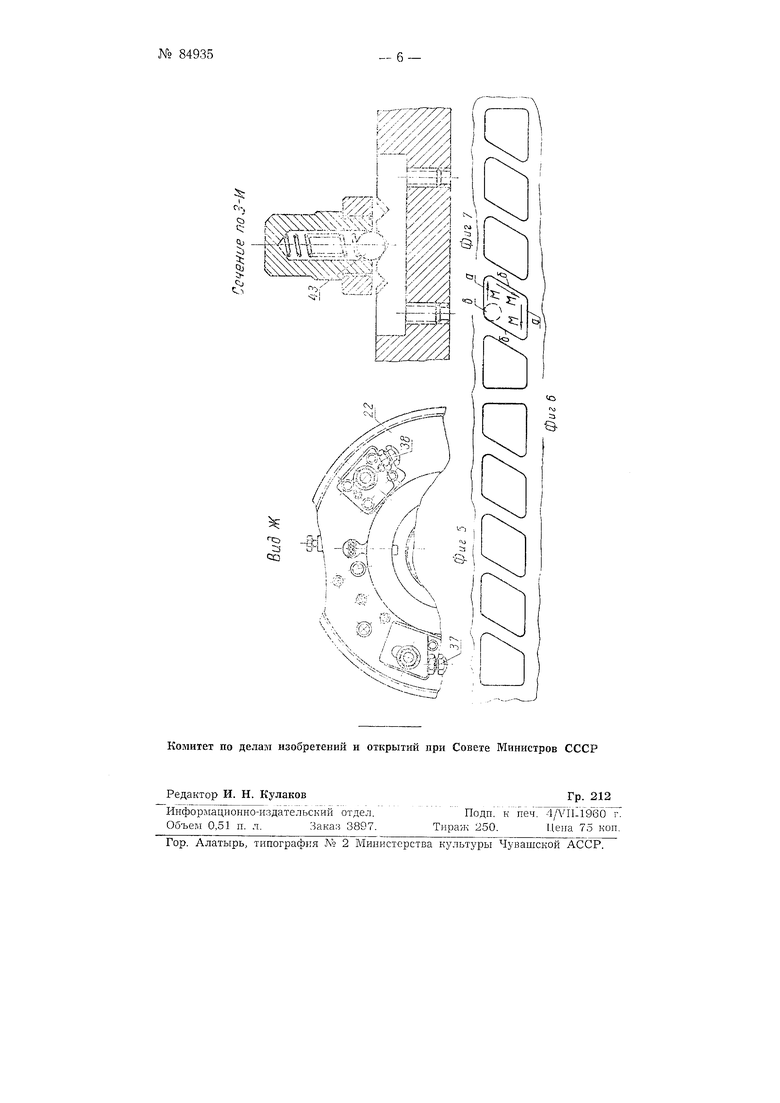
На фиг. 1 изображено приспособление в разрезе по его продольной осп; на фиг. 2-вид на приспособление в плане; на фиг. 3-разрез приспособления по АБВГ фиг. 1 при снятой шп П1дельной бабке; на фиг. 4- разрез приспособления ио ДЕ на фиг. 1 и 3 при снятой шпиндельной бабке; на фиг. 5-вид на часть шпиндельной бабки приспособления пс стрелке Ж на фиг. 1; на фиг. 6-развертка цилиндрической поверхности золотниковой втулки с контурами обрабатываемых окон; на фиг. 7- сечение присиособления по ЗИ.
Салазки / приспособления устанавливаются на поперечные направляющие 2 консоли вертикально-фрезерного станка. Ходовой винт поперечной подачи стола станка заменяется специальным ходовым винтом 3 с правой и левой резьбой.
На салазках / помещены щпиндельная бабка 4 и задняя бабка 5, между которыми устанавли1 ается обрабатываемая золотниковая втул№ 84935- 2 -
ка 6, окна втулки ограничены двумя параллельными образующими а, перпендикулярными оси втулки, и винтовым образуюи им б. Относительное движение фрезы в происходит по контуру окна по стрелкам М. Такое движение фрезы создается в результате последовательно чередующихся винтовых движений втулки и ее поворота то в одну, то в другую сторону.
