3149
Изобретение относится к гальванотехнике, в частности к автоматическим линиям для гальванохимической обработки деталей.
Цель изобретения - повышение производительности линии и упрощение обслуживания,
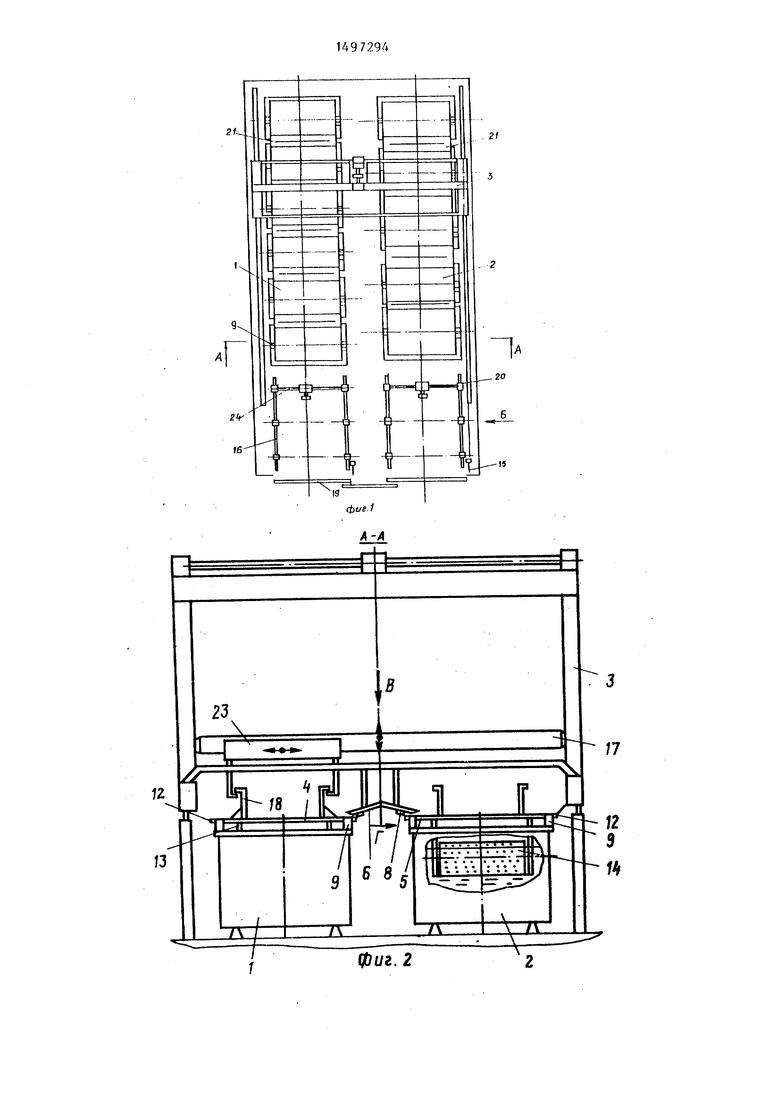
На фиг,, 1 обдий вид автоматической линии; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид В на фиг. 2f на фиг. 4 - вид Б на фиг.1 на фиг. 5 - вид Г на фиг. 2.
Автоматическая линия для гальванохимической обработки деталей со- держит двойной ряд ванн, где ванны 1 одного ряда установлены со смещением их поперечных осей относительно поперечных осей ванн 2 другого ряда, автооператор 3, устройство 4 для
закрепления обрабатываемых деталей, включающее опорную часть 5, двзосскат ньй козьфек 6, жестко закрепленный на автооператоре 3 с возможностью взаимодействия с ваннами 1 и 2. На обеих продольных сторонах двухскатного козырька вьтолнены отверстия, охватывающие опорную часть 5 устройства 4 для закрепления обрабатываемых деталей,-.причем козырек 6 снаб- жен установленными на нем створками 7, перекрывающими указанные отверстия с возможностью их плоскопараллельного перемещения относительн
поверхности козырька приводом 8 CTBO- J подвеске или к барабану, причем при
рок 7, установленных на нижней верхности козырька 6. Ванны 1 и 2 снабжены упорами 9, установленными по двум, противоположным ее сторонам, внутренняя поверхность которых имеет Q форму клинового паза, контактной системой, размещенной у одной из опор и представляющей собой кронштейн 10 с установленными на нем ятодпружинен- ными контактами 11 для взаимодейст- де ВИЯ с устройством 4 для закрепления обрабатываемых деталей, которое снабжено опорой 12, имеющей форму клинового выступа, взаимодействующей с клиновым пазом опор 9 ванны.
