Изобретение относится к литейному производству, а именно к составам смеси для изготовления водорастворимых стержней, используемых преимущественно при литье чугуна и сплавов на .медной основе.
В настоящее время легкоудаляемые стержни получают из огнеупорных составов, в основу .которых входят различные окислы 2 и 3.
;К недостаткам предлагаемых составов стержней нужно отнести трудность их удаления из отливок. Удаление известными способами: в щелочных, кислотных и других агрессивных средах часто невозможно из-за разрушающего действия среды на материал отливки. Удаление стержней электрогидравлическим эффектом приводит к полом-ке отливок.
Известна смесь для изготовления легкоудаляемого стержня 3.
К недостаткам следует отнести невысокие прочностные характеристики «еж 20 кгс/см), низкое качество поверхности и пониженную геометр-ическую точность, невозможность получения стержней сложной геометрии по приводимой технологии изготовления водорастворимого стержня.
Наиболее близким техническим рещением является смесь, содержащая огнеупорный наполнитель, парафин, стеарин 4.
Стержни, полученные .из смеси такого состава, позволяют получить качественные отливки из чугуна и бронзы с высоким качеством поверхности и со стабильными геометрическими размерами.
Для повыщения стабильности геометрических размеров и снижения температуры спекания предлагается смесь, которая содержит .в качестве огнеупорного наполнителя алюминат натрия, окись алюминия и о.кись титана при следующем соотнощении ингредиентов, вес. %:
ОКись алюминия10-30
Окись титана2-5
Стеарин2,5-4,0
Параф.ин17,6-24,0
Алюминат натрияОстальное
Из порощков алюмината натрия, окиси алюминия, о.киси титана и органических пластификаторов приготавливается термопластичная паста, которая при температурах 70-75° С запрессовывается в прессформы. После охлаждения стержни-сырцы подвергаются высокоте1мпературному обжигу. Обжиг ведется в засыпке адсорбента - окиси магния. Стеекание керамического стержня происходит при тем(пературах 1100-1200° С.
СоотнощеБие введенных компонентов обусловлено тем, что содержание алюмината натр.ия в количестве 45-68% соответствует требованиям легкого удаления стержня из полости ОТЛИВКИ; введение окиси алю миния в количестве 10-30% обеспечивает снижение иСтабилизацию огневой усадки керамического стержня: присутствие окиси титана в указанных количествах снижает температуру спекания стержня; введение стеарина в количествах 2,5-4,0% позволяет достичь наиболее
палное обволакивание зерен огнеупорного наполнителя; приведенное количество парафина соответствует оптимальной подвижности термопластичной ласты и ее способности заполнять сложную прессформу под небольшим давл«н.ием (2-4 кгс/см).
