Изобретение относится к машино- строению, в частности к автоматичес-« КИМ линиям тепловой сборки сердечников роторов электродвигателей с валами.
По основному авт. св. № 825308 известна автоматическая линия термической сборки роторов электродвигателей, содержащая размещенные по технологическому циклу и связанные с приводами загрузочное устройство для валов, загрузочное устройство для сердечников роторов, устройство для нагрева сердечников, сборочное устройство с меха измами ориентации и заведения вала в сердечник ротора и установочной призмой для сердечника ротора, устройство для охлаждения собранного ротора, накопительное устройство собранных роторов и транспортные средства, включающие набор перегружателей 1
3 известной линии загрузочное устройство для сердечников ротора, выполненное в виде наклонного, регулируемо.го по ширине гравитационного лотка с устройством для встряхивания, не обеспечивает надежное перекатывание сердечников из-за наличия на их поверхности остатков алюминиевого облоя, / что снижает надежность его работы.
Кроме того, наклонный лоток (его разгрузочная позиция; находится на одном уровне с приемным гнездом конвейера устройства нагрева, что требует применения дополнительного выталкивающего устройства для загрузки конвейера электропечи и усложняет конструкцик.
Устройство нагрева представляет
10 собой электропечь, снабженную приводным шагающим конвейррсич с установочными гнездами, расположенными в плоскости цепи.
При транспортировке сердечников
15 через печь цепь находится непосредственно в зоне нагрева и подвержена значительным температурным удлинениям.
В результате привод конвейера, выполненный в виде рычага с закреплен20ным на нем толкателем, не обеспечивает необходимого постоянства хода конвейера, что..приводит к частым сбоям в работе, вследствие нарушения точности позиционирования сердечников по
25 отношению к пepeгpyжaтeJtDO, транспортирующему сердечники с устройства нагрева на устройство сборки, и снижает надежность работы линии. . Нахождение цепи в зоне нагрева
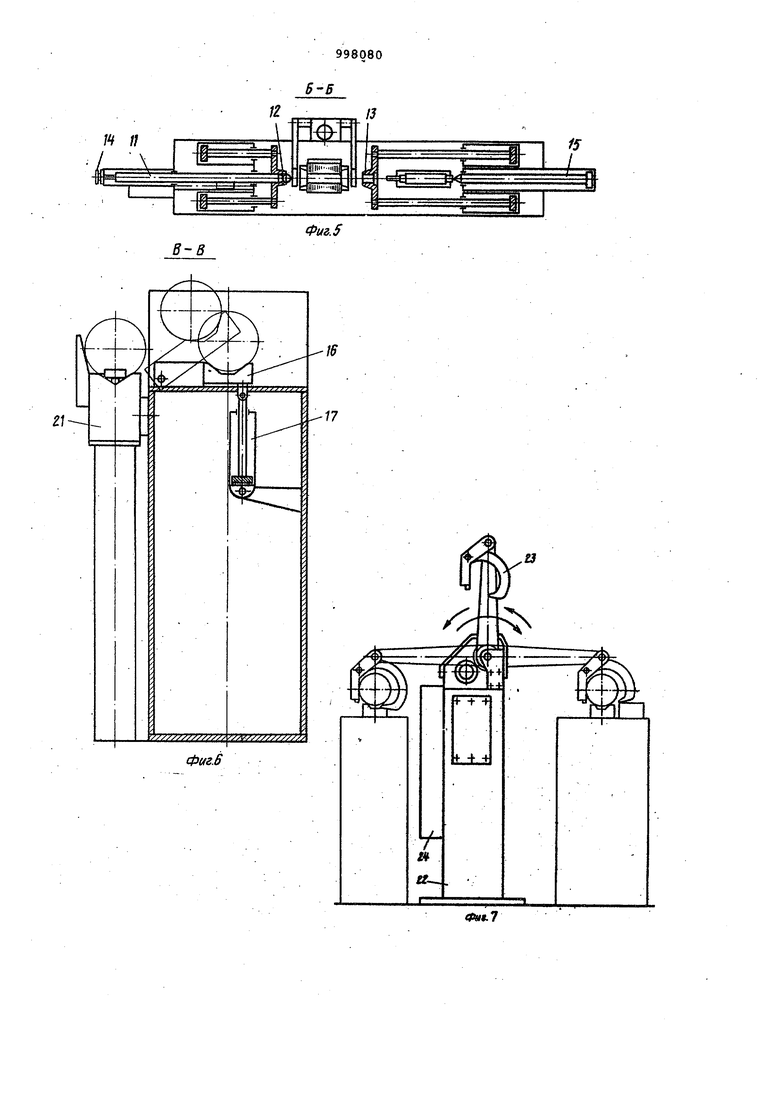
30 ограничивает верхний предел темпе|эа туры в электропечи, что сужает технологические возможности линии. Сборочное устройство снабжено механизмами ориентации вала и сердечника ротора, заведения вала в сердечник и установочными призмами/ которые гидроцилиндрами подают вал и сердечник ротора на ось сборки.. Регулировка и стабильность взаимного расположения осей вала и сердечника на практике не обеспечивается .. ходом гидроцилиндра и усложняет конструкцию сборочного устройства. В сборочное устройство могут попадать валы и сердечники с отклонения ми размеров и формы от требуемых чер тежом, делающими невозможным их сборку, поэтому в этом случае нужно оста навливать линию и удалять недособран ный ротор вручную, что снижает надежность ее работы. Кроме того, в известной линии загрузочное устройство сердечников роторов, устройство для нагрева сердеч ников и сборочное устройство связаны общим транспортным средством, в сост которого входят перегружатели, передающие детали с позиции на позицию с использованием перекатывания. Такой способ передачи применим для роторов малых габаритов и массы (например, для электродвигателей с высотой оси вращения до 100 мм), Для роторов больших масс(15-50 кг возникают при перекатывании значительные динамические нагрузки и шум. механизмы и детали перегружателей преждевременно выходят иг строя, что снижает надежность работы линии. Наличие общего привода у транспортного средства требует сложной его настрой ки и регулировки. В известной линии ротор из накопительного устройства подается на разгрузочную позицию, с которой его для последующей обработки снимают вручную. Это сужает технологические возможности, линии,, так как затрудняется автоматическая связь с последую щей линией обработки ротора. Цель изобретения - повышение надежности работы и расширение технологических возможностей. Поставленная цель достигается тем что загрузочное устройство для сердечников роторов выполнено в виде цепного шагающего конвейера и снабжено совместно с цепным транспортеро устройства для нагрева сердечника ложементами под сердечники, вынесенными из зоны перемещения цепей, причем ложементы загрузочного устройств размещены над ложементами устройства для нагрева сердечника, установочная призма сборочного устройства установ лена с возможностью поворота в плос.