(54) СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ЛИТЕЙНЫХ СТЕРЖНЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ ПОЛЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ ЛИТЬЕМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2017 |
|
RU2662514C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ ПОЛЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ ЛИТЬЕМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2018 |
|
RU2691435C1 |
| СМЕСЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ | 1996 |
|
RU2098220C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ | 1998 |
|
RU2132760C1 |
| Керамическая смесь для стержней | 1988 |
|
SU1614883A1 |
| Керамическая смесь для изготовления стержней | 1987 |
|
SU1555041A1 |
| Смесь для изготовления огнеупорных литейных стержней | 1980 |
|
SU933174A1 |
| Смесь для изготовления литейных керамических стержней | 1977 |
|
SU624693A1 |
| Смесь для изготовления литейных керамических стержней | 1979 |
|
SU865479A1 |
| Смесь для изготовления легкоудаляемых стержней | 1983 |
|
SU1113961A1 |
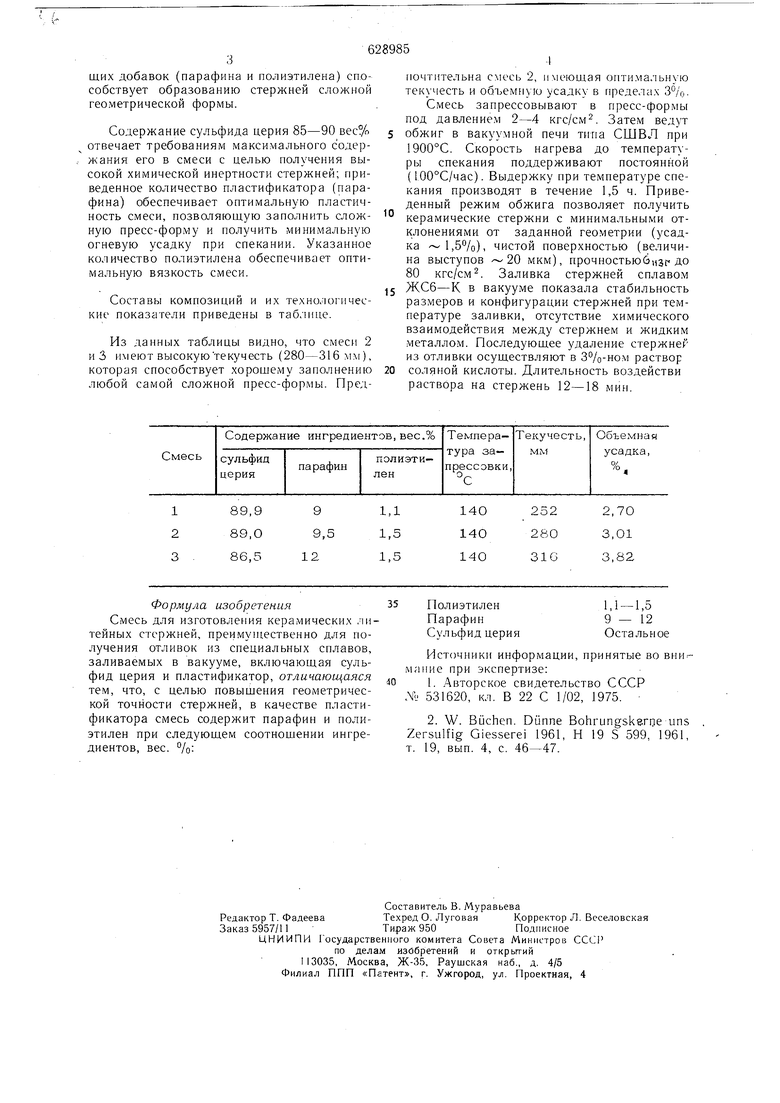
Изобретение относится к литейному производству и может быть использовано для получения стержней, формирующи.х узкие, сложные полости отливок из жаропрочных и титановых сплавов, заливаемых в вакууме. Известна смесь для легкоудаляемых стержней, используемых при заливке высокотемпературных сплавов, содержащая карбид кальция, парафин и стеарин 1. Такая с.месь обладает низкой хи.мической стойкостью по отношению к высокоактивным сплавам - жаропрочным и титановым. Заливка их в вакуу.ме приводит к увеличению свободной энергии образования окислов компонентов, входящих в состав сплавов. Тем самым создаются условия для протекания химических реакций между спла вом и .материалом стержня, в результате которых изменяется структура поверхностного слоя отливки, появляется корка пригара. Наиболее близкой по технической сущности и достигаемому результату к описываемой является смесь, содержащая пластификатор и огнеупорный наполнитель - сульфид церия 2. Смесь обладает химической инертностью по отношению к вышеуказанным сплавам, но не позволяет получать стержни сложной конфигурации, так как ингредиенты смеси выбраны из условий прессования, протяжки, окунания. В результате изготавливают цилиндрические стержни диаметром от 1,6 до 25 мм. Простые по конфигурации полости затрудняют применение эффективных конструкций отливок, направленных на повышение мощности тех или иных энергетических установок в пределах заданных габаритов. С целью новышения геометрической точности стержней в качестве пластификатора предлагаемая смесь содержит парафин и полиэтилен при следующем соотношении