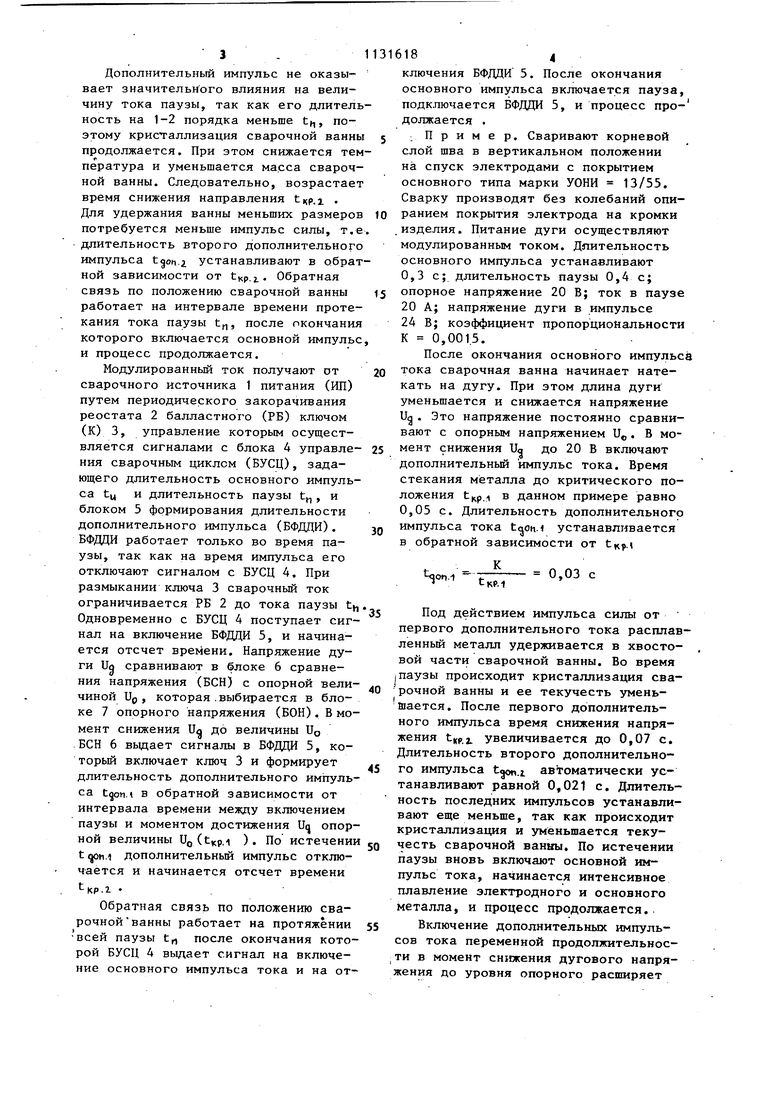
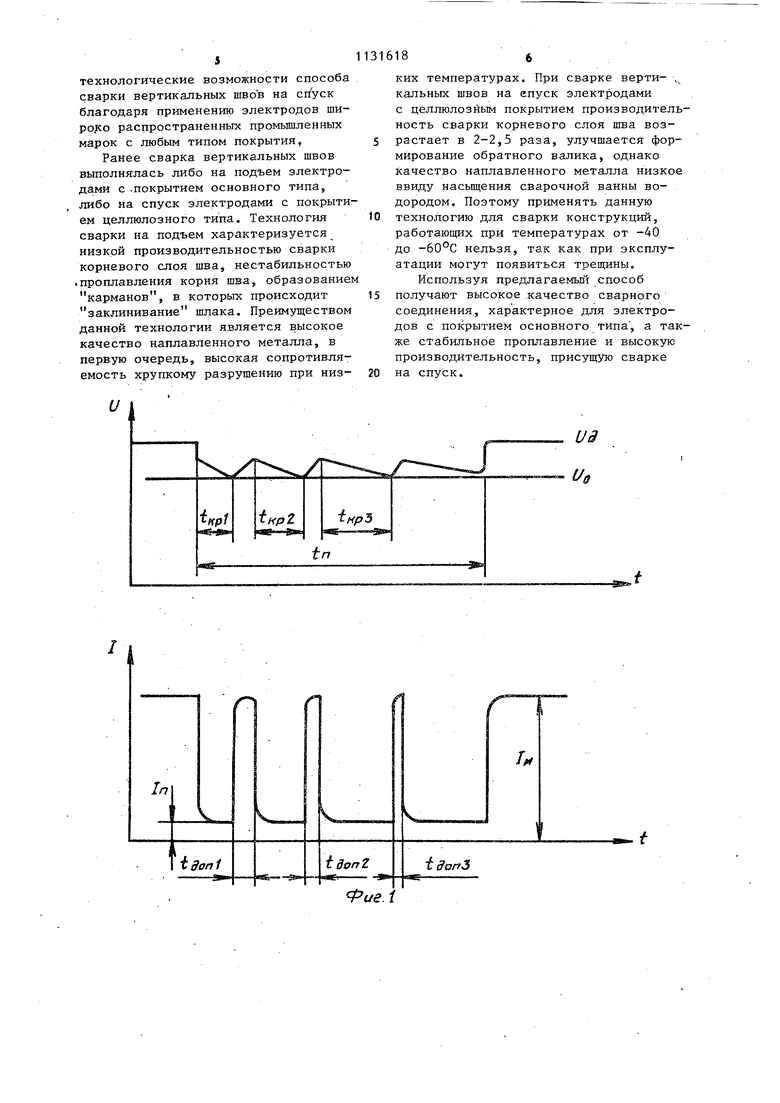
оо
Од 00 Изобретение относится к дуговой сварке металлов и может быть использовано для сварки на спуск иеповорот ных стыков трубопроводов, а также на других монтажных работах. Известен способ электродуговой сварки вертикальных швов на спуск стационарной дугой специальными электродами с покрытием. Благодаря повышенному содержанию газообразующих.и малому количеству шлакообразуюцих в покрытии эти электроды позволяют выполнять сварку корневых слоев шва на спуск с .большой линейной скоростью 11. Недостатками этого способа сварки являются его ограниченность ввиду невозможности осуществления сварки электродами широкораспространенных в промьшшенности марок, а также низкое качество наплавленного металла вследствие насьш5ения сварочной ван- Ны водородом. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ газоэлектрической дуговой сварки, в котором, с целью улучшения качества шва при сварке в различных пространственных положениях, во время паузы подают дополнительные импульсы тока длительностью в 1,5-2 раза мень ше длительности основного импульсаС2 Однако известный способ не позвол ет осзпцествлять сварку на спуск покр тыми электродами, так как процесс ве дется с поперечными колебаниями элек рода и дополнительньш импульс тока не синхронизирован во время с движением металла сварочной ванны. Он подается лишь после ее кристаллизации Поэтому расплавленный металл и шлак после окончания основного импульса тока также будет натекать на дугу, нарушая-процесс сварки. . Цель изобретения - повьш1ение качества при-сварке вертикальных швов на спуск электродами с любым типом покрытия. Поставленная цель достигается тем, что согласно способу электродуговой сварки модулированным током, при котором во время паузы на дугу налагают дополнительные импульсы сварочного тока, дополнительные импульсы налагают переменной продолжительности, момент их,включения определяют в зависимости от текучести ванны, которую определяют по изменению напряжения на дуге от заданного, а продолжительность дополнительных импульсов устанавливают в обратной зависимости от времени стекания металла до критического положения. На фиг. 1 представлены эпюры напряжения и тока; на фиг. 2 - схема устройства для реализации предлагаемого способа. Питание дуги осуществляют модулированным током с наложением в интервале времени протекания тока паузы дополнительных импульсов. При этом ток основного импульса 1ц, ток паузы Ij,, длительность основного им-: пульса ti и длительностью паузы t задают программой, а моменты включения дополнительных импульсов тока и их длительности tgoi-fi в процессе сварки регулируют в зависимости от состояния сварочной ванны, о котором судят по