Предлагаемое приспособление к пильгерстану имеет целью обеспечить получение труб с равномерной толщиной стенки при прокатке на конусных дорнах.
Известно, что при прокатке труб на пильгерстане применяются обычно конические дорны, т. е. дорны с различными диаметрами на концах его, разность между которыми есть величина конусности дорна.
Такая форма дорна вызвана тем обстоятельством, что в процессе прокатки температура прокатываемого металла падает, в то время как температура дорна возрастает, в результате чего линейные размеры первого уменьшаются, а второго увеличиваются.
Так как труба перемещается по дорну, то возникают силы трения, препятствующие этому перемещению; при этом они могут достигнуть такой величины, что труба не в состоянии их преодолеть и собирается в так называемую „гармошку.
Для уменьшения этих сил трения необходимо дорну придать такую форму, чтобы каждое последующее сечение дорна было меньше предыдущего (от толстого конца к тонкому) на величину, ббльшую суммы изменения
размеров труоы и дорна в данном сечении от изменения температуры.
Эта форма и будет усеченный конус.
Однако при применении конусных дорнов труба получается цилиндрической по наружной поверхности и конической по внутренней поверхности, в результате чего толщина стенки по длине трубы изменяется на величину, равную половине конусности дорна.
Согласно изобретению, при прокатке труб на конусных дорнах, для получения заданной толщины стенки, одинаковой по всей длине трубы, применено специальное приспособление, автоматически поднимающее верхний валок стана, по мере продвижения дорна вперед, на величину, соответствующую конусности продвинувшегося участка дорна.
При такой работе стана труба будет иметь конусность и по внутренней и по наружной поверхности при постоянной толщине стенки.
Эта конусность при дальнейших переделах(правильный и калибровочный станы) легко будет сглажена, так как величина ее незначительна, порядка 2-3 мм (конусность дорна).
Подъем верхнего валка осуществляется при помощи механизма, работе
которого связана одновременно с вращательным движением валков стана и с поступательным движением каретки подающего аппарата.
Наличие предлагаемого приспособления дает возможность вести прокатку тонкостенных труб по минимальным допускам и увеличить процент выхода первых сортов за счет снижения разностенности.
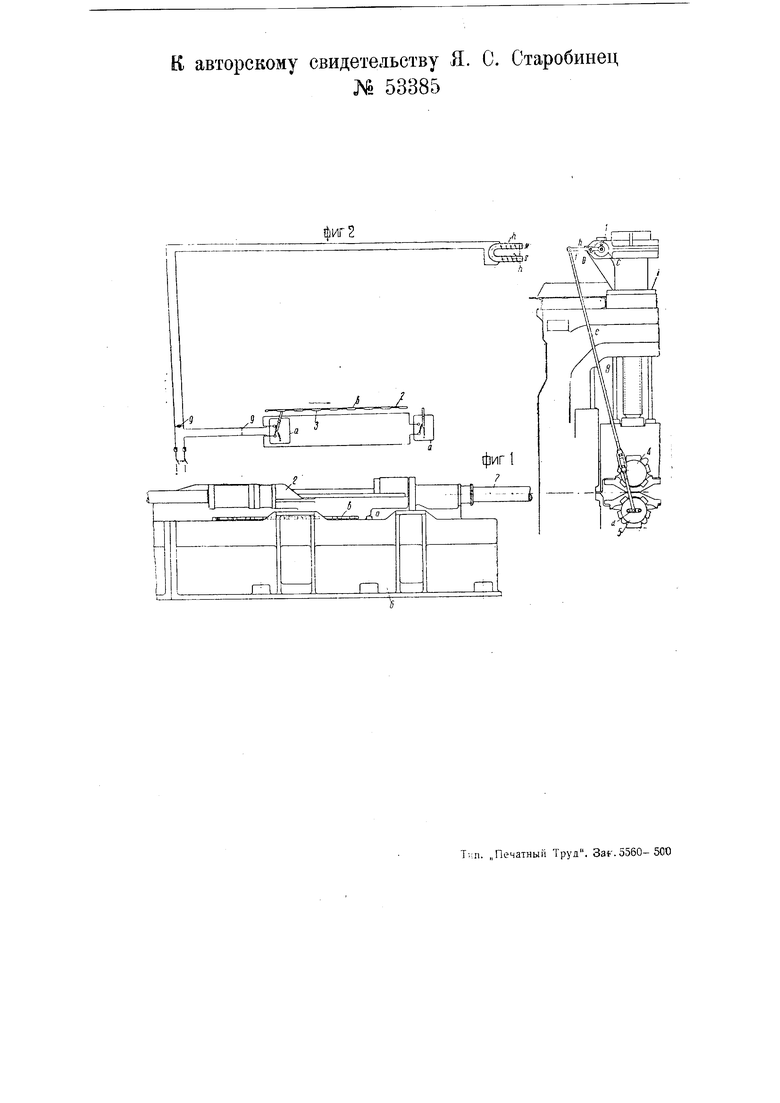
На чертеже фиг. 1 изображает вид сбоку части станины пильгерстана вместе с приспособлением, а также подающий аппарат. На фиг. 2 представлена схема включения . электромагнита.