В качестве устройства для закрепления обрабатываемых деталей могут бьп ь использованы подвеска 13 и барабан 14, перемещение которых осу50
открьп-ой двери блокируется привод цепи с установленными на ней гнездами под опоры подвески или барабана. Затем производят установку деталей, в дальнейшем подвергаемых обраб.от- ке, на подвеску 13, или загружают деталями барабан 14, предварительно открыв его дверцу. Если дверца барабана будет находиться в месте, неудобном для загрузки, производят поворот барабана 14 вокруг его оси,. для чего при помощи подпружиненной рукоятки 15 замыкают контакты подвода питания электродвигателя привода барабана, а при достижении дверцей удобного для загрузки положения рукоятку отпускают. После загрузки подвески 13 или барабана 14 сдвижную дверь 19 закрывают, при этом срабаты ществляется автооператором 3. Подпру- с вает датчик этой двери, давая разрежиненная рукоятка 15 с токоподводя- щей контактной системой служит для подвода энергии к двигателю барабана 14 для корректировки положения зашение на включение привода непрерывной цепи 16. После передвижения це- .пи 16 на один шаг датчик шаговой остановки цепи дает команду на ее
грузочной двери при его загрузке, а непрерывные цепи 16 снабжены опорами. На автооператоре 3 установлен с возможностью вертикального перемещения балка 17, а устройства для закрепления подвески 13 и барабана 14 снабжены захватами 18. Для обеспечения безопасности при работе линии, она снабжена установленной на ее торцовой части трехстворчатой дверью 19, крайние створки которой открывают доступ к стойке 20 загрузки и стойке разгрузки, а средняя - к межванному пространству; Между смежными ваннами каждого ряда установлены козырьки 21, а на обеих сторо-, нах двухскатного козырька 6 выполнены отверстия 22. На балке 17 установлено устройство 23 для переноса обрабатываемых деталей вместе с устройством 4. Линия снабжена также стойкой 24 разгрузки и стойкой 25 передачи, которая по конструкции аналогична автооператору 3, но вьшол- нена без механизма горизонтального перемещения. Цепи 16 смонтированы на стойках загрузки и разгрузки, а рукоятка 15 - на стойке загрузки.
Линия работает следующим образом.
На первую позицию стойки 20 загрузки устанавливают подвеску 13 или барабан 14, открывают сдвижную дверь 19, обеспечивая доступ к этой
подвеске или к барабану, причем при
открьп-ой двери блокируется привод цепи с установленными на ней гнездами под опоры подвески или барабана. Затем производят установку деталей, в дальнейшем подвергаемых обраб.от- ке, на подвеску 13, или загружают деталями барабан 14, предварительно открыв его дверцу. Если дверца барабана будет находиться в месте, неудобном для загрузки, производят поворот барабана 14 вокруг его оси,. для чего при помощи подпружиненной рукоятки 15 замыкают контакты подвода питания электродвигателя привода барабана, а при достижении дверцей удобного для загрузки положения рукоятку отпускают. После загрузки подвески 13 или барабана 14 сдвижную дверь 19 закрывают, при этом срабатышение на включение привода непрерывной цепи 16. После передвижения це- .пи 16 на один шаг датчик шаговой остановки цепи дает команду на ее
останов, после чего на первую, только что освободившуюся позицию стойки загрузки устанавливают следующую подвеску или барабан и циклы повторяются до полного заполнения стойки загрузки.
