(54) ЭЛЕКТРОДНАЯ ГОЛОВКА ДЛЯ ШОВНОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродный узел для шовной сварки | 1976 |
|
SU593858A1 |
| Машина для контактной точечной сварки | 1975 |
|
SU640826A1 |
| РОЛИКОВАЯ ГОЛОВКА МАШИНЫ ДЛЯ ШОВНОЙ СВАРКИ | 1992 |
|
RU2038936C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1995 |
|
RU2078659C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1968 |
|
SU220375A1 |
| Устройство для подвода тока к вращающимся сварочным роликам | 1974 |
|
SU542605A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1994 |
|
RU2086374C1 |
| СКОЛЬЗЯЩИЙ ДИСКОВЫЙ ТОКОПОДВОД К МАШИНАМ ДЛЯ ШОВНОЙ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ | 1963 |
|
SU214683A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ СИЛЬФОНОВ | 1995 |
|
RU2087284C1 |
| РОЛИКОВАЯ ГОЛОВКА ДЛЯ КОНТАКТНОЙ СВАРКИ | 2000 |
|
RU2184640C1 |
1
Изобретение относится к оборудованию для контактной шовной сварки.
Известна электродная головка для шовной сварки, содержащая сварочный ролик, контактный вращающийся вал и подпружиненные к нему пружиной токоподводядше башмаки П,
Однако электросопротивление скользящих контактов, составляющее 1О-20% от полного сопротивления машины, что обуслов лено относительно небольшой величиной усилия поджатия башмаков, приводит к значительным потерям электроэнергии, а такж ограничивает токопередающую способность головки вследствие большого тепловыделения в скользящих контактах.
Значительные потери времени на остановку вращающихся частей их инерционности ведут к снижению производительности сварки при шовной шаговой сварке, когда сварочный ток включают в перерывах между вращениями сварочного ролика.
Срок службы электродной головки ограничен вследствие того, что усилие поджати башмаков, хотя и является относительно не
большим с точки зрения электрических потерь все же достаточно К1Я существенного механического износа скользяшях контактов
Целью изобретения является уменьшение потерь апектроэнергии, повышение срока службы, производительности труда и токопередающей способности путем уменьшения силы поджатия башмаков в момент врашения сварочного ролика и увеличения ее в момент остановки и сварки.
Указанная цель достигается тем, что головка снабжена пневмоприводом и установленными с возможностью взаимодействия с токоподводящими башмаками рычагами, один из которых шарнирно связан с поршнем, а другой - с корпусом указанного пневмопривода, при этом пружина размешена в корпусе пневмопривода между его крышкой и поршнем,
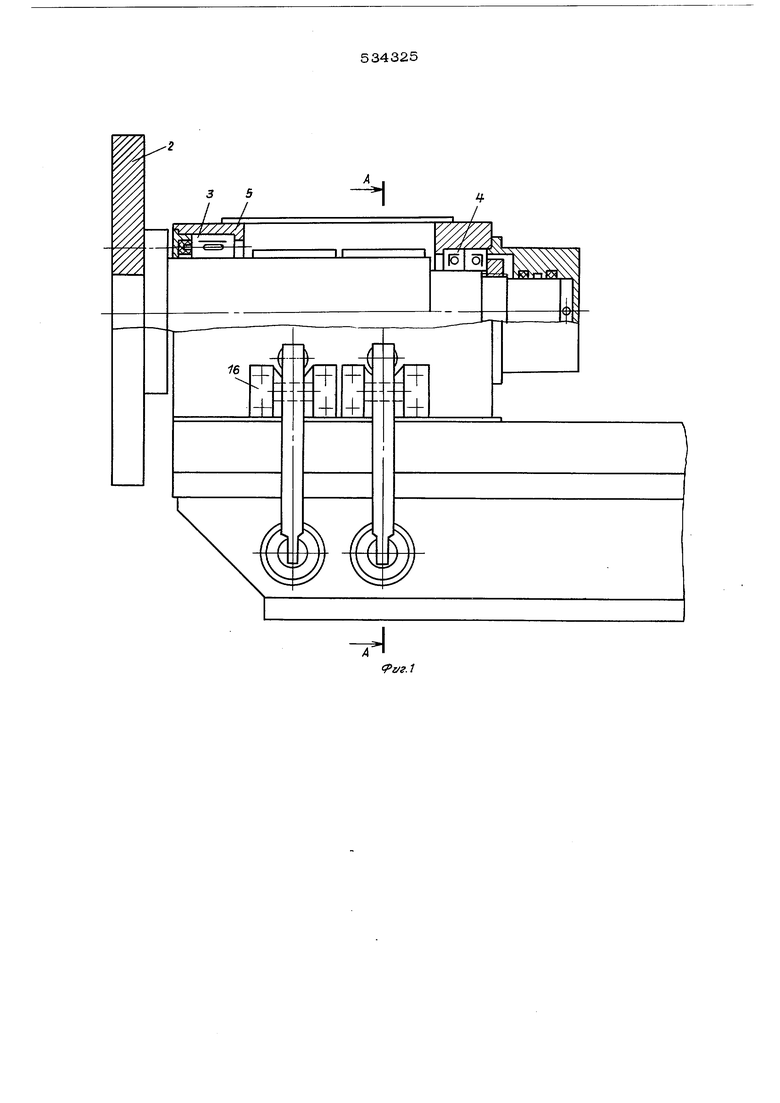
