Изобретение относится к литейному производству, а именно к способам изготовления легкоудаляемых керамических стержней для литья лопаток авиационных газотурбинных двигателей из жаропрочных сплавов и может быть использовано в машиностроении, черной и цветной металлургии и других отраслях промышленности.
Основным промышленным способом изготовления отливок лопаток с точными размерами и достаточно высокой чистотой поверхности пера лопатки является литье по выплавляемым восковым моделям. При изготовлении восковой модели в ней размещают керамический стержень, который в дальнейшем будет формировать полость внутри металлической отливки лопатки. Затем на восковую модель наносят несколько слоев керамической суспензии с промежуточной просушкой слоев. Образовавшаяся керамическая форма (оболочка) имеет определенную «сырую прочность», которая позволяет провести выплавку восковой части модели, далее керамические оболочки, с расположенными внутри керамическими стержнями, прокаливают для полного удаления остатков органических веществ и приобретения прочности. Для получения отливок лопаток заданной конструкции в нагретые формы заливают металл и проводят его кристаллизацию. При этом стержни остаются внутри отлитой детали. Далее стержни удаляют, на их месте образуются полости для различных технологических целей, например, воздушного охлаждения лопаток. Основной технологической проблемой при удалении внутренних стержней, является их прочность и высокая химическая инертность, из-за чего длительность их удаления и трудозатраты на эту операцию достаточно велики.
Известен способ изготовления керамических стержней из смеси порошков различных алюминатов иттрия: перовскита YAl2O3, моноклинного алюмината иттрия 2Y2O3•Al2O3 и граната Y3Al5O12, а также металлического алюминия (патент US7798201B2). Согласно одному из вариантов изобретения, стержни готовят путем сухого смешивания композиции на основе 5% масс. порошка металлического алюминия с оксидом иттрия, затем, чтобы сделать смесь керамики/связующего жидкой, в нее вводят композицию углеводородного воска на основе парафина при температуре около 90°С. После этого композицию в виде испытательных брусков, имеющих размеры 50 мм × 12,5 мм × 4 мм, экструдируют. Далее следует термообработка в обычной печи в воздушной атмосфере в течение 50 часов. При термообработке алюминий переходит в корунд Al2O3, при этом образуются поры, облегчающие удаление стержня из лопатки в процессе кислотной обработки.
Недостатками способа являются использование дорогостоящих редкоземельных элементов, а также сложность технологии, обусловленная созданием пористой структуры стержня. Кроме того, этим способом не могут быть изготовлены стержни сложной топологии, необходимые, например, для изготовления лопаток турбореактивного двигателя.
Известен способ изготовления керамических стержней, фазовый состав которых представлен химическим соединением Y2Hf2O7 - твердым раствором оксидов гафния и иттрия (патент US20090197758A1). Композиция содержит спеченный дисперсный материал гафния и по меньшей мере один дополнительный оксид металла в количествах, обеспечивающих получение керамической композиции, содержащей до 70 молярных процентов гафния, где дополнительный оксид металла представляет собой оксид редкоземельного металла. Стержни, изготовленные этим способом, обладают достаточной механической прочностью и пониженной химической стойкостью.
Недостатками способа являются использование дорогостоящих редкоземельных элементов.
В качестве прототипа выбран способ изготовления легкоудаляемых высокотемпературных литейных стержней или литейных форм, описанный в патенте RU 2686703C2. По этому способу смешивают гранулы наполнителя - оксида алюминия и связующее - алюминат щелочного металла, затем спекают полученную смесь. Спекание производят селективным нагревом отдельных участков полученной смеси до температуры разложения алюмината щелочного металла. Нагрев производят источником индуцированного излучения, например лазером, закрепленным в подвижной головке 3D-принтера. При нагреве осуществляют циклическое насыпное добавление полученной смеси в емкость с подвижным дном с последующим послойным и точечным нагревом отдельных участков каждого слоя. Режим нагрева отдельных участков смеси выбирают в зависимости от необходимой прочности или степени растворимости или их соотношения на отдельных участках изготавливаемых литейных стержней. Способ обеспечивает изготовление стержней, имеющих на различных участках различную прочность или степень растворимости или различное соотношение прочности и степени растворимости.
Недостатком способа является невозможность изготовления стержней, имеющих усредненную толщину в одном или двух измерениях, порядка 1-4 мм, без допустимых искажений формы и размера, обусловленная использованием для спекания смеси источника индуцированного излучения. То есть способ имеет ограниченные возможности.
Общими признаками прототипа и предполагаемого изобретения являются смешивание наполнителя в виде оксида алюминия со связующим, сушка и обжиг смеси с получением стержней, имеющих на различных участках различную прочность.