кости, перпендикулярной к ее оси, & линия снабжена примыкающим к сборочному устЕюйству транспортным средстом для отвода-несобранных роторов электродвигателей из зоны сборки. На фиг.1 показана линия сборки, вид сверху; на фиг.2 - вид .А на фиг.1 на фиг.З - загрузочное устройство для сердечников роторов и устройство нагрева, вид сбоку; на фиг.4 - устройство сборочное; на фиг.5 - разрез Б-В на фиг.4; на фиг.б - разрез В-В на фиг.4;. на фиг.7 - перегружатель серечников из устройства нагрева в сборочное устройство; на фиг.8 - перегружатель роторов из устройства охлаждения в механизм перемещения собранных роторов к оборудованию последующей обработки и в накопительное устройство; на фиг.9 -.привод конвейера устройства нагрева; на фиг.10 - разрез Г-Г на фиг.9, Автоматическая линия термической сборки роторов электродвигателей содержит загрузочное устройство 1 для валов, загрузочное устройство 2 для сердечников роторов с приводным цепным конвейером 3 и ложементами 4, устройство для нагрева сердечников, представляющее собой проходную электропечь 5 сопротивления, снабженную цепным шагающим конвейером-б со стойками, на которых расположены ложемент ты 7, приводом для которого служит колесо 8 с равномерно расположёнными по периферии толкателями 9, сборочное устройство 10 с механизмом ориентации, содержащим центрирующую оправку 11, два подвижных стакана 12 и 13 и регулируемый упор 14, механизмом заведения вала в сердечник ротора, содержащим приводной толкатель 15, установочной призмой 16 для сердечников, снабженной механизмом-кантователем 17 выгрузки несобранных роторов и форсунками 18 для обдува ротора сжатым воздухом. К сборочному устройству 10 крепятся с одной стороны перегружатель 19 с гидроприводом 20, с другой стороныустройство 21 транспортирования несобранных роторов. Между устройством нагрева сердечников и сборочным устройством 10 размещен перегружатель 22 с захватами 23 и приводом 24. . Линия также содержит устройство охлаждения, представляющее собой бак 25 с охлаждающей жидкостью, в котором расположен многопозиционный приводной барабан 26, накопительное устройство 27, снабженное перегруж телем 28 с приводом 29 и толкателями 30, механизм 31 перемещения собранных роторов к оборудованию последующей обработки с шагающим конвейером 32 и установочными гнездами 33. Линия работает следующим образом. Ложементы загрузочного устройства 1 для валов заполняются валами. На ложементы 4 загрузочного устроййтва 2 устанавливаются сердечники роторов по две штуки на каждое гнездо. Нажатием кнопки Пуск линия включается в автоматическую работу. Колесо 8 привода конвейера б устройства нагрева, входя толкателями 9 в зацепление со звеном цепи конвейера перемещает его на один шаг. Конвейер загрузочного устройства 1 для валов, перемещаясь на один шаг, подает вал на установочную призму сборочного устройства 10, а конвейер 3 загрузочного устройства 2 подает одновременно два сердечника на два ложемента 7 конвейера б устройства нагрева. Таким образом, на каждые два шага ( такта; движения конвейера б приходится один шаг (такт движения конвейера 3 Конвейер б транспортирует сердечники через электропечь 5, где они нагреваются до заданной температуры. При этом в зоне нагрева находятся только ложементы 7 с сердечниками, а цепь . размещается ниже. При очередном ходе конвейера б н.