степени ее текучести во время, паузы. Текучесть возрастает при увеличении температуры и массы сварочной ванны. Поэтому к моменту окончания основного импульса, предназначенного для расплавления основного и электродного металла, текучесть ванны максимальна. При отключении тока основного импульса давление дуги резко уменьшается и расплавленньй металл и шлак под действием силы тяжести начинают натекать на дугу. Чем больше текучесть 1ванны, тем меньше время перемещения сварочной ванны до критического положения tup.f . Натекание расплавленного металла на дугу приводит к уменьшению ее длины, а следовательно, и дугового напряжения Ug. Это (напряжение постоянно сравнивают с опорной величиной U, и в момент снижения Ug до величины Uo (критическое положение сварочной ванны) по сигналу обратной связи включают дополнительный импульс тока, которьм необходим для создания импульса,силы, возвращающего сварочную ванну в первоначальное положение. Величина импульса силы зависит от продолжительности дополнительного импульса tgoh.t , которую выбирают пропорционально текучести ванны. Следовательно tgohi устанавливают в обратной зависимости от интервала времени между окончанием предьщущего основного импульса и моментом достижения UQ величины Up (время снижения напряжения .) ). 3 . Дополнительный импульс не оказывает значительного влияния на величину тока паузы, так как его длитель ность на 1-2 порядка меньше t,, поэтому кристаллизация сварочной ванны продолжается. При этом снижается тем пература и уменьшается масса сварочной ванны. Следовательно, возрастает время снижения направления tup.i . Для удержания ванны меньших размеров потребуется меньше импульс силы, т.е длительность второго дополнительного импульса tgon-i устанавливают в обрат ной зависимости от . .. Обратная связь по положению сварочной ванны работает на интервале времени протекания тока паузы t, после окончания которого включается основной импульс и процесс продолжается. Модулированный ток получают от сварочного источника 1 питания (ИП) путем периодического закорачивания реостата 2 балластного (РБ) ключом (к) 3, управление которым осуществляется сигналами с блока 4 управления сварочным циклом (БУСЦ), задающего длительность основного импульса ty и длительность паузы t,, и блоком 5 формирования длительности дополнительного импульса (БФДДИ). БФДЦИ работает только во время паузы, так как на время импульса его отключают сигналом с БУСЦ 4, При размыкании ключа 3 сварочный ток ограничивается РБ 2 до тока паузы tj Одновременно с БУСЦ 4 поступает сигнал на включение БФДДИ 5, и начинается отсчет времени. Напряжение дуги Ug сравнивают в блоке 6 сравнения напряжения (БСН) с опорной величиной UQ, которая.