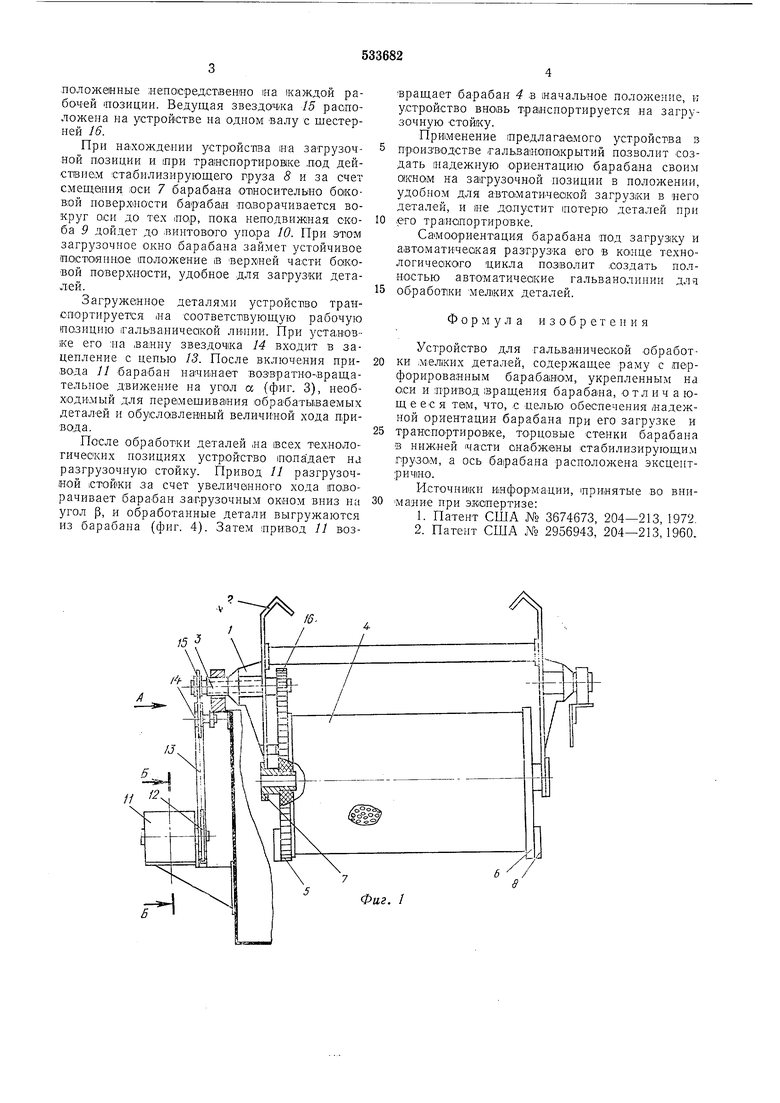
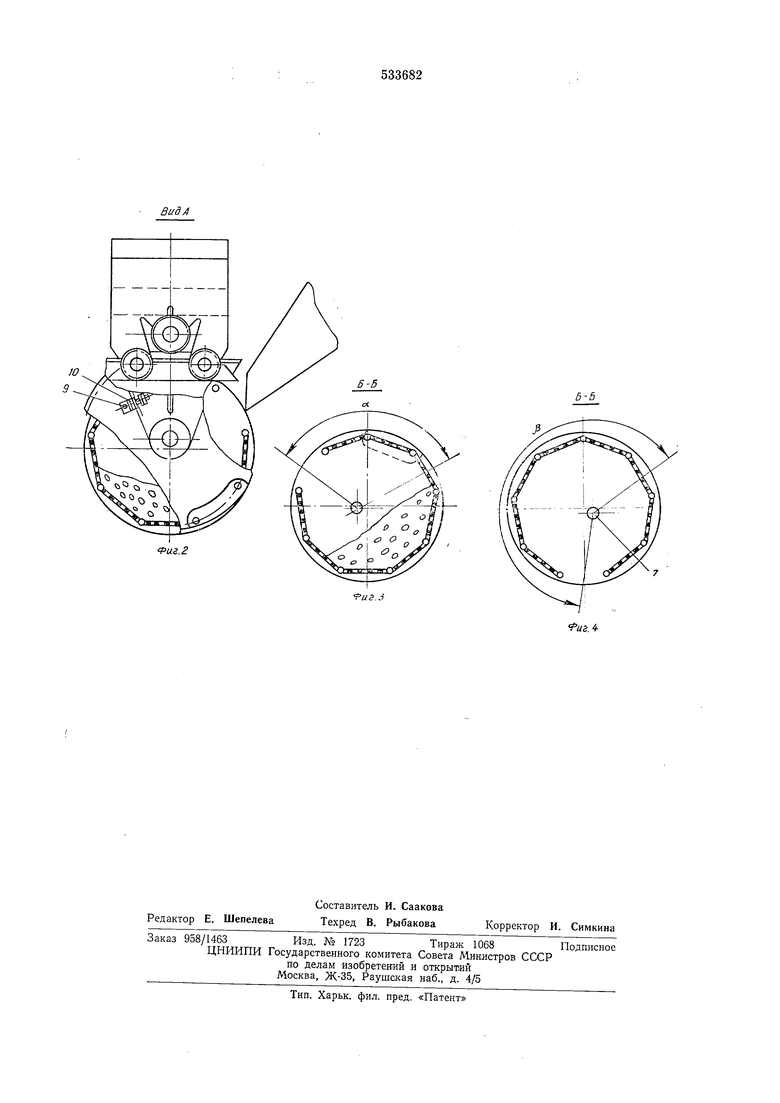
положенные непосредственно еа каждой рабочей позиции. Ведущая звездоч-ка 15 распоllflf устройстве на одном валу с шестер При на.хождении устройства иа затрузочнои позиции и 1при траиспортиронке лод действием стабилизирующего груза 5 и за счет смещения оси 7 барабана относительно боковой поверх.ности барабан по,ворачивается вокруг оси до тех ,пор, пока неподвижная окооа У дойдет до винтового упора 10. При этом загрузочное окно барабана займет устойчивое постоянное полож:ение ,в верхней части баковой поверхности, удобное для загрузки детаЗагруженное деталями устройство транспортируется на соответстаующую рабочую позицию 1гальваничес1кой линии. При установке его на ванну звездочка 14 входит в зацепление с цепью 13. После включения привода ;; барабан начинает возвратно-вращательное движение на угол а (фиг. 3), необходимый для перемещивания обрабатываемых деталей и обусловленный величиной хода п,пивода.
После обработки деталей на всех технологичеоких позициях устройство нопадает на разгрузочную стойку. Привод 11 разгрузочной стойки за счет увеличенного хода поворачивает оарабан загрузочным окном вниз на угол р, и обработанные детали выгружаются из барабана {фиг. 4). Затем нривод У/ возвращает барабан 4 в начальное положение к устройство BHOiBb транспортируется на загрузочную стойку.
При1менение тредлагаемого устройства в производстве гальванопокрытий позволит создать надежную ориентацию барабана своим жнам на загрузочной позиции в положении удооном для авто.матичеакой загрузки в него деталей, и не допустит потерю деталей нри
0 его транспортировке.
