Предлагаемая машина для шовной коитакт}юй сварки может быть использована в различных отраслях народного хозяйства п, в частности на заводах, изготавливающих бытовые холодильники.
Известны многоэлектродные машины для сварки штампосварных батарей водяного отопления, плоскосворачиваемых труб, концов металлических лент, теплообменных панелей холодильников. Они содержат сварочные электродные головки, ролики которых закреплены на токоведуш,их валах, свободно установленных в корпусе машины, а также механизм перемеш,ения свариваемого изделия, выполненный в виде прнводной каретки с кондуктором.
В случаях, когда необходимо сваривать изделия, имеюш,ие на поверхности выступы, обычно в роликовых электродах делают в соответствуюш,их местах вырезы. При этом очень важно, чтобы в процессе перемеол.ения свариваемого изделия выступы па изделии точио совмеш;ались с вырезами в роликах. Для этого необходимо начинать сварку при определенном, фиксированном положении ролика.
при нерабочем положении электродных головок.
Кроме того, устройство для подачи изделия снабжено шаговым механизмом подачи, выполпеиным в виде неподвижного пневмоцплиндра с двумя поршнями, штоки которых расположены телескоппчески. При этом в кондукторе 1меются чередуюш,иеся пазы разной ширины и глубины, взаимодействуюш,ие с указанными штоками и имеющие длину, равную шагу подачи.
В предлагаемой машине обеспечивается возможность простого быстрого съема п устаиовки близкорасиоложеиных друг к другу роликовых электродов, фиксация начального положения элекгродов и перемещение свариваемого изделия в направлеипп, перпендикулярном направлению сварки по любой заданной программе. Все это позволяет повысить его производительность.
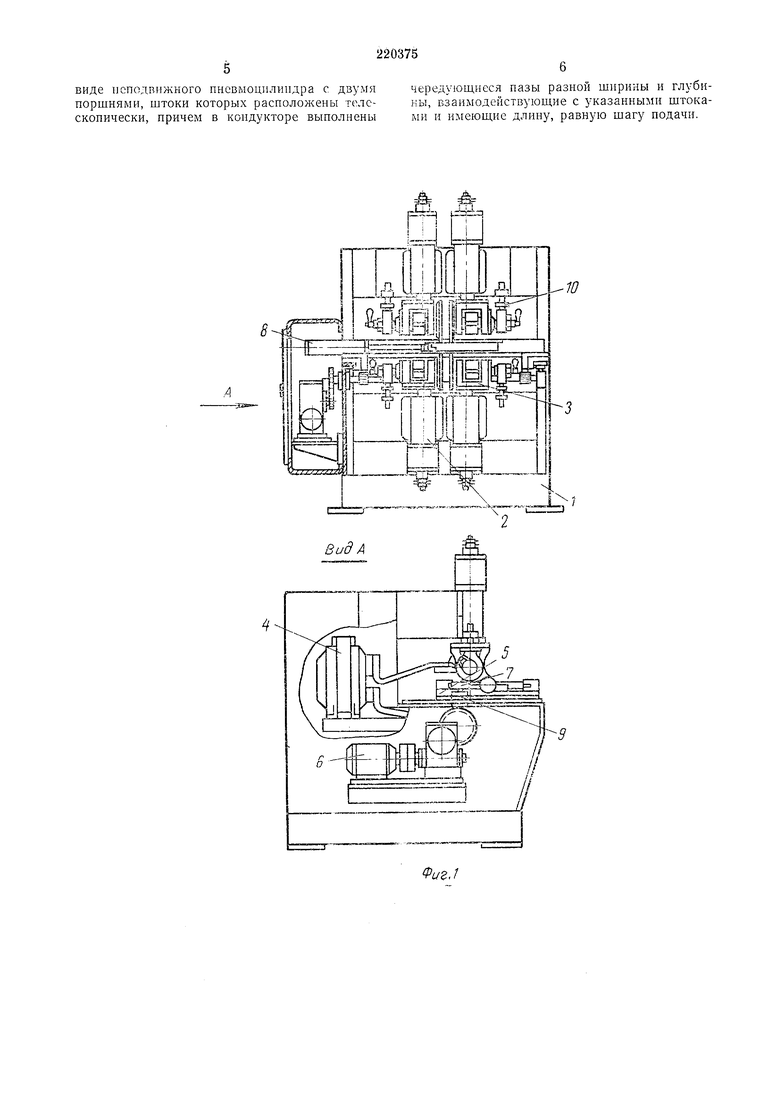
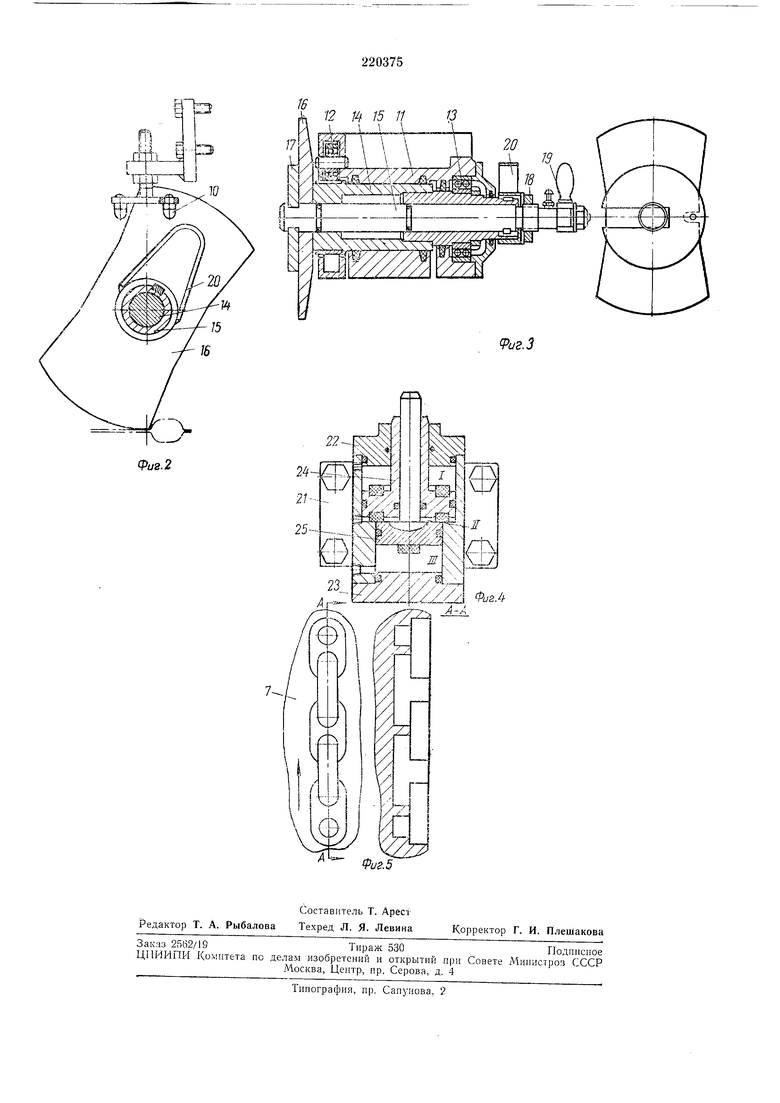