На торце нижнего валка 5стана укреплен эксцентрично палец d, через тягу е щарнирно связанный с рычагом /.
С помощью этого механизма вращательное движение валков стана преобразовывается в качательное движение рычага /, причем палец d расположен относительно профиля валка таким образом, что подъем валка 4 происходит лищь во время прохода холостого калибра.
На оси червячного вала 7 механизма установки верхнего валка 4 насажено храповое колесо С, сцепляемое с собачкой D. Собачка D расположена таким образом, что она не соприкасается с храповым колесом С, но при включении тока в электромагнит h, укрепленный на рычаге /, собачка D притягивается этим электромагнитом и, поворачиваясь вокруг своей оси, входит в зацепление с храповым колесом С. Включение цепи электромагнита h производится автоматическими выключателями, находящимися на подающем аппарате. Выключатели а укреплены на станине 6, а зубчатая рейка b-на каретке 2 подающего аппарата. При движении каретки 2 вперед (на фиг. 2 направление движения указано стрелкой) зубец 3 рейки b при помощи автоматического выключателя а замкнет цепь электромагнита А, и собачка D, войдя в зацепление с храповиком С, повернет на определенный
угол червячный вал /, который в свою очередь через червячные колеса повернет нажимные винты 8 стана и поднимет валок 4 на соответствующую величину. Реле времени 9 устанавливается в зависимости от конусности дорна 7 и прокатываемого сорта труб на определенное время, после которого цепь электромагнита /г размыкается, независимо от положения выключателя и. При этом собачка D выходит из зацепления с храповиком С и следующее включение произойдет только после того, как очередной зубец 3 рейки достигнет выключателя а.
Устройство выключателя а таково, что при обратном ходе каретки 2 электрическая цепь не замыкается. Таким образом, механизм работает независимо от времени прокатки, а действие его происходит при прохождении кареткой 2 определенного отрезка пути (щаг зубцов рейки 5); при этом верхний валок поднимается на величину, соответствующую конусности дорна этого отрезка пути.
Для избежания слищком больщой длины рейки b последняя выполнена в половину длины дорна, а на станине 6 установлены два выключателя а так, что когда рейка b пройдет первый выключатель а, то в дальнейшем включение тока производится вторым выключателем а.
Предмет изобретения.
Приспособление к пильгерстану для прокатки труб с равномерной толщиной стенки при прокатке на конических дорнах, отличающееся тем, что, с целью подъема верхнего валка в период прокатки, применен воздействующий на нажимной винт, приводимый от нижнего валка храповой механизм CD, для управления которым синхронно с движением дорна служит электромагнит h, включенный в электрическую цепь, подача тока в которую регулируется зубчатой рейкой b подающего аппарата.
к авторскому свидетельству Я. С. Старобинец
№ 53385
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ БЕСШОВНЫХ ТРУБ НА ПИЛЬГЕРСТАНЕ | 1964 |
|
SU163577A1 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| ПОДАЮЩИЙ АППАРАТ ПИЛИГРИМОВОГО СТАНА | 1991 |
|
RU2010638C1 |
| Стан для прокатки профилей переменного сечения | 1941 |
|
SU64468A1 |
| Стан для прокатки кольцевых изделий | 1985 |
|
SU1371749A1 |
| Устройство для автоматического управления электрическим двигателем нажимного механизма и валком прокатного стана | 1933 |
|
SU48081A1 |
| Станок для изготовления штукатурной драни | 1947 |
|
SU99231A1 |
| МЕХАНИЗМ КАНТОВКИ ГИЛЬЗ ПОДАЮЩЕГО АППАРАТА ПИЛЬГЕРСТАНОВ | 1965 |
|
SU171832A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ | 2005 |
|
RU2294250C2 |
| Электрический шифровальный аппарат | 1929 |
|
SU33191A1 |
ф№2
/ L
фиг