ингредиентов, вес. %: 1,1 - 1,5 Полиэтилен 9 - 12 Парафин Остальное Сульфид HepHFf Для получения такой смеси применяют сульфид церия (моносульфнд CeS, ТУ 6-09-294-70). Порошок сульфида без всякой предварительной подготовки смешивают при 90-110°С с органической композицией. Наличие в смеси пластифицирующих добавок (парафина и полиэтилена) способствует образованию стержней сложной геометрической формы. Содержание сульфида церия 85-90 вес% отвечает требованиям максимального Содержания его в смеси с целью получения высокой химической инертности стержней; приведенное количество пластификатора (парафина) обеспечивает оптимальную пластичность смеси, позволяющую заполнить сложную пресс-форму и получить минимальную огневую усадку при спекании. Указанное количество полиэтилена обеспечивает оптимальную вязкость смеси. Составы композиций и их технологические показатели приведены в таблице. Из данных таблицы видно, что смеси 2 иЗ имеют высокуютекучесть (280-316мм), которая способствует хорошему заполнению любой самой сложной пресс-формы. Пред9
89,9
9,5 89,0 86,5 12 Формула изобретения35 С.месь для изготовления кера.мических .питейных стержней, преимуп1ественно для получения отливок из специальных сплавов, заливаемых в вакууме, включающая сульфид церия и пластификатор, отличающаяся тем, что, с целью повышения геометрической точности стержней, в качестве пластификатора смесь содержит парафин и полиэтилен при следующем соотнощении ингредиентов, вес. %:
14О 252 2,70 140 280 3,01 140 31С 3,82 ма ХУ Ze T. почтительна смесь 2, имеющая опти.мальную текучесть и объемную усадку в предела.х 3°/о. Смесь запрессовывают в пресс-формы под давлением 2-4 кгс/см. Затем ведут обжиг в вакуумной печи типа СШВЛ при 1900°С. Скорость нагрева до температуры спекания поддерживают постоянной (100°С/час). Выдержку при температуре спекания производят в течение 1,5 ч. Приведенный режим обжига позволяет получить керамические стержни с минимальными отклонениями от заданной геометрии (усадка 1,5%), чистой поверхностью (величина выступов 20 мкм), прочностьюбнзг до 80 кгс/см. Заливка стержней сплавом ЖС6-К в вакууме показала стабильность размеров и конфигурации стержней при температуре заливки, отсутствие химического взаимодействия между стержнем и жидким металлом. Последующее удаление стержнер из отливки осуществляют в 3%-ном раствор соляной кислоты. Длительность воздействи раствора на стержень 1218 мин. Полиэтилен 1,1 - 1,5 Парафин 9-12 Остальное Сульфид церия Источники информации, принятые во вни ие при экспертизе: 1.Авторское свидетельство СССР 531620, кл. В 22 С 1/02, 1975. 2.W. Buchen. Dunne Bohrungskeroe uns sulfig Giesserei 1961, H 19 S 599, 1961, 19, вып. 4, с. 46-47.