На фиг. 1 изображена предлагаемая л ашина в двух проекциях; на фнг. 2 - сварочный электрод и упор, закрепленный на станипе машины; па фиг. 3 - сварочная головка в разрезе; на фиг. 4 - фиксатор поперечного перемещения свариваемого изделия; на фиг. 5 - показаны пазы на корпусе салазок кондуктора.
разуют змеевик. Эти половинки предварительно свариваются по наружиому контуру, после чего панель поступает в машину для сварки разделительных швов.
Машина имеет станииу /, на переднем торце которой установлены две пары пневмоприводов 2. На штоках этих пневмоприводов закреплены четыре электродные головки 3, которые гибкими медными шинамн соединяются с колодками вторнчных витков двух сварочных трансформаторов 4, размещенных внутри машины.
Каретка 5 совершает возвратно-поступательное движение с номош,ью электромеханического привода 6 со скоростью, равной скорости сварки изделия. На каретке 5 в направляюш,их назах установлен кондуктор 7, который нневмоцилиидром S перемеш ается в направлении, перпендикулярном нанравлению движения каретки на определенные шаги. Эти перемещения производятся в промежутки времени между сварками. Величины шагов определяются специальными пазами на кондукторе/и механизмом 9 подачи изделия на заданный шаг.
Кроме этого, на станине закреплены два упора 10, в которые упираются кулачки, закрепленные на токоведущих валах электродных головок.
Работает машина следующим образом.
Свариваемую теплообменную панель укладывают в снециальное углубление кондуктора и включают машину. При этом сжимаются обе пары роликовых электродов и включается привод перемещения каретки. В процессе ее перемещения происходит сварка первой пары швов. Конечные выключатели обеспечивают выключение сварочного тока и разжатие роликовых электродов в момент их подхода к выштамповке у края изделия и останавливают каретку в момент ее подхода к крайнему положению. Затем ппевмоцилиндр 5 перемещает кондуктор со свариваемым изд,елием па нужный шаг в поперечном направлении.