Задача, на решение которой направлено заявляемое изобретение, - расширение возможностей способа.
Поставленная задача была решена за счет того, что в известном способе изготовления легкоудаляемых керамических стержней, включающем смешивание наполнителя в виде оксида алюминия со связующим, сушку и обжиг полученной смеси, после сушки полученные стержни дополнительно пропитывают связующим с повышенной вязкостью, обеспечивающей получение стержней с соотношением прочностей центра и краев стержней соответственно 1:15-1:19, после чего проводят дополнительную сушку; в качестве связующего для наполнителя используют кремнезоль, в качестве связующего для пропитки используют смесь кремнезоля с водорастворимым клеем. Концентрация кремнезоля выбирается из технологических условий пропитки.
Признаки заявляемого способа, являющиеся отличительными от признаков способа по прототипу, - стержни после сушки дополнительно пропитывают связующим с повышенной вязкостью, обеспечивающей получение стержней с соотношением прочностей центра и краев стержней соответственно 1:15-1:19, после чего проводят дополнительную сушку; в качестве связующего для наполнителя используют кремнезоль, а в качестве связующего для пропитки - смесь кремнезоля с водорастворимым клеем.
Отличительные признаки заявляемого изобретения - дополнительная пропитка стержней связующим с повышенной вязкостью с последующей их сушкой - в совокупности с известными признаками позволят регулировать глубину пропитки внешнего слоя керамического стержня, оставляя внутри него зону пониженной прочности, и обеспечат получение стержней с соотношением прочностей центра и краев стержней соответственно 1:15-1:19. Различная прочность на различных участках стержней (высокая на периферии и малая внутри) позволит облегчить «пробивание» сквозных полостей внутри стержня механическим путем для увеличения площади контакта с реагентом-растворителем, и ускорение, вследствие этого, удаления материала стержня из отливки. Такой способ изготовления стержней позволит отказаться от применения источника индуцированного излучения, что в свою очередь позволит изготавливать стержни, имеющие усредненную толщину в одном или двух измерениях, порядка 1-4 мм без допустимых искажений формы и размера. То есть предлагаемый способ решает поставленную задачу.
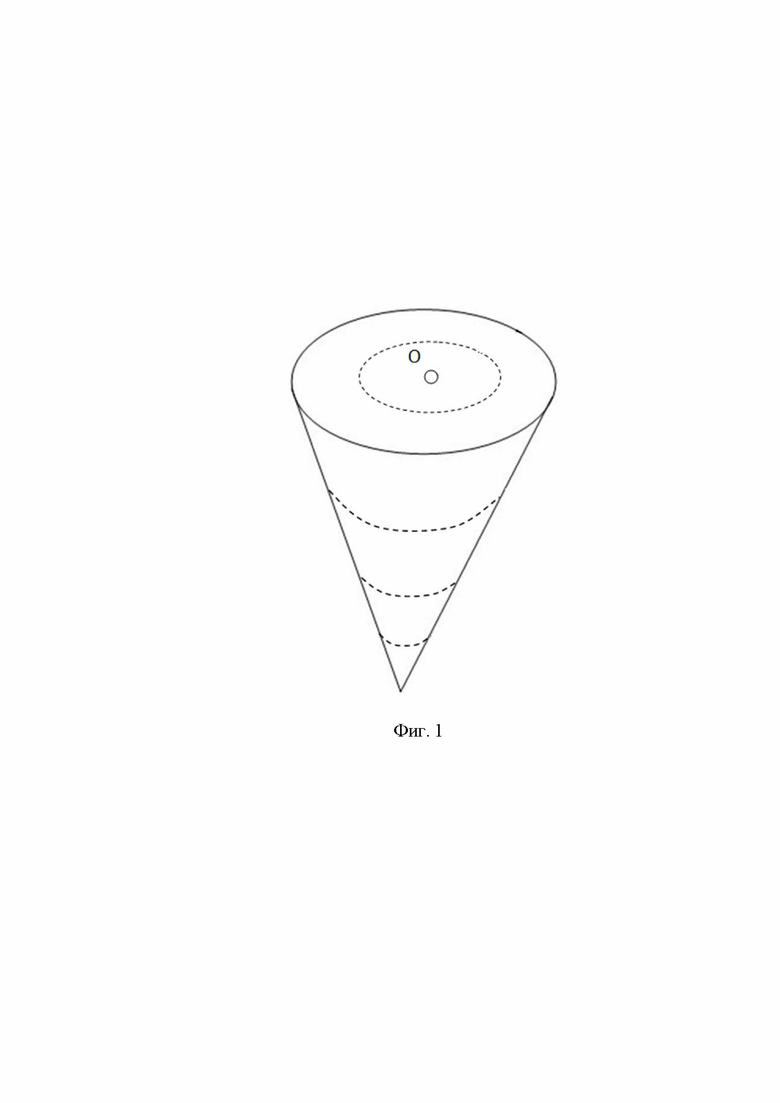
На фиг. 1 представлен образец керамического стержня в виде конуса, где пунктиром обозначены 1/2 радиуса образца и сечения, по которым производились измерения, выполненные на расстоянии 0,75 L; 0,6 L; и 0,4 L от вершины конуса, где L - высота образца.