При достижении подвеской 13 или барабаном 14 последней позиции стойки 20 загрузки срабатывает датчик наличия подвески 13 на этой позиции, чем подается команда на вызов автооператора 3 и блокируется выключение привода непрерывной цепи, а также подается сигнал на подготовку к работе датчиков предварительного и точного останова автооператора 3 у оси последней позиции стойки 20 загрузки. После получения вызова автооператора 3 поступает команда на включение привода его горизонтального перемещения. При подходе к последней позиции стойки загрузки автооператор 3 воздействует на датчик переключения скорости. При этом происходит изменение скорости передвижения автооператора 3 в сторону ее уменьшения. Двигаясь дальше на пониженной скорости, автооператор 3 воздействует на датчик точного останова автооператора 3. При этом происходит выключение электродвигателя привода горизонтального перемещения автооператора, включение его тормоза и поступает команда на перемещение устройства 23 для переноса обрабатываемых деталей из его среднего положения в ряд, в котором расположена стойка 20 загрузки, при этом включается привод перемещения устройства 23 для переноса обрабатываемых деталей. По достижении оси ряда ванн устройство для переноса обрабатываемых деталей взаимодействует с датчиком его останова этого ряда, в результате чего выключается привод перемещения устройства, выдается команда на подъем подвески 13 или барабана 14 в верхнее положение и считывание кода подвески или барабана с их кодовой пластины, причем захваты устройства 23 находятся перед подъемом под захватами подвески или барабана.
После окончательного останова устройства 23 для переноса обрабатываемых деталей и считывания кода подвески 13 или барабана 14 включается привод вертикального перемещения бал0
5
0
5
0
5
0
5
0
5
ки 17, по которой передвигается устройство 23 для переноса обрабатываемых деталей. При подъеме балки 17 с устройством 23 его захваты входят во взаимодействие с захватом 18 подвески или барабана, а при дальнейшем движении вверх происходит подъем подвески или барабана. По достижении балкой 17 с устройством 23 верхнего положения балка 17 взаимодействует с датчиком своего верхнего положения, в результате чего выдается команда на выключение привода вертикального перемещения балки 17с устройством 23, на включение привода горизонтального перемещения автооператора 3 и одновременно снимается блокировка включения привода непре- рывной цепи 16 стойки 20 загрузки, в результате чего происходит включение привода перемещения непрерывной цепи 16 и следующая подвеска 13 или барабан 14 перемещается к последней оси стойки 20 загрузки,
В это же время автооператор 3 по команде от ЭВМ в соответствии с программой начинает перемещать подвеску 13 или барабан 14 с деталями к первой ванне по технологическому процессу обработки. Перемещение про- исходит при верхнем положении балки 17 с устройством 23 пп кратчайшему пути с минимальньм количеством изменений направления движения, причем необходимая ванна может находиться в любом месте линии. При опускании опоры подвески или барабана размещаются в опорах 9, расположенных на бортах ванны, при дальнейшем движении балки вниз происходит размыкание захватов устройства 23 с опорами устройства 4. Останов балки происходит по команде от датчика нижнего ее положения.
В момент размещения опорной части 5 подвески или барабана в опорах 9 ванны они взаимодействуют с подвижным элементом датчика наличия подвески на ванне, с которым, в свою очередь, через системл рычагов связан подвижный элемент, взаимодействующий с датчиком запрещения опускания подвески в ванну, установленным на автооператоре, а также, в случае раз- мещения на ванне барабана происходит замыкание контактов, расположенных на борту ванны и на рпме барабана.
что обеспечивает подвод электропитания на привод вращения барабана.
При срабатывании всех этих датчиков (датчика нижнего положения балки датчика наличия подвески на ванне, датчика запрещения опускания подвески в ванну) может начаться процесс обработки деталей в ванне, т.е. включаются перемепшвающее устройство ра- бочего раствора, подвод питания для привода вращения барабана, подвод питания для гальванической ванны и т.п.
