При прокатке профилей переменного сечения путем изменения расстояния между валками известные затруднения возникают в получении равномерного и плавного изменения сечения по длине профиля.
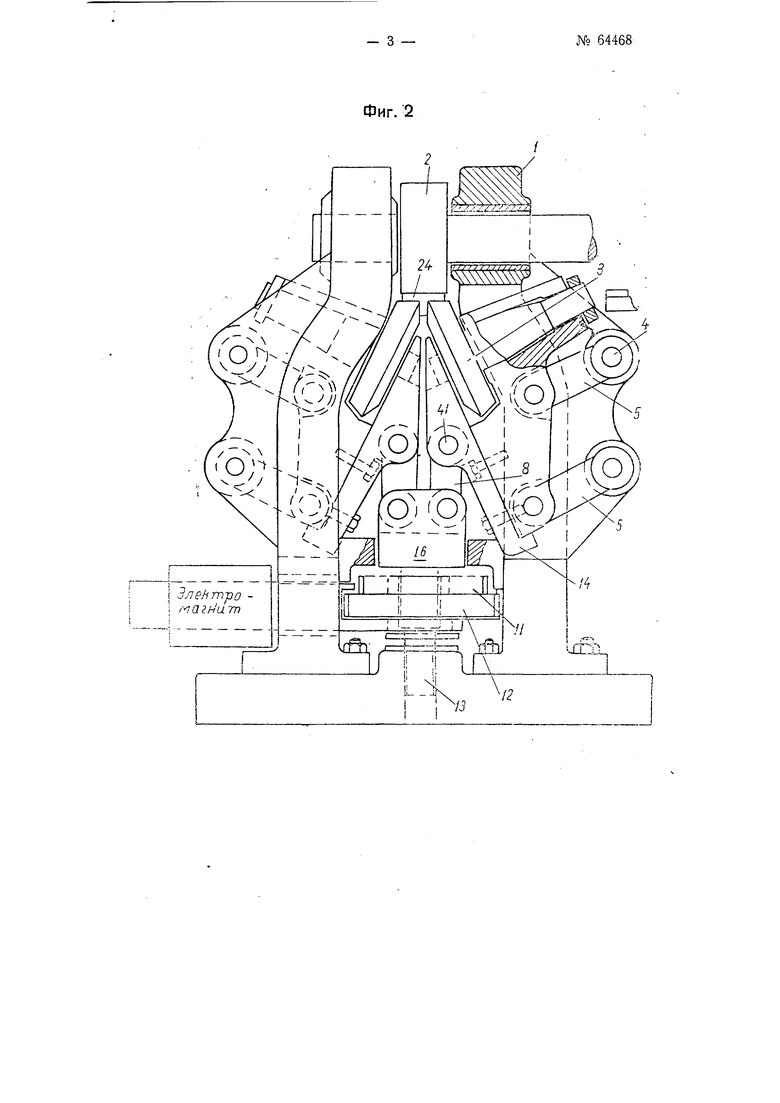
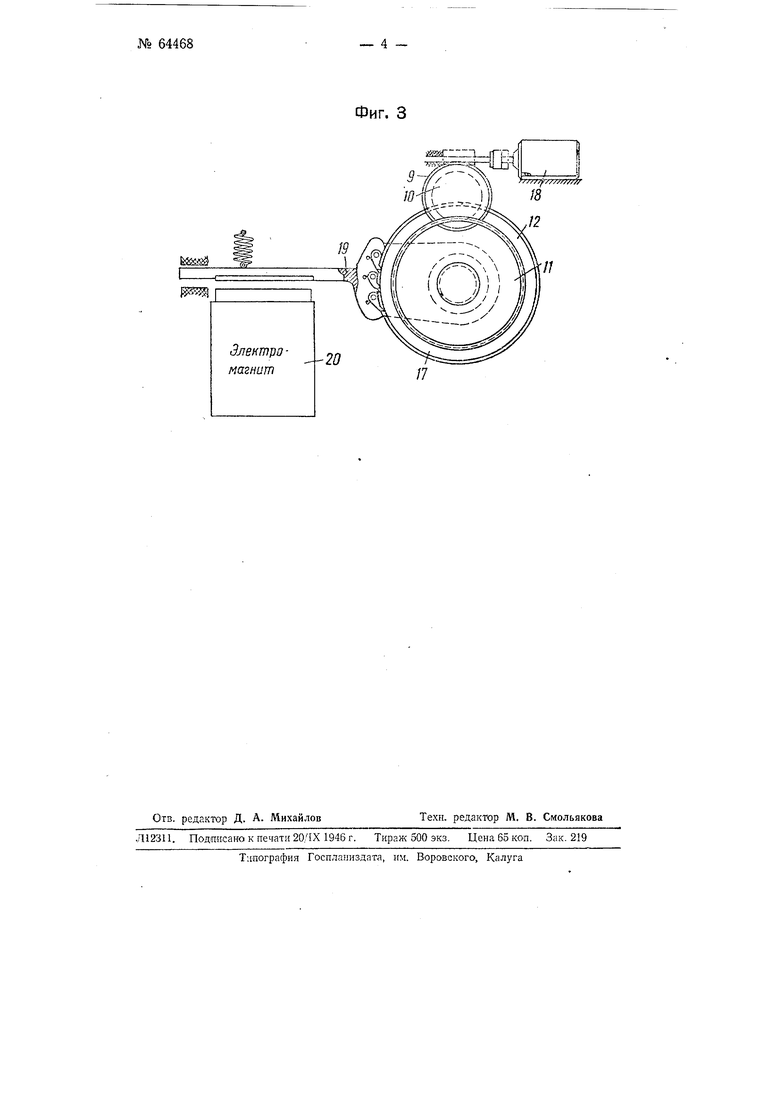
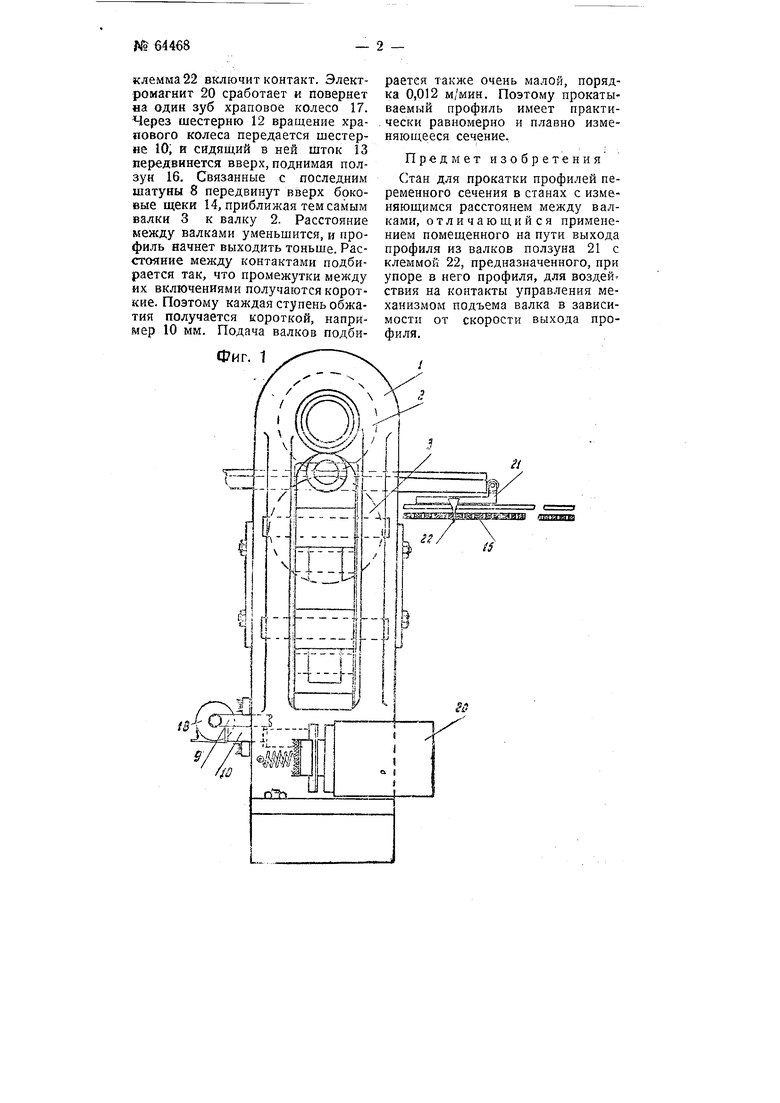
Настоящим изобретением предлагается изменение расстояния между валками поставить в зависимость от скорости выхода профиля из зева валков. Достигается это тем, что на пути выхода профиля устанавливается ползун с клеммой. Под ползуном расположена штанга с контактами, которые через реле включены в цепь электромагнита, управляющего механизмом подъема нижнего валка. При упоре профиля в ползун последний перемещается вдоль штанги и замыкает контакты, в результате чего нижний валок равномерно подымается, приближаясь к верхнему валку. Благодаря этому сечение прокатываемой полосы равномерно и плавно изменяется по длине. На чертеже фиг. 1 изображает общий вид прокатного стана сбоку, фиг. 2-вид его спереди и фиг. 3-схему механизма подъема нижнего валка.