Савдоориентация барабана под загрузку и автоматическая разгрузка его в конце технологического цикла позволит шздать почностью автоматические гальванолинии дтч
0 обработки мелких деталей.
Формула изобретения
Устройство для гальванической обработ0 ки ;мел1ких деталей, содержащее раму с перфорированным барабаном, укрепленным на оси и привод вращения барабана, отл ич а юЩ е ее я там, что, с целью обеспечения /надежНОИ ориентации барабана при его загрузке и транспортировке, торцовые стенки барабана в нижней части снабжены стабилизирующим грузом, а ось барабана расположена эксцентрично.
Источники информации, принятые во внимание при экспертизе:
1.Патент США 3674673, 204-213 197
2.Патент США ЛЬ 2956943, 204-21 з 1960
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ И ОРИЕНТАЦИИ ИЗДЕЛИЙ | 1991 |
|
RU2015092C1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДРОБЕМЕТНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU301265A1 |
| Устройство для химико-гальванической обработки деталей насыпью | 1985 |
|
SU1258890A1 |
| Автомат для сортировки электродов по толщине | 1977 |
|
SU665956A1 |
| Автоматическая линия для гальванохимической обработки деталей | 1987 |
|
SU1497294A1 |
| Автоматическая центробежная барабанная машина для финишной обработки | 1987 |
|
SU1799322A3 |
| ГРАВИМЕТРИЧЕСКОЕ ДОЗИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ТЕКУЧИХ МАТЕРИАЛОВ | 1992 |
|
RU2086930C1 |
| Устройство Н.И.Бондаря-В.М.Мороза для обработки деталей гранулированной средой | 1983 |
|
SU1131637A1 |
| Автоматическая линия термической сборки роторов электродвигателей | 1981 |
|
SU998080A2 |
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
// 2 гН 4
Риг. 2
5-5
fus.J