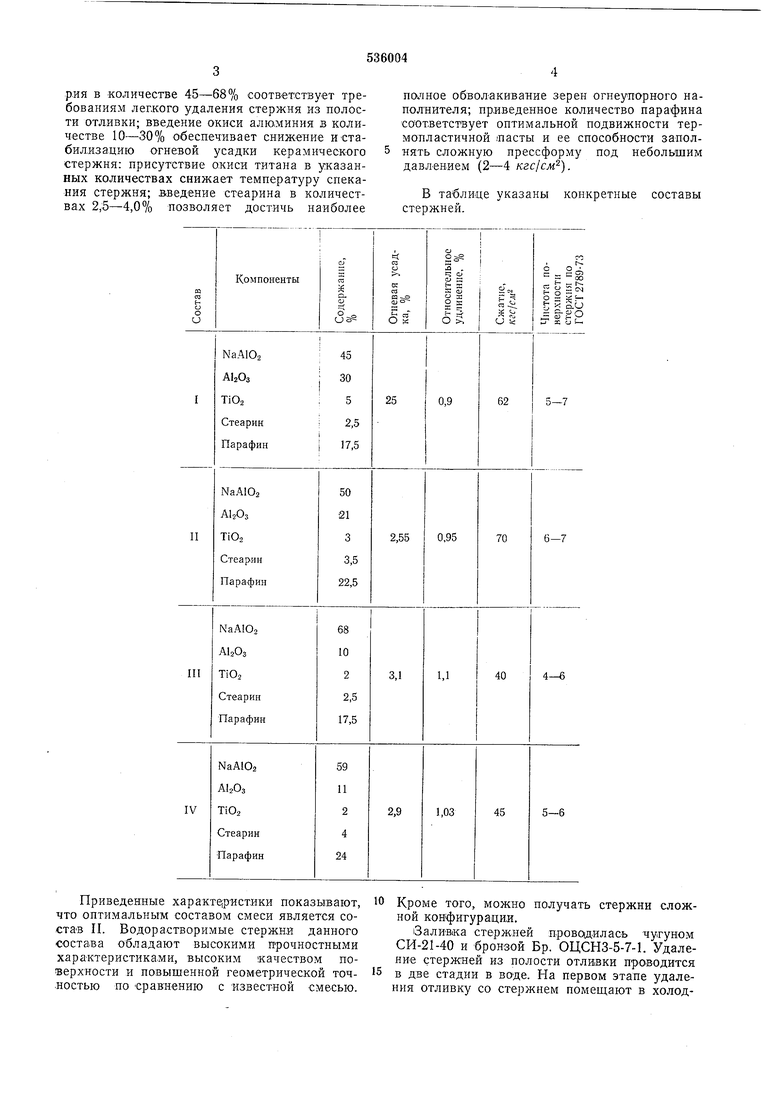
В таблице указаны
конкретные составы стержней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для изготовления легкоудаляемых стержней | 1983 |
|
SU1113961A1 |
| Смесь для изготовления водорастворимого стержня | 1975 |
|
SU624694A1 |
| Смесь для изготовления керамических литейных стержней | 1977 |
|
SU628985A1 |
| Смесь для изготовления литейных керамических форм и стержней | 1974 |
|
SU505488A1 |
| Термопластичная паста для изготовления керамических стержней | 1973 |
|
SU456674A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОУДАЛЯЕМЫХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ, ИСПОЛЬЗУЕМЫХ ДЛЯ СОЗДАНИЯ ВНУТРЕННИХ ПОЛОСТЕЙ В МЕТАЛЛИЧЕСКИХ ОТЛИВКАХ ПРИ ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2022 |
|
RU2792102C1 |
| Керамическая смесь для изготовления литейных стержней | 1986 |
|
SU1366275A1 |
| Смесь для изготовления легкоудаляемых стержней | 1975 |
|
SU531620A1 |
| Масса для изготовления литейных стержней и форм, а также огнеупорных и абразивных изделий | 1974 |
|
SU876052A3 |
| Керамическая смесь для изготовления литейных стержней | 1984 |
|
SU1217550A1 |
Приведенные характе,р-истики показывают, что оптимальным составом смеси является состав II. Водорастворимые стержни данного состава обладают высокими прочностными характеристиками, высоким качеством поверхности и повышенной геометрической точностью по Сравнению с -известной смесью.
Кроме того, можно получать стержни сложной конфигурации.
валивка стержней проводилась чугуном СИ-21-40 и бронзой Бр. ОЦСНЗ-5-7-1. Удаление стержней из полости отливки проводится в две стадии в воде. На первом этапе удаления отливку со стержнем помеш;ают в холодную. воду на 30 мин - 1 час. В течение этого периода времени стержни размягчаются, на второй стадии удаления они вымываются проточной водой из полости отливки. Полностью удаляется сте,ржень за 5--10 мин. Полость отливки, образованная стержнем, соответствует 4-5 классу чистоты поверхности по ГОСТ 2789-73.
Формула изобретения
Смесь для изготовления водорастворимых Стержней, преимущественно для литья чугуна и сплавов на медной основ-е, включающая огнеупорный наполнитель, парафин, стеарин, отличающаяся тем, что, с целью повышения стабильности геометрических размеров и снижения температуры спекания, в качестве огнеупорного наполнителя она содержит алюминат натрия, окись алюминия и окись
тит. при следующем соотнощении ингредиентов, вес. %:
10-30
Окись алюмнния 2-5 Окись титана 2,5-4,0 Стеарин 17,5-24,0 Парафлн Остальное Алюминат натрия
Источники информации, принятые во внимание при экспертизе