Предлагаемый способ осуществляется следующим образом.
Исходный оксид алюминия смешивают со связующим - кремнезолем для придания стержню первичной прочности. В массу также добавляют органический пластификатор и спекающие добавки. Далее стержни проходят термопластификацию в лопастных мешалках или обогреваемых конверторах. Для удаления пузырьков воздуха массу вакуумируют в течении 3-4 минут. Полученные стержни сушат при температуре 50-250°С, после чего проводят дополнительную пропитку смесью кремнезоля с водорастворимым клеем, дополнительно сушат при той же температуре и производят прессование стержней на гидропрессе, затем стержни проходят рихтовку для соблюдения геометрических размеров. После рихтовки стержни укладывают в короба, засыпают глиноземом и проводят его виброуплотнение. Заключительным этапом изготовления стержней является обжиг. Обжиг проводят по определенному режиму в несколько этапов, начиная с интервала температур 50-350°С для беспрепятственного удаления пластификатора. Конечная температура обжига 1300-1390°С.
Примеры конкретного осуществления способа.
Для исследования в лабораторных условиях изготавливались образцы керамических стержней в форме конуса. Форма образцов в виде конуса была выбрана для удобства фиксации образцов при измерении прочности, кроме того, такая форма позволяет увидеть, до какого минимально возможного диаметра сохраняется градиент прочности.
Пример 1. Изготовили керамические образцы конусообразной формы, смешав технический глинозем (γ-Al2O3), 60% масс., и 15% раствор кремнезоля, 40% масс. Полученные образцы высушили в течение суток при комнатной температуре, затем в течение часа при температуре 200°С. Высушенные образцы дополнительно пропитали связующим следующего состава: кремнезоль «Лейксил - 40» - 50% масс., клей на основе модифицированного крахмала - 50% масс. Содержание клея при этом составляло 4,5 г. на 100 г. воды. После пропитки образцы снова высушили при тех же условиях, после чего провели обжиг при температуре 1000°С в течение 1 часа в высокотемпературной печи FCF4/180M. Образцы исследовали на пенетрометре ПНБ-03, измеряя глубину проникновения металлической иглы в образец в центре (точка О на фиг.1) и на расстоянии ½ радиуса от центра. Измерения проводили на поверхности образца высотой L, после чего срезали верхнюю часть (до отметок 0,75 L, 0,6 L, показаны пунктиром) и повторяли эксперимент, таким образом были получены данные во всем объеме стержня. Результаты измерения прочности представлены в таблице.
Пример 2. Керамические образцы изготовили аналогично примеру 1, смешав глинозем и 8% раствор кремнезоля. Концентрация клея составила 4,5 г. на 100 г. воды. Результаты измерений представлены в таблице.
Пример 3. Керамические образцы изготовили аналогично примеру 1, смешав глинозем и 15% раствор кремнезоля. Концентрация клея составила 3,6 г. на 100 г. воды. Результаты измерений представлены в таблице.
Пример 4. Керамические образцы изготовили аналогично примеру 1, смешав глинозем и 8% раствор кремнезоля. Концентрация клея составила 3,6 г. на 100 г. воды. Результаты измерений представлены в таблице.
Из анализа данных таблицы следует, что для достижения наибольшей разности прочности в керамическом стержне по радиусу (или расстоянию от внешней стенки) при изготовлении стержней необходимо использовать связующее для наполнителя наименьшей концентрации, а связующее для пропитки стержней с наибольшей вязкостью. Важно отметить, что центр не может быть совсем непрочным или пустым, поскольку при литье объем стержня должен сопротивляться внешнему давлению металла, одна оболочка может не выдержать. В приведенных примерах вязкость связующего повышали за счет увеличения концентрации клея, при этом соотношение прочностей центра и краев стержней составило от 1:1 (на поверхности) до 1:15-1:31 (в центре объема стержня).