агретый сердечник попадает в зону работы перегружателя 22, который своими захватами 23 снимает сердечник с ложемента и переносит его на установочную -призму 16 сборочного устройства 10. При наличии сердечника ротора и вала на соответствующих призмах включается в работу сборочное устройство 10. Стакан 13 подводится к сердечнику, центрирующая оправка 11, перемещаясь вперед, совмещает оси сердечника и вала, а стакан 12 подводится к сердечнику, фиксируя его соосное с валом положение. Приводной толкатель 15, перемещаясь вперед, вводит вал в отверстие с сердечника. Необходимая точность взаимного расположения вала и сердеч ника в осевом направлении обеспечивается регулируемым упором 14. Собра ный ротор предварительно охлаждается сжатым воздухом, поступающим через .форсунки 18. Перегружатель 19 передае собранный ротор в баран 26 устройств охлаждения. Роторы транспортируются барабаном 26 через бак 25 с охлаждающей жидкостью и поступают в зону ра боты перегружателя 28. Перегружатель 28 толкателями 30 перемещает роторы на установочные призмы шагающего кон вейера 32 механизма 31, и ими трансп тируются на последующую обработку по технологическому циклу, например к линии обработки ротора. В случае заполнения механизма 31 .перегружатель 28 перемещает роторы ,в накопительное устройство 27. Если ротор по причнне отклонения размеров вала или сердечника не собирается, механизм-кантователь 17 выгружает несобранный ipoTop в устрой- ство 21, которое удаляет его из зоны сборки и линии в целом. Цикл автоматической работы линии при этом не нарушается. Предлагаемая автоматичеркая линии термической сборки роторов электродвигателей по сравнению с. известными является более простой по конструкции, надежной и универсальной с тонки зрения встраиваемости ее в автоматические комплексы. Наличие в линии транспортных средств в виде перегружателей с автономными приводами, устройства транспортирования несобранных роторов упрощает кон- . струкцию линии и ее обслуживание, сокращает время простоев. Применение конвейеров с ложементами в виде призм позволяет собирать на одной линии роторы в пределах нескольких высот осей вращения электродвигателей без- переналадки, пользуясь только сменной оснасткой к сборочному устройству.. Это расширяет технологические возможности линии, позволяет собирать более тяжелые роторы. / Предлагаемая автоматическая линия может быть также использована в промышленности для тепловой сборки различных деталей типа вал-втулка. Формула изобретения Автоматическая линиятермической сборки роторов электродвигателей по авт. св. № 825308, о т л и ,ч аю щ а я с я тем, что, с целью повышения надежности работы и расширения технологических возможностей, загрузочное устройство для сердечников роторов выполнено в виде цепного шагающего конвейера, и снабжено совместно с цепным транспортером устройства для нагрева сердечника ложементами под сердечники, ..вынесенными из зоны перемещения цепё, причем ложементы загрузочного устройства размещены ндд ложементами устройства для нагрева сердечника, установочная призма сбо рочного устройства установлена с возможностью поворота в плоскости, перпендикулярной к ее оси, а линия снабжена прикыкающим к сборочному устройству транспортным средством для отвода несобранных роторов электродвигателей из зоны сборки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетель-:тво СССР № 825308, кл. В 23Р 19/f., 1979.
у
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки ротора электродвигателя | 1985 |
|
SU1334292A1 |
| Автоматическая линия тепловой сборки роторов электродвигателей | 1974 |
|
SU504628A1 |
| Автоматическая линия для сварки обечаек | 1985 |
|
SU1292967A1 |
| Устройство для сборки ротора электродвигателя | 1982 |
|
SU1086503A1 |
| Линия для окраски крупногабаритных изделий | 1977 |
|
SU654302A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Автоматическая линия для изготовления изделий из прутка поперечно-клиновой прокаткой | 1987 |
|
SU1512699A1 |
| АВТОМАТ СБОРКИ ФИЛЬТРОВ | 1992 |
|
RU2026791C1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Загрузочное устройство | 1986 |
|
SU1342670A1 |




гг
w
27
/
/ 33
JL
y- ря
II
ajIT
Ф//г W //
5
ч
tv.
«SJ