В случае кратковременной обработки деталей в ванне автооператор 3 остается на этой позиции и ожидает окончания ее, после чего по команде от ЭВМ включается привод вертикального перемещения балки 17 с устройством 23 на подъем, его захваты входят во взаимодействие с опорами устройства 4 и далее происходит их подъем. Механизм яертикаль ного перемещения балки откпвпается по коман- де датчика верхнего положения балки. Все датчики, задействованные при опускании подвески ндм барабана на ванну, размыкаются. После выключения механизма подъема балки автооператор 3 от датчика верхнего положения б алки 17 и от ЭВМ получает команду на перемещение подвески 13 или барабана 14 с деталями к следующей по технологическому процессу ванне, причем если эта ванна расположена в этом же ряду, то остатки рабочего раствора с обрабатываемых деталей при передвижении автооператора попадают на двухскатные козырьки 21, закрепленные между ваннами ряда и стекают в одну из ванн, а если ванна расположена в другом ряду, то одновременно с поступлением команды на включение приЬода перемещения устройства 23 из ряда в ряд поступает команда на исполнительный механизм привода 8, створки 7, закрывакшщй отверстие 22 на двухскатном козьфьке 6. Отверстия 22 козырька 6 предназначены для беспрепятственного прохож- дения опорной части 5 подвески или барабана к опорам 9 ванны при опускании и для обратного выхода их при подъеме подвесют или барабана. Приводные створки 7 отверстий 22 шар- нирно закреплены на козырьке 6 и предназначены для предохранения опор 9 ванны и системы контактов 11 от
5
0
Q
5 0 5
0
5
0
5
попадания на них рабочих растворов при переносе подвески или барабана с деталями из ряда в ряд. В случае долговременной обработки деталей в ванне автооператор 3 с захватами уст ройства 23 в нижнем положении перемещается к последней позиции стойки загрузки, после чего по уже описанному циклу перемещает следующую подвеску 13 или барабан 14 в другую ванну, причем датчики наличия подвески на ванне и запрещения опускания подвески в ванну предотвращают опускание подвески 13 или барабана 14 в уже занятую ванну.
После того, как автооператор 3 разместил подвеску 13 или барабан 14 с обработанными деталями на первую позицию стойки 24 разгрузки датчик наличия подвески на этой позиции дает команду на включение привода непрерывной цепи 16 для дальнейшего перемещения подвески 13 или барабана 14 к месту выгрузки. Первой позицией стойки 24 разгрузки считается позиция, ближайшая к по- . следней ванне второго ряда.
Непрерывная цепь 16 может перемещать, в зависимости от программы, подвеску или барабан на один шаг или сразу до места разгрузки, т.е. стойка 24 разгрузки может служить накопителем для подвесок 13 или барабанов 14 с обработанными деталями,
Когда подвеска или барабан перемещается на последнюю позицию стойки 24 разгрузки выдается звуковой или световой сигнал на выгрузку обработанных деталей, причем при нахожде- . НИИ подвески или барабана- на этой позиции датчик наличия блокирует включение привода непрерьшной цепи .16.
По получении сигнала на разгрузку оператор, обслуживающий линию, открывает сдвижную дверь 19 второго ряда ванн и производит разгрузку дателей с подвески или из барабана, причем при открытой двери датчик ее блокирует включение привода непрерывной цепи 16 и приводов механизмов устройства 23 и балки 17 стойки передачи 25. В случае, если дверца барабана 14 находится в неудобном для разгрузки его месте, оператор может повернуть барабан на любой угол относительно своей оси, включив привод
барабана таким ke образом, как на стойке 20 загрузки.
По окончании загрузки сдвижная дверь 19 закрывается, датчик этой двери дает команду на перемещение стойкой 25 передачи порожней подвески 13 или барабана 14 с последней позиции стойки 24 разгрузки на первую позицию стойки 20 загрузки, причем при движении устройства 23 стойки 25 передачи блокируется включение приводов непрерывных цепей 16 стоек разгрузки 24 и загрузки 20. После установки стойкой передачи 25 порожней подвески или барабана на первую позицию стойки 20 загрузки, они загружаются следующей партией деталей, подготовленных к обработке на линии, т.е. цикл повторяется.
По окончании работы порожние подвески 13 или барабаны 14 или снимаются с линии и хранятся на своем складе, или могут размещаться на ваннах линии.
Для проведения профилактических работ и ремонтов ванн и оборудования линии она снабжена сдвижной дверью 19, при открывании которой обеспечивается доступ обслуживающего персонала в пространство между рядами ванн.
Предлагаемая автоматическая линия повышает производительность обработки за счет наличия загрузочных и разгрузочных стоек и уменьшения холостых ходов автооператора, а также упрощает ее обслуживание.