Таким образом, выполнение дополнительной пропитки стержней связующим с повышенной вязкостью, использование в качестве связующего для наполнителя - кремнезоля в совокупности обеспечивают возможность изготовления стержней, имеющих на различных его участках различные физико-механические свойства, что позволит ускорить процесс извлечения стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ БЛОЧНО-ЯЧЕИСТЫХ ФИЛЬТРОВ-СОРБЕНТОВ ДЛЯ УЛАВЛИВАНИЯ ГАЗООБРАЗНОГО РАДИОАКТИВНОГО ЦЕЗИЯ | 2014 |
|
RU2569651C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ БЛОЧНО-ЯЧЕИСТЫХ ФИЛЬТРОВ-СОРБЕНТОВ ДЛЯ УЛАВЛИВАНИЯ ГАЗООБРАЗНЫХ РАДИОАКТИВНЫХ И ВРЕДНЫХ ВЕЩЕСТВ | 2010 |
|
RU2474558C2 |
| Способ изготовления керамических форм для литья по выплавляемым моделям | 2018 |
|
RU2697678C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2016 |
|
RU2631568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПОРИСТЫХ ЯЧЕИСТЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2475464C2 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ, ИСПОЛЬЗУЕМЫХ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ЖАРОПРОЧНЫХ СПЛАВОВ, И СПОСОБ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ, ИСПОЛЬЗУЕМЫХ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ЖАРОПРОЧНЫХ СПЛАВОВ | 2017 |
|
RU2670115C1 |
| РАДИОПРОЗРАЧНОЕ ЗАЩИТНОЕ ПОКРЫТИЕ ИЗДЕЛИЙ ИЗ КЕРАМИКИ, СИТАЛЛА, СТЕКЛОКЕРАМИКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2015 |
|
RU2604541C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПОРИСТЫХ ЯЧЕИСТЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2008 |
|
RU2377224C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ ПОСРЕСТВОМ 3-Д ПЕЧАТИ | 2021 |
|
RU2774993C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТОГО КЕРАМИЧЕСКОГО МАТЕРИАЛА | 2007 |
|
RU2358954C1 |
Изобретение относится к области литейного производства. Способ изготовления легкоудаляемых керамических стержней включает смешивание наполнителя в виде оксида алюминия со связующим, сушку и обжиг. После сушки полученные стержни пропитывают связующим с повышенной вязкостью, обеспечивающей получение стержней с соотношением прочностей центра и краев стержней соответственно 1:15-1:19, после чего проводят дополнительную сушку. В качестве связующего для наполнителя используют кремнезоль, а в качестве связующего для пропитки – смесь кремнезоля с водорастворимым клеем. Пропитка стержней связующим с повышенной вязкостью позволяет регулировать глубину пропитки внешнего слоя стержня и образовать внутри него зону пониженной прочности. Различная прочность на различных участках стержней – высокая на периферии и малая внутри позволит ускорить удаление материала стержня из отливки. Обеспечивается изготовление стержней с различной прочностью по толщине без искажений формы и размера. 1 ил., 1 табл., 4 пр.
Способ изготовления легкоудаляемых керамических стержней, включающий смешивание наполнителя в виде оксида алюминия со связующим, сушку и обжиг полученной смеси, отличающийся тем, что после сушки полученные стержни дополнительно пропитывают связующим с повышенной вязкостью, обеспечивающей получение стержней с соотношением прочностей центра и краев стержней соответственно 1:15-1:19, после чего проводят дополнительную сушку, при этом в качестве связующего для наполнителя используют кремнезоль, а в качестве связующего для пропитки – смесь кремнезоля с водорастворимым клеем.
| Способ изготовления легкоудаляемых высокотемпературных литейных стержней или литейных форм | 2017 |
|
RU2686703C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЛИТЕЙНЫЕ КЕРАМИЧЕСКИЕ ФОРМЫ ДЛЯ ЛИТЬЯ ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2775770C1 |
| СПОСОБ ПРОПИТКИ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАТОК ТУРБОМАШИН | 2013 |
|
RU2627070C2 |
| СПОСОБ УПРОЧНЕНИЯ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ | 2002 |
|
RU2232664C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ И ФОРМ НА ГИПСОВОМ СВЯЗУЮЩЕМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ЧЕРНЫХ СПЛАВОВ | 2002 |
|
RU2214314C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКИ ДЛЯ ОТЛИВОК С УЗКИМИ РАЗВИТЫМИ ВНУТРЕННИМИ ПОЛОСТЯМИ ПРИ ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2277452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО СТЕРЖНЯ | 2015 |
|
RU2699346C2 |
| СПОСОБ ХИМИЧЕСКОЙ РЕУТИЛИЗАЦИИ ОТРАБОТАННОГО ПОЛИЭТИЛЕНТЕРЕФТАЛАТА | 2001 |
|
RU2263658C2 |
| DE 10212377 A1, 10.10.2002. | |||