В качестве примера взят стан для прокатки тавра.
На станине 1 стана укреплены верхний цилиндрический валок 2 и два нижних конических валка 3. На боковых стойках станины ьа осях 4 поворотно расположены шарнирные параллелограммы 5 с
боковыми щеками 14, в которые упираются нижние валки 3, своими осями входящие в подшипники, укрепленные на верхней грани параллелограммов. Боковые щеки 14 снабжены осями 4, на которых закреплены шатуны 8. Нижними своими концами последние жестко связаны с ползуном 16, который, в свою очередь, связан со штоком 13.
На некоторой длине, начиная снизу, шток 13 снабжен резьбой, которой он входит, как болт в гайку, в шестерню 10 (фиг. 3). Последняя сцеплена с шестерней 12, сидящей на одной оси с храповым колесом 17, подпружиненная собачка 19 которого находится под воздействием электромагнита 20, сообщающего ей колебательные движения. В цепь электромагнита включены контакты штанги 15, помещенной на выходе профиля из зева валков. Между контактами расположены изоляционные прокладки. Над штангой расположен ползун 21 с клеммой 22. С шестерней 10 сцеплена червячная шестерня 9, червяк которой скреплен муфтой с электродвигателем 18 Валок 2 работает от привода, а валки 3-холостые.
В валки закладывается нормальный тавр 24, и стан запускается. Как только выходящий из зева валков профиль упрется в ползун 21, он начинает передвигаться под давлением выходящего профиля, и
клемма 22 включит контакт. Электромагнит 20 сработает и повернет на один зуб храповое колесо 17. Через шестерню 12 вращение храпового колеса передается шестерне 10; и СИДЯЩИЙ в ней шток 13 передвинется вверх, поднимая ползун 16, Связанные с последним шатуны 8 передвинут вверх боковые щеки 14, приближая тем самым валки 3 к валку 2. Расстояние между валками уменьщится, и профиль начнет выходить тоньше. Расстояние между контактами подбирается так, что промежутки между их включениями получаются короткие. Поэтому каждая ступень обжатия получается короткой, например 10 мм. Подача валков подбиФиг. 1
раетея также очень малой, порядка 0,012 м/мин. Поэтому прокатываемый профиль имеет практически равномерно и плавно изменяющееся сечение.
Предмет изобретения
Стан для прокатки профилей переменного сечения в станах с изменяющимся расстоянем между валками, отличающийся применением помещенного на пути выхода профиля из валков ползуна 21 с клеммой 22, предназначенного, при упоре в него профиля, для воздействия на контакты управления механизмом подъема валка в зависимости от скорости выхода профиля.
Змектро магнит
Фиг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки профилей переменного по длине сечения | 1944 |
|
SU66757A1 |
| Способ изготовления зубчатых колес | 1946 |
|
SU71454A1 |
| Стан для прокатки профилей переменного сечения | 1976 |
|
SU564067A1 |
| Приспособление к пильгерстану для получения труб с равномерной толщиной стенки | 1937 |
|
SU53385A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2385779C1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ СТУПЕНЧАТЫХИЗДЕЛИЙ | 1972 |
|
SU446344A1 |
| СТАН ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ, ЛИНИЯ СТАНА ГОРЯЧЕЙ ПРОКАТКИ, СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И СПОСОБ МОДЕРНИЗАЦИИ ПРОКАТНОГО СТАНА | 1992 |
|
RU2126729C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1973 |
|
SU366898A1 |
| Клеть для продольной прокатки | 1982 |
|
SU1084092A1 |