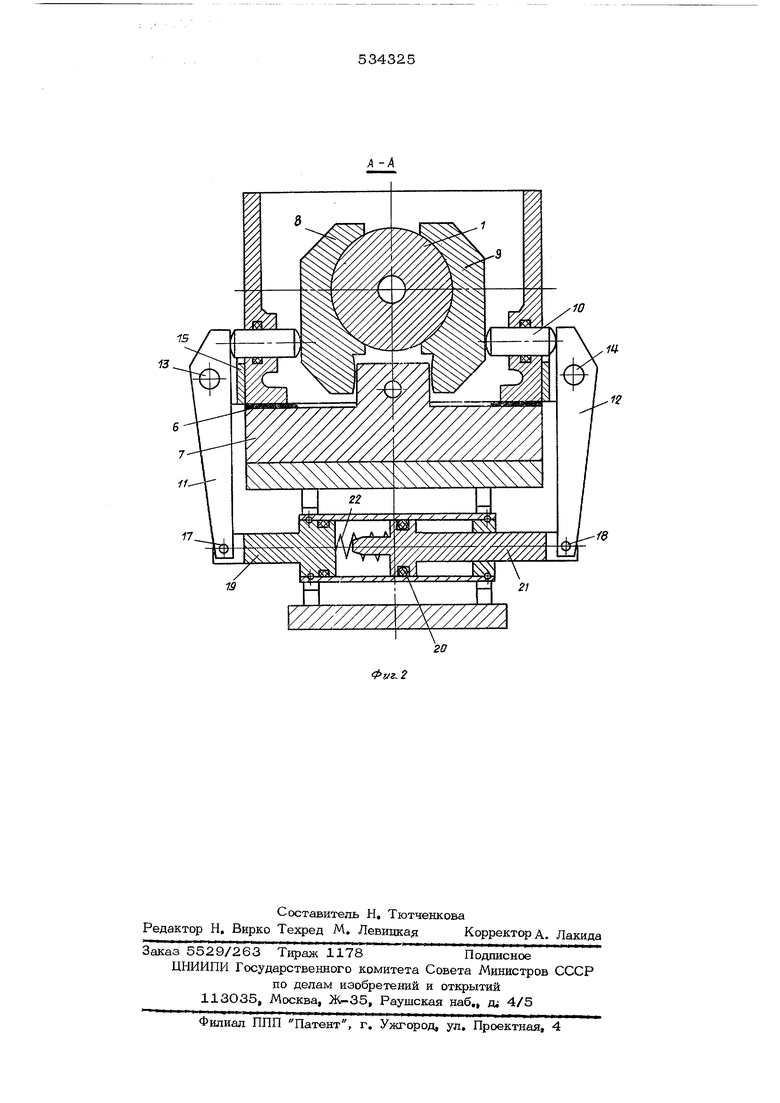
На фиг. 1 показана электродная головка, общий вид: на фиг, 2 - поперечный разрез по А-А на фиг. 1.
Контактный вал 1 с закрепленным на нем сварочным роликом 2 установлен в подшипниках 3 и 4, размещенных в корпусе 5, В нижней части корпуса закреплен через изолирующую прокладку 6 токоподТокоподводящие башмаки 8 и 9 поджимаются одновременно и к выступу токоподвода, и к контактной поверхности вала с помощью выполненных из электроизоляционного материала толкателей 10, взаимодействующих с рычагами 11 и 12, щарнирно закрепленными с помощью осей 13 и 14 в опорах 15 и 16 и связанными с помошью шарниров 17 и 18 с пневмоприводом, состоящим из крышки 19, жестко связанной с корпусом 20 поршня со штоком 21, и пружины 22. При вращении контактного вала поджатие башмаков осуществляется за счет усилия предварительно сжатой пружины 22, Усилие поджатия башмаков минимальное, оно обеспечивает удержание их с состоянии динамического равновесия. Благодаря этому износ скользящих контактов сведен к минимуму. При остановке контактного вала в пнев мопривод подается сжатый воздух, и усили поджатия башмаков многократно возрастает до величины, обеспечивающей минималь ное сопротивление скользящих контактов и снижение инерционности вращающихся частей при включении пневматического привод сразу за отключением механизма шагового перемещения, в этом случае башмаки 8, 9 выполняют роль механического тормоза, останавливающего перемещения. После пропускания импульса сварочного тока подача сжатого воздуха прекращается, после чего контактньхй вал может снова вращаться. Формула изобретения Электродная головка для шовной сварки, преимущественно щаговой, содержащая сварочный ролик, контактный вращающийся вал и подпружиненные к нему пружиной токоподводящие башмаки, отличающаяся тем, что, с целью уменьшения потерь электроэнергии, повышения срока службы, производительности труда и токопередающей способности путем уменьшения силы поджатия башмаков в момент вращения сварочного ролика и увеличения ее в момент остановки и сварки, головка снабжена пневмоприводом и установленными с возможностью взаимодействия с токоподводящими башмаками рычагами, один из которых шарнирно связан с поршнем, а другой - с корпусом указанного пневмопривода, при этом пружина размещена в корпусе пневмопривода между его крышкой и поршнем. Источники информации, принятые во внимание при экспертизе: 1. Патент США № 2673333 от 23 марта 1954 года, кл. 339-8 (прототип).
0|
lo
1В
Т
т
4±
19