выбирается в блоке 7 опорного напряжения (БОН). В момент снижения Uq до величины UQ БСН 6 вьщает сигналы в БФДЦИ 5, который включает ключ 3 и формирует длительность дополнительного импуль са .i в обратной зависимости от интервала времени между включением паузы и моментом достижения Uq опор ной величины UQ (.i ). По истечени t (joh.t дополнительный импульс отключается и начинается отсчет времени KP.l Обратная связь по положению сварочной ванны работает на протяжении всей паузы t,, после окончания кото рой БУСЦ 4 выдает сигнал на включение основного импульса тока и на от 184 ключения БФДДИ 5. После окончания основного импульса включается пауза, подключается БФДДИ 5, и процесс продолжается . Пример. Сваривают корневой слой шва в вертикальном положении на спуск электродами с покрытием основного типа марки УОНИ 13/55. Сварку производят без колебаний опи- ранием покрытия электрода на кромки изделия. Питание дуги осуществляют модулированным током. Длительность основного импульса устанавливают 0,3 с; длительность паузы 0,4 с; опорное напряжение 20 В; ток в паузе 20 А; напряжение дуги в импульсе 24 В; коэффициент пропорциональности К 0,001.5. После окончания основного импульса тока сварочная ванна начинает натекать на дугу. При этом длина дуги уменьшается и снижается напряжение и. Это напряжение постоянно сравнивают с опорным напряжением U. В момент снижения Uq до 20 В включают дополнительный импульс тока. Время стекания металла до критического положения t,p.i в данном примере равно 0,05 с. Длительность дополнительного импульса тока .i устанавливается в обратной зависимости от . i-v- jT- Под действием импульса силы от первого дополнительного тока расплавленный металл удерживается в хвостовой части сварочной ванны. Во время паузы происходит кристаллизация сварочной ванны и ее текучесть уменьшается. После первого дополнительного импульса время снижения напряжения titp.i увеличивается до 0,07 с. Длительность второго дополнительного импульса tgon.i автоматически устанавливают равной 0,021 с. Длительность последних импульсов устанавливают еще меньше, так как происходит кристаллизация и уменьшается текучесть сварочной ванны. По истечении паузы вновь включают основной импульс тока, начинается интенсивное плавление электродного и основного металла, и процесс продолжается. Включение дополнительных импульсов тока переменной продолясительности в момент снижения дугового напряжения до уровня опорного расширяет
технологические возможности способа сварки вертикальных швов на criycK благодаря применению электродов широ со расцространенных промышленных марок с любым типом покрытия,