Винтовое движение втулки происходит при ее вращении последовательно в двух противоположных направлениях. Это движение осуществляется в результате сочетания прямолинейного перемещения приспособления вдоль оси втулки посредством ходового винта 3 и вращения шпинделя 7 бабки 4 вместе с изделием. Шпиндель 7 получает вращение от ходового винта 3, с которым он кинематически связан передачей, состоящей из щестерни 8, сцепляющейся с шестерней 9, закрепленной на конце ходового винта, валика 10, щестерни 11, сменных шестерен 12 и 13, валика 14, конических шестерен трензеля 15 и 16 или /5 и 17 (при противоположных направлениях врандения шпинделя), зубчатой муфты 18, поводка 19, валика 20 и червячной передачи, червяк 21 которой жестко посажен на валике 20, а червячное колесо 22 свободно посажено на шпинделе 7. Со шпинделем червячное колесо соединяется посредством укрепленного на иел1 в диске 23 фиксатора 24, который входит в фиксирующие отверстия 25 в торцевой части укрепленного на шпинделе разжимного кулачкового патрона 26, 1 редиазиачснио1о для зажима втулки по внутреннему диаметру- Разжим ку;1ачков иатрона производится под действием конуса 27 и винта 28. Настройка зависимого движения ишинде.чя и ходового unirra на заданный угол подъема винтовых образующих контур окна осу|цсствляется с поменяю сменных шестерен 12 и 13. Изменение иаиравлемия вра1цеиия шиииделя 7 в момент перехода фрезы в от одной части контура окна к другой производится автоматически посредст15ом двухсторО П-1ей зубчатой муфты 18, которая связана с подвижной в осевом направлении гильзой 29. На конце гильзы сделана кольцевая канавка 30, куда входит поводок 31. Поводок укреплен на горизонтальной тяге 32, в которой имеются два симметрично расположенные относительно оси шпинделя 7 окна 33 с наклонными поверхностями 34.
К наклонным боковым поверхностям обоих окон прижимаются толкатели 35 и 36, на которые воздействуют при повороте шпинделя установочные упоры 37 и 38, помещенные на заднем торце червячного колеса 22. При надавливании соответствуюи1его упора на толкатель 35 или 36 происходит передвижение тяги 32 с поводком 31 в ту или другую сторону. В результате этого движения иереключается муфта 18 и изменяется направление вращения шпинделя 7.
Ходовой винт 5 выполнен правой и левой резьбой для получения возвратно-поступательного перемещения приспособления по направляющим 2 консоли станка. Для этого две части ходового винта с противоположными направлениями резьбы охватываются двумя разрезными подвижными гайками 39 и 40, которые связаны с салазками / приспособления.
Посредством поворота рычага 41 относительно оси 42 в ту или другую сторону включается сцепление левой или правой гайки с ходовым винтом 3 и осуществляется перемещение приспособления в соответствующем направлении. В нейтральном (среднем) положении рычага происходит выключепие осевой подачи приспособления (этот момеит соответствует обработке участков о контура окои). Фиксация рычага 41 при его переключении осуществляется шариковым фиксатором 43. Выключение осевой подачи, т. е. установка рычага в среднее положение, происходит автоматически посредством установочиых упоров 44 и 45, закрепленных на консоли стайка на кронштейнах 46.
Включение подачи производится переключением рычага вручную. Включение вращения шпинделя 7 приспособления в начаиТе работы производится передвижением поводка 31 вручную.
Предмет изобретения
1. Полуавтоматическое приспособление к фрезерному станку для обработки окон золотниковых втулок паровозных цилиндров, снабженное делительной бабкой, шпиндель которой кинематически связан с ходовым винтом осевого перемещения, отличающееся тем1, что, с целью автоматического выключения и переключения направл-ения вращения щпинделя при переходе фрезы с одной части контура окна на другую, в кинематическую цепь от ходового винта подачи к шпинделю включена реверсивная муфта, управляемая посредством установочных упоров, размещенных на шпинделе приспособления.
2. Форма выполнения приспособления по. 1, отличающаяся тем, что, с целью сообщения приспособлению перемещения вдоль оси последовательно в противоположных направлениях, ходовой винт осевого перемещения выполнен из двух частей с правой и левой резьбой.
Разрез по ДБВГ при снятой шпинде/ibHou ,,, ea() -р. И