ор
мула
и
10 зоб
р е т е н и я
0
5
1. Автоматическая линия для галь- ванохимич-еской обработки деталей, содержащая двойной ряд ванн, устройство для закрепления деталей с опорной частью, автооператор с жестко закрепленным на нем двускатным козырьком и систему управления, о т- личающаяся тем, что, с целью повышения производительности линии и упрощения обслуживания, она снабжена накопителями устройств для закрепления деталей, установленными соосно с каждым рядом ванн, замкнутым по периметру линии ограждения, одна из торцовых сторон которого выполнена в виде трехстворчатой сдвиж- 0 ной двери, и приводными створками, смонтированными на двускатном козырьке с возможностью плоскопараллельно-, го перемещения относительно его поверхности, при этом трехстворчатая сдвижная дверь электрически связана с системой управления и установлена с возможностью попеременного открывания створок, на обеих сторонах двускатного козьфька выполнены отверстия, а ванны одного ряда установлены со смещением относительно поперечных осей ванн другого ряда.
5
0
2. Автоматическая линия по п.1, отличающаяся тем, что привод створок вьтолнен в виде электромеханического толкателя с возвратной пружиной.
. zt


| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный участок гальванических покрытий деталей | 1989 |
|
SU1613509A1 |
| Система управления многопроцессной линией гальванопокрытий | 1976 |
|
SU653308A1 |
| Автоматическая линия для гальванической обработки изделий | 1986 |
|
SU1381204A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Многопроцессная линия гальванических покрытий | 1988 |
|
SU1585396A1 |
| Автооператорная гальваническая линия | 1985 |
|
SU1330217A2 |
| Автооператорная гальваническая линия | 1984 |
|
SU1219680A2 |
| Автоматическая гальваническая линия | 1987 |
|
SU1423632A2 |
| Линия для нанесения гальванопокрытий | 1986 |
|
SU1397552A1 |
| Автоматическая линия для гальванической и химической обработки деталей | 1985 |
|
SU1300042A1 |


Изобретение относится к гальванотехнике в частности к автоматическим линиям для гальванохимической обработки деталей. Цель изобретения - повышение производительности линии и упрощение обслуживания. Автоматическая линия для гальванохимической обработки деталей включает двойной ряд ванн 1 и 2, смещенных относительно поперечных осей по отношению друг к другу, автооператор 3, устройство для закрепления обрабатываемых деталей, двускатный козырек, жестко укрепленный на автооператоре 3 с возможностью взаимодействия с ваннами 1 и 2. На двускатном козырьке выполнены отверстия, и на них установлены приводные створки. Перемещение подвески или барабана осуществляется на позициях загрузки-разгрузки при помощи цепи 16. При достижении подвеской и барабаном последней позиции стойки 20 загрузки подается команда на вызов автооператора 3. Автооператор останавливается у нужной ванны, подается команда на подъем подвески, по достижении верхнего положения которой включается привод вертикального перемещения балки, по которой перемещается устройство для переноса деталей. После этого автооператор по команде от ЭВМ в соответствии с технологическим процессом обработки перемещает по ваннам 1,2 подвеску или барабан. При этом, если ванны расположены в одном ряду, остатки раствора с обрабатываемых деталей попадают на двускатные козырьки 21, закрепленные между ваннами ряда
если ванны расположены в разных рядах, то механизм привода створок закрывает отверстия на козырьке, и остатки раствора стекают в одну из противоположных ванн и не попадают в пространство между рядами. После окончания технологического цикла автооператор переносит подвеску на первую позицию стойки 24 разгрузки, при этом датчик разгрузки дает команду на включение цепи 16, и подвеска перемещается к месту выгрузки. Затем цикл повторяется. Такая конструкция линии повышает производительность обработки за счет наличия загрузочных и разгрузочных стоек и уменьшения количества холостых ходов, а также упрощает ее обслуживание. 1 з.п. ф-лы, 5 ил.
23
В
. 3
V- lr
/.
V/ /ч
.1
7
L
/
.V
.
V/ /ч
22 5(риг.З
В ид Б
Фцг.
В ид Г
фиг.5
| Автоматическая линия для гальванохимической обработки крупногабаритных изделий | 1977 |
|
SU618461A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Автооператор для гальваноавто-MATOB | 1979 |
|
SU850761A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