Ранее сварка вертикальных швов выполнялась либо на подъем электродами с-покрытием основного типаJ либо на спуск электродами с покрытием целлюлозного типа. Технология сварки на подъем характеризуется низкой производительностью сварки корневого слоя шва, нестабильностью .проплавления корня шва, образование карманов, в которых происходит заклинивание шлака. Преимуществом данной технологии является высокое качество наплавленного металла, в первую очередь, высокая сопротивляемость хрупкому разрушению при низких температурах. При сварке верти- , кальных швов на спуск электродами с целлюлозным покрытием производительность сварки корневого слоя шва возрастает в 2-2,5 раза, улучшается формирование обратного валика, однако качество наплавленного металла низкое ввиду насьш ения сварочной ванны водородом. Поэтому применять данную технологию для сварки конструкций, работающих при температурах от -40 до -бО-С нельзя, так как при эксплуатации могут появиться треш;ины.
Используя предлагаемьй способ получают высокое качество сварного соединения, характерное для электродов с покрытием основного типа, а также стабильное проплавление и высокую производительность, присущую сварке на спуск.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2006 |
|
RU2322331C1 |
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2009 |
|
RU2418659C1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2008 |
|
RU2371288C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2013 |
|
RU2569874C2 |
| Способ электродуговой сварки модулированным током | 1977 |
|
SU620344A1 |
| Способ ручной дуговой сварки модулированным током | 1980 |
|
SU904934A1 |
| Способ автоматической электродуговой сварки погруженной дугой модулированным током | 1978 |
|
SU727365A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ МОДУЛИРОВАННЫМ ТОКОМ | 2006 |
|
RU2333083C2 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |

СПОСОБ ЭЛЕКТРОДУПОВОЙ СВАРКИ МОДУЛИРОВАННЫМ ТОКСЖ, при котором во время паузы на дугу налагают дополнительные импульсы сварочного тока, отличающийся тем, что, с целью повышения качества при сварке вертикальных швов на спуск электродами с любым типом покрытия, дополнительные импульсы налагают переменной продолжительности, момент их включения определяют в зависимости от текучести ванны, которую определяют по изменению напряжения на дуге от заданного, а продолжительность дополнительных импульсов устанавливают в обратной зависимости от (Л времени стеканкя металла до критического положения.
нрЪ
и: -
in
из
Us
-Sf
ие. i
Рб(2} X
rQ
F
6УСЦ
f)
а
бСИ (7}
бСН
(6}
ГЛ)
бФЛй Г5)
Фие. Z
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мазель А.Г | |||
| и др | |||
| Современные способы сварки магистральных трубопроводов плавлением | |||
| М., Недра, 1979, с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ газоэлектрической дуговой сварки | 1973 |
|
SU563244A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