Когда роликовые электроды с помощью пневмоприводов разжимаются, кулачки, закрепленные на валах роликов, упираются в упоры, установленные па станиие машины, и поворачивают электроды в оиределенное положение. Этим самым компенсируется проскальзывание роликов и устраияется опасность постепенного иабегания ошибки, которая может иметь место при сварке.
Так как расстояние между одновременно свариваемыми швами составляет всего 80 мм, в описываемой машине применены сварочные головки, ролик которых закреплен на токоведущем валу 14 с помощью дополнительного стального стержня /5, проходящего внутри токоведущего вала и снабженного пазами на одном конце и резьбой на другом. Вал 14 вращается в подшипниках 12, и 13, размещенных в корпусе //.
П, которая своей прорезью входит в пазы стержня 15. Рукояткой 19 стержень 15 удерживается от поворота, а кулачок 20 доворачивает вал 14 с роликом 16 в фиксированное
начальное иоложение.
Перемещение кондуктора с изделием поперечно направлению сварки производится с помощью нневмонривода. Так как величина каждого шага в общем случае может быть
различной н должна выдерживаться с большой точностью, в машине применен специальный фиксатор ноиеречного перемещения.
Им служит пневмоцилиндр, содержащий корпус 21 с верхней 22 и нижней 23 крышками и с двумя поршнями 24 и 25. Шток поршня 25 проходит внутри штока поршия 24. При подаче воздуха в полости / и /// поршень 24 идет вниз, а поршень 25 поднимается. При подаче воздуха в полость // поршень 25 опускается, а поршень 22 поднимается.
В корпусе салазок кондуктора сделаны назы, в которые поочередно входят концы штоков поршней 24 и 25. Ширина этих пазов равна диаметрам штоков поршней, а их длина -
величине шагов. Эти пазы перекрывают друг друга и сделаны разной глубины (узкий глубже, чем широкий).
Если кондуктор должен перемещаться в направлении, соответствующем стрелке
(фиг. 5), то начальное положение фиксируется штоком поршня 25 при опущенном штоке поршня 24. Для перемещения на шаг, равный длине широкого паза, надо выдвинуть шток поршня 24 и убрать шток поршня 25, затем
подать сжатый воздух в полость цилиндра пневмоцилиндра 8. При этом произойдет перемещение кондуктора до упора штока в край паза на салазках кондуктора. Повторяя такие переключения по окончаНИИ сварки каждой пары швов, производят перемещепие кондуктора с изделием в одну сторону по заранее заданной программе. Для движения кондуктора в обратном направлении подают воздух в другую полость пневмоцилиндра 8.
Предмет изобретения
Машина для контактной шовной сварки
теплообменных панелей, содержащая сварочные электродные головки, ролики которых закренлены на токоведущих валах, свободно установленных в корпусе мащины, а также устройство для перемещения свариваемого издеЛИЯ, выполненное в виде приводной каретки с кондуктором, отличающаяся тем, что, с целью повышения производительности при сварке панелей различной формы, электродные головки снабл ены кулачками, установленными
на одном валу с электродными роликами и взаимодействующими с неподвижными упорами при нерабочем положении электродных головок, а устройство для перемещения изделия снабжено механизмом, обеспечивающим подавиде неподвижного пнсвмоцилипдра с двумя поршнями, штоки которых расположены телескопически, причем в кондукторе выполнены
чередуюн;неся пазы разной шнрнны и глубины, взаиыодейетвующие с указанными штоками и имеюш,ие длину, равную шагу подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| МАШИНА ДЛЯ СБОРКИ И РОЛИКОВОЙ СВАРКИ СОТОВЫХ | 1969 |
|
SU251112A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1995 |
|
RU2078659C1 |
| МНОГОЭЛЕКТРОДНАЯ МАШИНА ДЛЯ ШОВНОЙ КОНТАКТНОЙ СВАРКИ ЛИСТОВЫХ ИЗДЕЛИЙ МАЛОЙ ЖЕСТКОСТИ | 1968 |
|
SU212402A1 |
| ЭЛЕКТРОДНАЯ ГОЛОВКА ДЛЯ КОНТАКТНОЙ РОЛИКОВОЙ СВАРКИ | 1970 |
|
SU276279A1 |
| ПОЛУАВТОМАТ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1969 |
|
SU251122A1 |
| Устройство для контактной роликовой сварки | 1980 |
|
SU925579A1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |