Известные в настоящее время способы обработки конических поверхностей на токарных станках обладают целым рядом недостатков, как-то: необходимость смещения задней бабки, невозможность обрабатывать крутые конусы при работе в патроне, отсутствие механической подачи и т. д.
В предлагаемом приспособлении к токарному станку для обточки конических поверхностей, с целью сообщения резцам зависимой от конусности поперечной подачи, применен поворотный диск, снабженный зубцами на торцевой поверхности. Диск воздействует на укрепленную вподвижной каретке систему шестерен, сочлененную с валиком шестерни поперечной подачи супорта. Самая каретка получает движение от сочлененных с супортом винта и червяка.
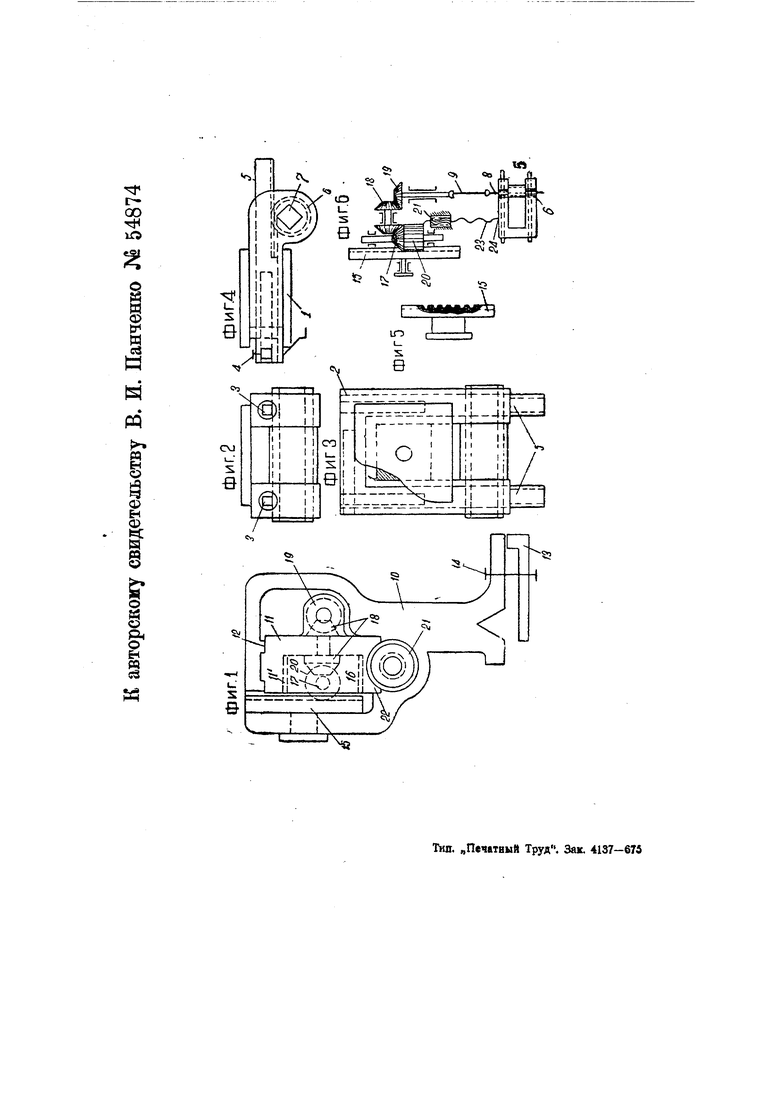
На чертеже фиг. 1 изображает вид части приспособления с поворотным диском, фиг. 2, 3 и 4-вид в трех проекциях резцовой каретки; фиг. 5-зубчатый диск; фиг. б-кинематическую схему приспособления.
Приспособление состоит из резцовой каретки и зубчатого диска.
Резцовая каретка 2 (фиг. 2, 3, 4) своим основанием / закреплена на супорте и снабжена передними резцовыми гнездами 5 с крепительными болтами 4 и стержнями, оканчивающимися рейками 5, сцепленными с шестернями 6. Последние расположены в приливах основания / и имеют квадратные сквозные отверстия 7 для сочленения с такого же сечения концом 8 карданного валика 9 (фиг. 6).
Каретка 7/ помещается с возможностью долевого перемещения в направляющих 72 (фиг. 1) корпуса W, укрепленного планкой J3 и винтом /4 на станине станка за супортом.
На передней стенке корпуса 70 расположен зубцами внутрь и с возможностью поворота при установке диск 75, снабженный по всему большему торцу реечными зубцами (фиг. 5). В каретке 77 расположена с возможностью вращения (поворота) вокруг горизонтальной оси втулка 11, несущая систему конических шестерен 17, 18, 19.
Коническая шестерня 77 (фиг. 1 и 6) переходит в цилиндрическую шестерню 20, сцепленную с зубцами диска 75, Двойная коническая шестерня 18 передает вращение шестерне 19, которая сочленена карданным валом Р с шестернями б резцовой каретки.
Каретка // в нижней своей части выполнена в виде полугайки 22, постоянно сцепленной с червяком 2/. Последний внутри имеет спиральную (винтовую) канавку для спирального винта 25, который свободным своим концом крепится к супорту станка в точке 24.
Для проточки пологих и длинных конусов червяк 21 стопорится от осевого перемещения. При работе двигающийся супорт станка тянет за собой винт 23, который вызывает вращение червяка 21. Последний, вращаясь, перемещает каретку // и вызывает тем самым обкат щестерни 20 по зубьям неподвижно закрепленного диска 15. Передаточное число между внутренним и наружным шагом червяка 2/ является величиной постоянной, характеризующей приспособление. В зависимости же от угла поворота диска величина поперечной подачи резцов будет меняться.
При проточке крутых конусов, например, в 45°,. где нужна большая величина поперечной подачи, в данном случае, равная продольной.
червяк 21 освобождается от осевого стопора и вместе с кареткой // увлекается через 23 движущимся супортом. При таком сцеплении и вертикальном, например, расположении зубьев диска /5, если передаточное- число системы шестерен равно 1:1, продольная подача равна поперечной
Шестерни 17, 20 смонтированы так, чтобы обеспечить постоянное сцепление с диском 15 при всех его поворотах без нарушения сцепления с шестерней 18,
Предмет изобретения.
Приспособление к токарному станку для обточки конических поверхностей, отличающееся тем, что для сообщения супорту переменной поперечной подачи (при обработке деталей разной конусности) применен поворотный диск 15, снабженный зубцами на торцевой поверхности с целью воздействия на укрепленную в подвижной каретке //, получающей движение от сочлененного с супортом станка винта 23 и червяка 21, систему шестерен 17, 18, 19, сочлененную с валиком 9 щестерни поперечной подачи супорта.
ti
- rib-T-L-/-ri
ча I
4i
ч / /
cSS